- Автоматизированное производства

Содержание
- 2. Автоматическая линия система согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и контрольных механизмов, размещенных
- 3. Автоматическая линия Роль рабочего: - наблюдение за работой линии; - наладка отдельных механизмов; - подача заготок
- 4. Автоматическая линия Особенности: - сочетание непрерывности производственных процессов с автоматичностью их выполнения; - высокая надежность оборудования;
- 5. Синхронные АЛ Состоят из отдельных машин-автоматов, связанных между собой конвейером для передачи деталей с одного автомата
- 6. Несинхронные АЛ: Состоят из независимо работающих станков-автоматов. В этих линиях между станками-автоматами устанавливаются бункеры или другие
- 7. Комбинированные АЛ состоят из оборудования, распределенного на группы с жесткой связью, работающего с единым ритмом. При
- 8. По характеру транспортирования изделия, а также по наличию и расположению бункерных устройств различают: Прямоточные АЛ, представляющие
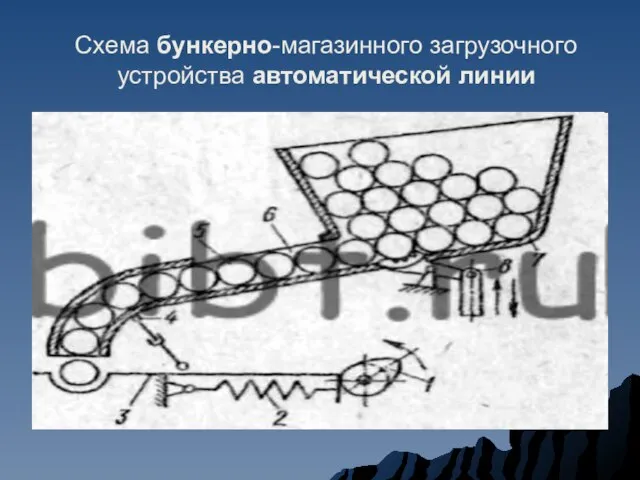
- 9. Схема бункерно-магазинного загрузочного устройства автоматической линии
- 10. Дозатор бункерный непрерывного действия
- 11. Бункерные дозаторы:
- 12. Недостатки стандартных АЛ: * Даже самые лучшие современные станки прерывного действия, включенные в автоматические линии, работают
- 13. Роторная АЛ Комплекс рабочих машин, транспортных устройств, приборов, объединенных единой системой автоматического управления, в котором одновременно
- 14. Роторная АЛ Особенности: - !!! обработка деталей совершается в процессе совместного транспортного движения предмета обработки и
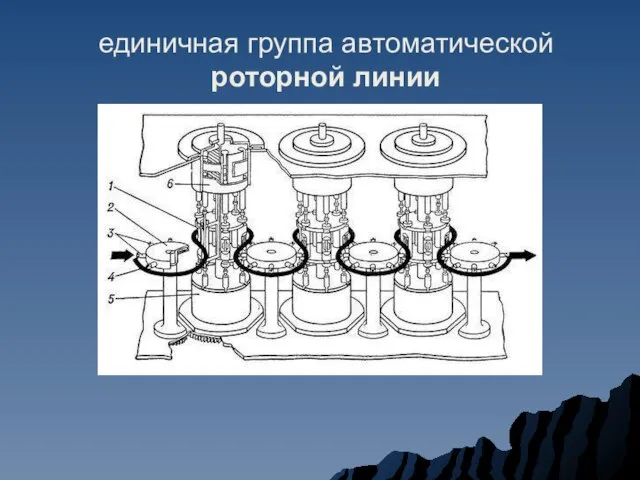
- 15. единичная группа автоматической роторной линии
- 16. Машина закаточная (роторная)
- 17. АЛ для упаковки (роторная)
- 18. Ополаскиватель стеклотары (роторный)
- 19. Роторная линия
- 20. Промышленный робот Перепрограммируемая автоматическая машина, применяемая в производственном процессе для выполнения двигательных функций, аналогичных функциям человека,
- 21. Промышленный робот Особенности - широкая универсальность (многофункциональность) Гибкость (мобильность) при переходе на выполнение принципиально новых операций
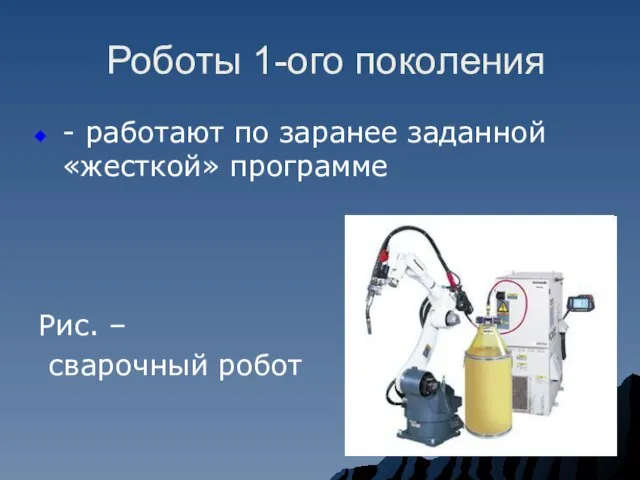
- 22. Роботы 1-ого поколения - работают по заранее заданной «жесткой» программе Рис. – сварочный робот
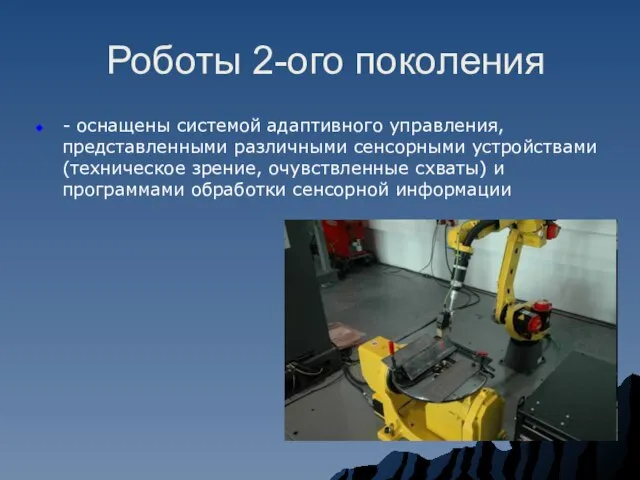
- 23. Роботы 2-ого поколения - оснащены системой адаптивного управления, представленными различными сенсорными устройствами (техническое зрение, очувствленные схваты)
- 24. Роботы 3-ого поколения - обладают искусственным интеллектом, позволяющим выполнять самые сложные функции при замене в производстве
- 27. Скачать презентацию
Слайд 2Автоматическая линия
система согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и
Автоматическая линия
система согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и
Слайд 3Автоматическая линия
Роль рабочего:
- наблюдение за работой линии;
- наладка отдельных механизмов;
- подача заготок
Автоматическая линия
Роль рабочего:
- наблюдение за работой линии;
- наладка отдельных механизмов;
- подача заготок
Слайд 4Автоматическая линия
Особенности:
- сочетание непрерывности производственных процессов с автоматичностью их выполнения;
- высокая надежность
Автоматическая линия
Особенности:
- сочетание непрерывности производственных процессов с автоматичностью их выполнения;
- высокая надежность
Слайд 5Синхронные АЛ
Состоят из отдельных машин-автоматов, связанных между собой конвейером для передачи деталей
Синхронные АЛ
Состоят из отдельных машин-автоматов, связанных между собой конвейером для передачи деталей
Слайд 6Несинхронные АЛ:
Состоят из независимо работающих станков-автоматов.
В этих линиях между станками-автоматами устанавливаются бункеры
Несинхронные АЛ:
Состоят из независимо работающих станков-автоматов.
В этих линиях между станками-автоматами устанавливаются бункеры
Слайд 7Комбинированные АЛ
состоят из оборудования, распределенного на группы с жесткой связью, работающего с
Комбинированные АЛ
состоят из оборудования, распределенного на группы с жесткой связью, работающего с
Слайд 8По характеру транспортирования изделия, а также по наличию и расположению бункерных устройств
По характеру транспортирования изделия, а также по наличию и расположению бункерных устройств
Слайд 9Схема бункерно-магазинного загрузочного устройства автоматической линии
Схема бункерно-магазинного загрузочного устройства автоматической линии
Слайд 10Дозатор бункерный непрерывного действия
Дозатор бункерный непрерывного действия

Слайд 11Бункерные дозаторы:
Бункерные дозаторы:

Слайд 12Недостатки стандартных АЛ:
* Даже самые лучшие современные станки прерывного действия, включенные в
Недостатки стандартных АЛ:
* Даже самые лучшие современные станки прерывного действия, включенные в
Слайд 13Роторная АЛ
Комплекс рабочих машин, транспортных устройств, приборов, объединенных единой системой автоматического управления,
Роторная АЛ
Комплекс рабочих машин, транспортных устройств, приборов, объединенных единой системой автоматического управления,
Слайд 14Роторная АЛ
Особенности:
- !!! обработка деталей совершается в процессе совместного транспортного движения предмета
Роторная АЛ
Особенности:
- !!! обработка деталей совершается в процессе совместного транспортного движения предмета
Слайд 15единичная группа автоматической роторной линии
единичная группа автоматической роторной линии
Слайд 16Машина закаточная (роторная)
Машина закаточная (роторная)

Слайд 17АЛ для упаковки (роторная)
АЛ для упаковки (роторная)

Слайд 18Ополаскиватель стеклотары (роторный)
Ополаскиватель стеклотары (роторный)

Слайд 19Роторная линия
Роторная линия

Слайд 20Промышленный робот
Перепрограммируемая автоматическая машина, применяемая в производственном процессе для выполнения двигательных функций,
Промышленный робот
Перепрограммируемая автоматическая машина, применяемая в производственном процессе для выполнения двигательных функций,
Слайд 21Промышленный робот
Особенности
- широкая универсальность (многофункциональность)
Гибкость (мобильность) при переходе на выполнение принципиально новых
Промышленный робот
Особенности
- широкая универсальность (многофункциональность)
Гибкость (мобильность) при переходе на выполнение принципиально новых
Слайд 22Роботы 1-ого поколения
- работают по заранее заданной «жесткой» программе
Рис. –
сварочный
Роботы 1-ого поколения
- работают по заранее заданной «жесткой» программе
Рис. –
сварочный
Слайд 23Роботы 2-ого поколения
- оснащены системой адаптивного управления, представленными различными сенсорными устройствами (техническое
Роботы 2-ого поколения
- оснащены системой адаптивного управления, представленными различными сенсорными устройствами (техническое
Слайд 24Роботы 3-ого поколения
- обладают искусственным интеллектом, позволяющим выполнять самые сложные функции при
Роботы 3-ого поколения
- обладают искусственным интеллектом, позволяющим выполнять самые сложные функции при
 Проблемы урегулирования межорганизационных конфликтов в предпринимательских сетях
Проблемы урегулирования межорганизационных конфликтов в предпринимательских сетях Физиология автономной нервной системы
Физиология автономной нервной системы Презентация на тему Викторина ПДД
Презентация на тему Викторина ПДД  Саратовское региональное отделение Российского благотворительного фонда «Нет алкоголизму и наркомании» Учебный центр по снижен
Саратовское региональное отделение Российского благотворительного фонда «Нет алкоголизму и наркомании» Учебный центр по снижен Световой будильник-жалюзи
Световой будильник-жалюзи Презентация на тему Экологические проблемы России
Презентация на тему Экологические проблемы России  Словообразование и орфография
Словообразование и орфография Хаос
Хаос Профессия Учитель!!! Галина Васильевна – наш классный руководитель.
Профессия Учитель!!! Галина Васильевна – наш классный руководитель. Бихевиоризм в теории управления
Бихевиоризм в теории управления Расширенное Участие Trust Fund Кодексав деятельности Кодекса
Расширенное Участие Trust Fund Кодексав деятельности Кодекса Русско-турецкая война 1877-1878 (8 класс)
Русско-турецкая война 1877-1878 (8 класс) Как психологу повлиять на трудного клиента
Как психологу повлиять на трудного клиента Развитие стран Западной Европы и США Во второй половине XX века
Развитие стран Западной Европы и США Во второй половине XX века Остров Кука
Остров Кука Итоги осуществления закупок товаров, работ и услуг для обеспечения государственных и муниципальных нужд города Чебоксары
Итоги осуществления закупок товаров, работ и услуг для обеспечения государственных и муниципальных нужд города Чебоксары Феномен науки и законы её развития. Педагогика как наука. Лекция 3
Феномен науки и законы её развития. Педагогика как наука. Лекция 3 1-_kultur_ve_destinasyon
1-_kultur_ve_destinasyon Фольклорный коллектив Ӧмидз тусьяс (Ягодки – малинки) с. Усть - Лыжа
Фольклорный коллектив Ӧмидз тусьяс (Ягодки – малинки) с. Усть - Лыжа Работы МДК. Шрифты
Работы МДК. Шрифты Завоевание Обетованной земли
Завоевание Обетованной земли Виды собственности
Виды собственности Парные согласные на конце слов
Парные согласные на конце слов Симметрия “бянь-变” и хуа-花” в орнаменталистике Древнего Китая
Симметрия “бянь-变” и хуа-花” в орнаменталистике Древнего Китая Проектирование волоконно-оптической системы передачи на участке г. Тобольск - с. Ярково
Проектирование волоконно-оптической системы передачи на участке г. Тобольск - с. Ярково Конституция Российской Федерации. Конкурс Молодец
Конституция Российской Федерации. Конкурс Молодец 5 Финансовая система
5 Финансовая система Центральная библиотека Пущинского научного центра РАНВасильчиков Виктор Всеволодович
Центральная библиотека Пущинского научного центра РАНВасильчиков Виктор Всеволодович