- Материаловедение_ Обработка металлов давлением_ _Тема 9_

Содержание
- 2. Золотарева Е.В.,МТКМ,ТюмГНГУ процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного
- 3. Золотарева Е.В.,МТКМ,ТюмГНГУ 1. Факторы, влияющие на пластичность Обработка металлов давлением основана на явлении пластичности, т. е.
- 4. Золотарева Е.В.,МТКМ,ТюмГНГУ 2. Изменения структуры при деформации Изменение структуры поликристаллического металлического материала под действием внешней силы
- 5. Золотарева Е.В.,МТКМ,ТюмГНГУ 3. Основные преимущества обработки металлов давлением по сравнению с обработкой резанием преимущества заключаются в
- 6. Золотарева Е.В.,МТКМ,ТюмГНГУ 4. Классификация способов обработки металлов давлением По температуре: холодная и горячая деформация. Холодная деформация
- 7. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.1. Горячая деформация При горячей деформации сопротивление материала деформированию на порядок меньше, чем при
- 8. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.2. Холодная деформация Холодная деформация позволяет получать высокую точность размеров изделия и лучшее качество
- 9. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3. Способы обработки прокатка, прессование, волочение, ковка, объемная и листовая штамповка.
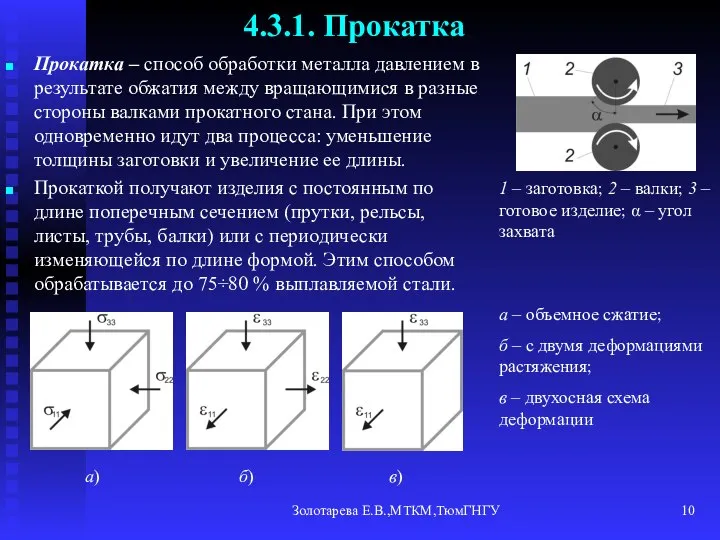
- 10. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3.1. Прокатка Прокатка – способ обработки металла давлением в результате обжатия между вращающимися в
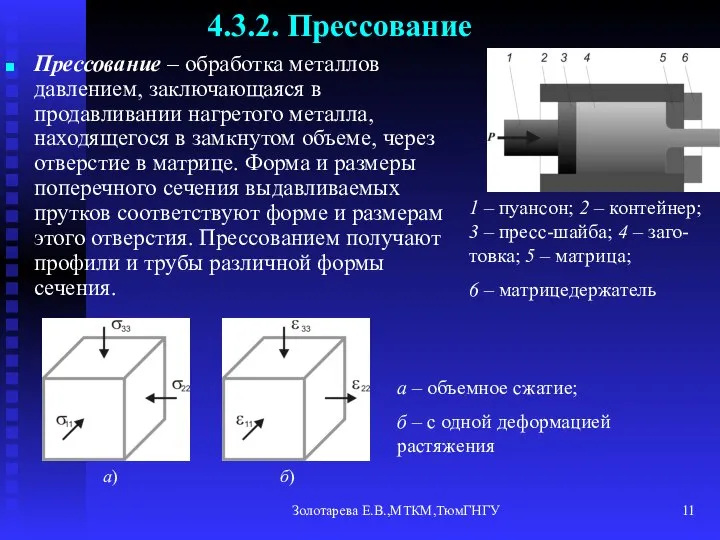
- 11. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3.2. Прессование Прессование – обработка металлов давлением, заключающаяся в продавливании нагретого металла, находящегося в
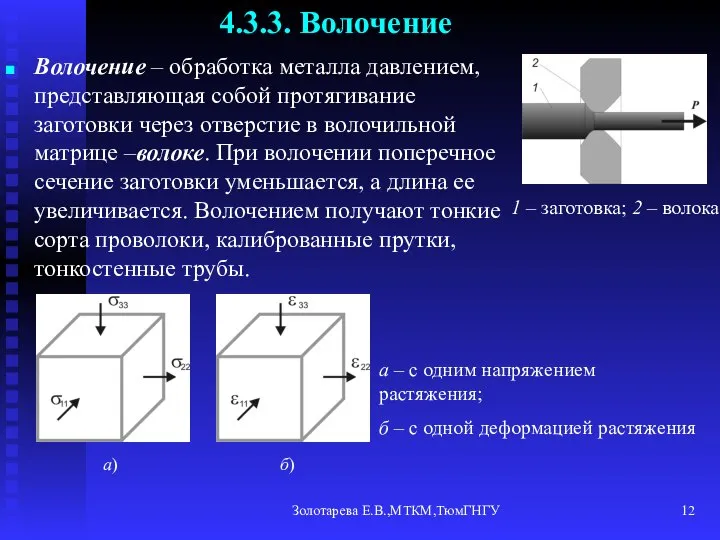
- 12. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3.3. Волочение Волочение – обработка металла давлением, представляющая собой протягивание заготовки через отверстие в
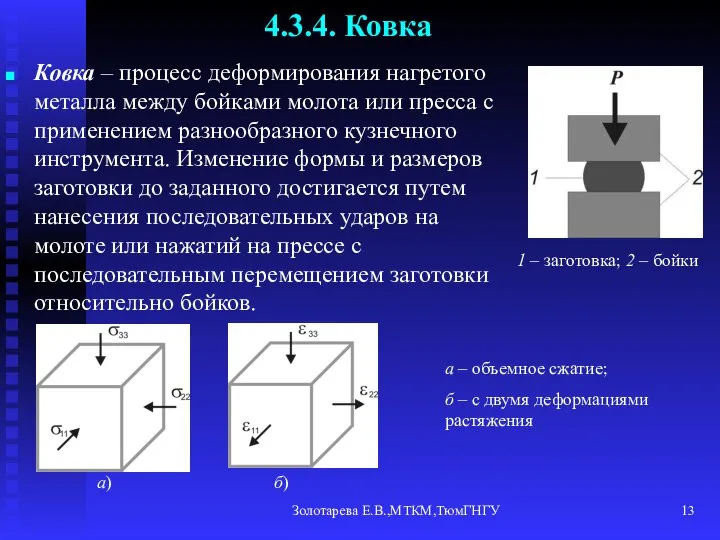
- 13. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3.4. Ковка Ковка – процесс деформирования нагретого металла между бойками молота или пресса с
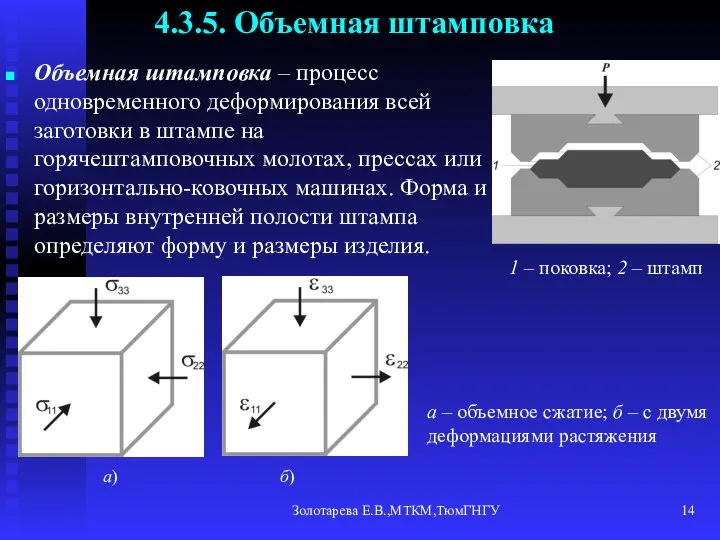
- 14. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3.5. Объемная штамповка Объемная штамповка – процесс одновременного деформирования всей заготовки в штампе на
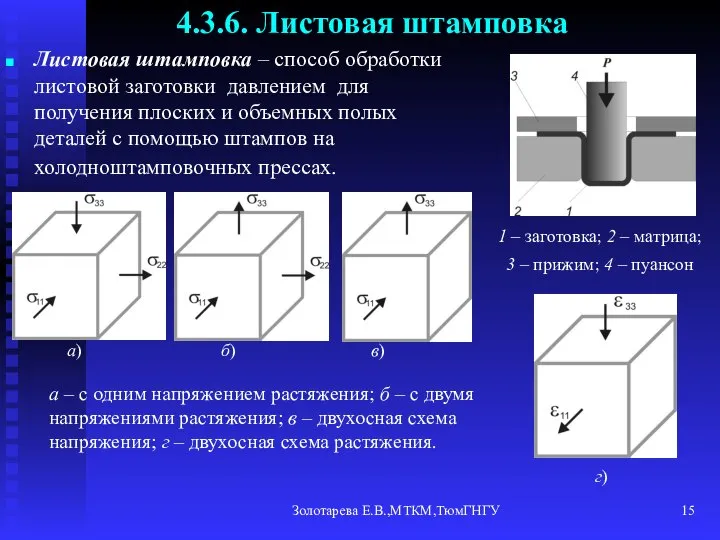
- 15. Золотарева Е.В.,МТКМ,ТюмГНГУ 4.3.6. Листовая штамповка Листовая штамповка – способ обработки листовой заготовки давлением для получения плоских
- 16. Золотарева Е.В.,МТКМ,ТюмГНГУ 5. Нагрев металла При обработке давлением металл нагревают с целью снижения сопротивления деформации, повышения
- 17. Золотарева Е.В.,МТКМ,ТюмГНГУ 6. Прокатка Прокатка – обработка металла давлением путем обжатия между вращающимися валками прокатного стана
- 18. Золотарева Е.В.,МТКМ,ТюмГНГУ Сортамент прокатной продукции Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и
- 19. Золотарева Е.В.,МТКМ,ТюмГНГУ Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм), тонколистовой (0,2…4мм)
- 20. Золотарева Е.В.,МТКМ,ТюмГНГУ 6.1. Способы прокатки а) продольная; б) поперечная; в) поперечно-винтовая а) б) в) 1 –
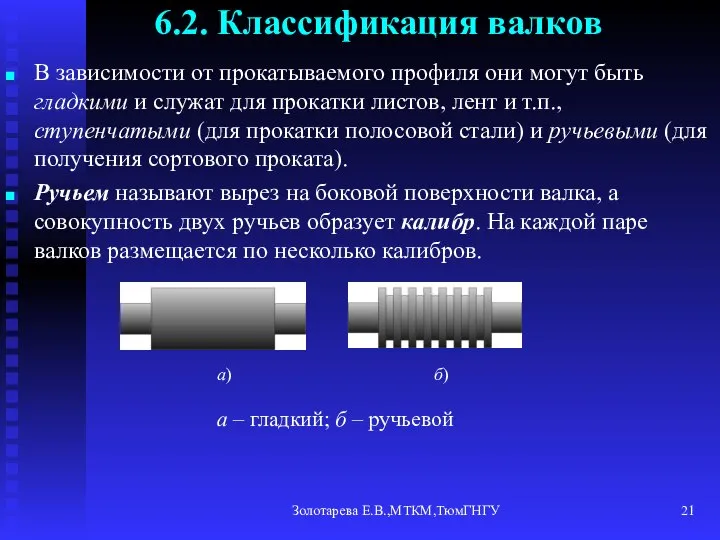
- 21. Золотарева Е.В.,МТКМ,ТюмГНГУ 6.2. Классификация валков В зависимости от прокатываемого профиля они могут быть гладкими и служат
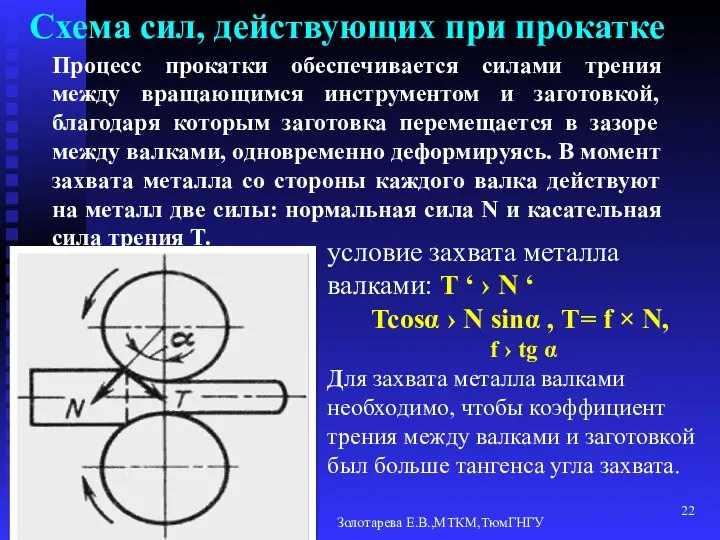
- 22. Золотарева Е.В.,МТКМ,ТюмГНГУ Схема сил, действующих при прокатке Процесс прокатки обеспечивается силами трения между вращающимся инструментом и
- 23. Золотарева Е.В.,МТКМ,ТюмГНГУ 6.3. Калибры Калибровка валков – это разработка схемы прокатки и размещения калибров, обеспечивающая получение
- 24. Золотарева Е.В.,МТКМ,ТюмГНГУ 7. Прессование Прессованием обрабатываются такие сплавы, которые из-за низкой пластичности (особенно в литом состоянии)
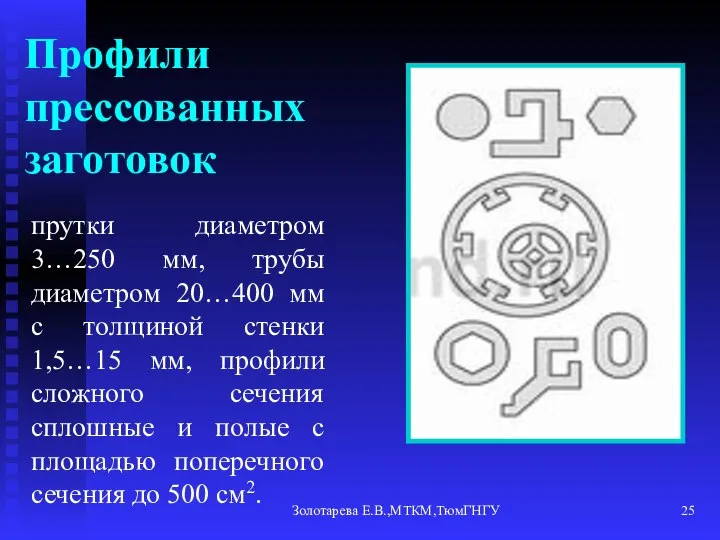
- 25. Золотарева Е.В.,МТКМ,ТюмГНГУ Профили прессованных заготовок прутки диаметром 3…250 мм, трубы диаметром 20…400 мм с толщиной стенки
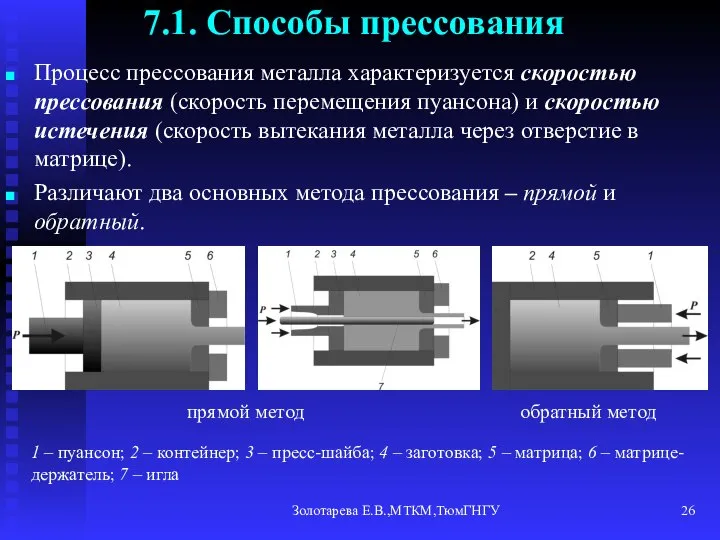
- 26. Золотарева Е.В.,МТКМ,ТюмГНГУ 7.1. Способы прессования Процесс прессования металла характеризуется скоростью прессования (скорость перемещения пуансона) и скоростью
- 27. Золотарева Е.В.,МТКМ,ТюмГНГУ 8. Волочение Волочение заключается в протягивании (чаще всего в холодном состоянии) прокатанных или прессованных
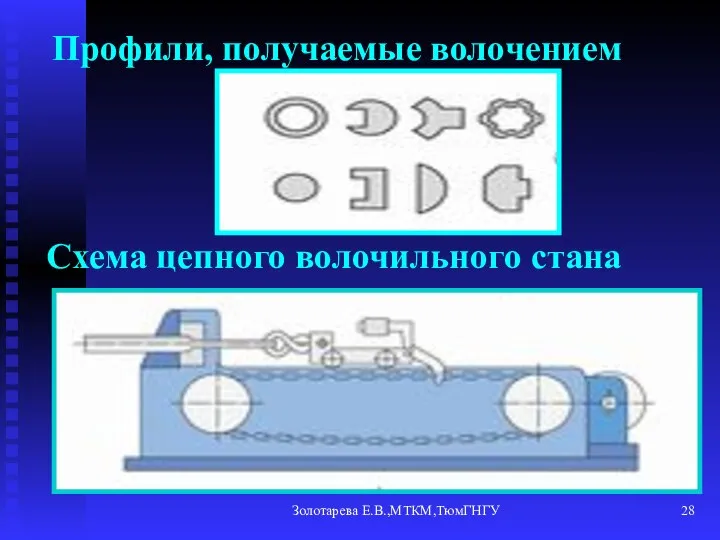
- 28. Золотарева Е.В.,МТКМ,ТюмГНГУ Профили, получаемые волочением Схема цепного волочильного стана
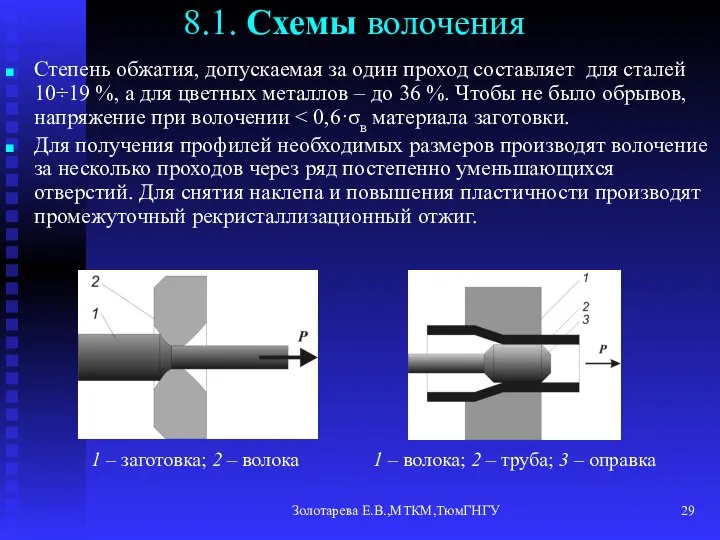
- 29. Золотарева Е.В.,МТКМ,ТюмГНГУ 8.1. Схемы волочения Степень обжатия, допускаемая за один проход составляет для сталей 10÷19 %,
- 30. Золотарева Е.В.,МТКМ,ТюмГНГУ 9. Ковка Ковка – способ обработки металла давлением, когда в результате многократного прерывистого ударного
- 31. Золотарева Е.В.,МТКМ,ТюмГНГУ Ковочный паровоздушный молот
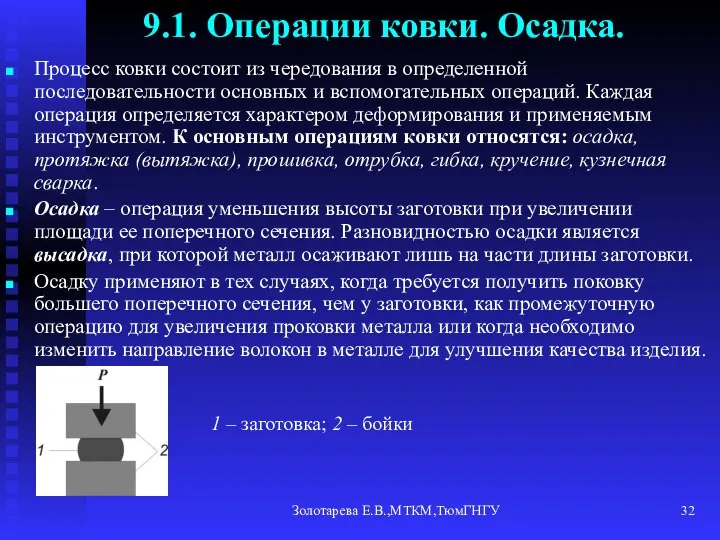
- 32. Золотарева Е.В.,МТКМ,ТюмГНГУ 9.1. Операции ковки. Осадка. Процесс ковки состоит из чередования в определенной последовательности основных и
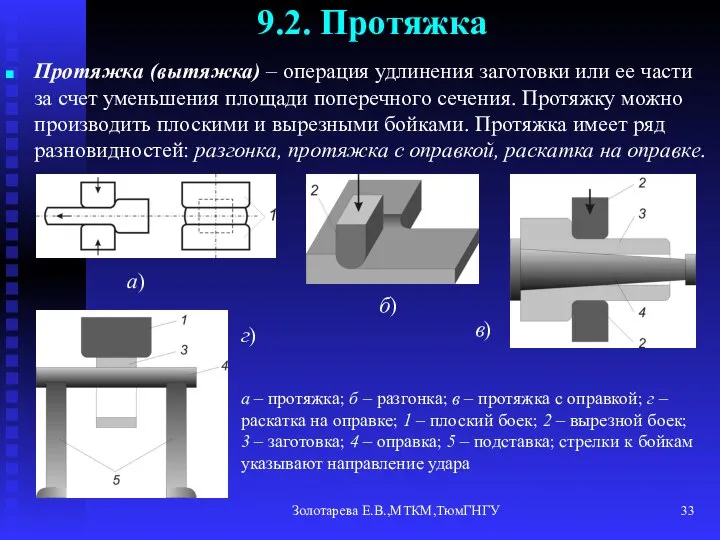
- 33. Золотарева Е.В.,МТКМ,ТюмГНГУ 9.2. Протяжка Протяжка (вытяжка) – операция удлинения заготовки или ее части за счет уменьшения
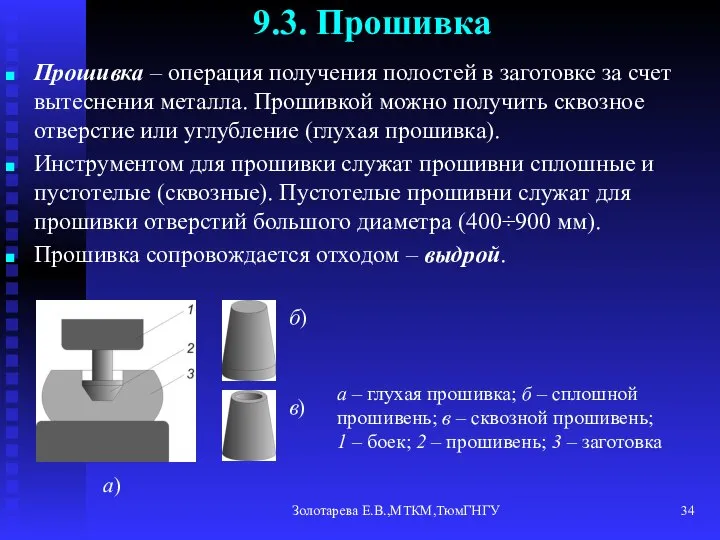
- 34. Золотарева Е.В.,МТКМ,ТюмГНГУ 9.3. Прошивка Прошивка – операция получения полостей в заготовке за счет вытеснения металла. Прошивкой
- 35. Золотарева Е.В.,МТКМ,ТюмГНГУ 9.4. Отрубка. Гибка. Кручение. Отрубка – операция отделения части заготовки по незамкнутому контуру путем
- 36. Золотарева Е.В.,МТКМ,ТюмГНГУ 10. Объемная штамповка Объемная штамповка – процесс изготовления поковок в штампах, когда течение металла
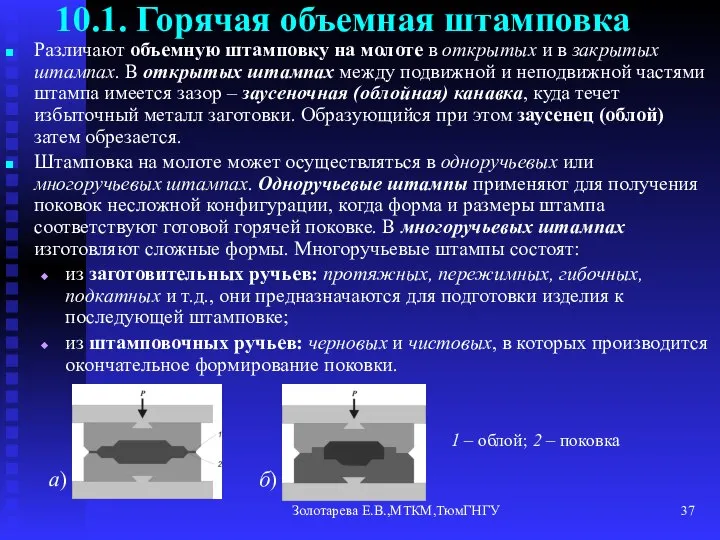
- 37. Золотарева Е.В.,МТКМ,ТюмГНГУ 10.1. Горячая объемная штамповка Различают объемную штамповку на молоте в открытых и в закрытых
- 38. Золотарева Е.В.,МТКМ,ТюмГНГУ Штамповка в открытом штампе Штамповка в закрытом штампе
- 39. Золотарева Е.В.,МТКМ,ТюмГНГУ Многоручьевой штамп
- 40. Золотарева Е.В.,МТКМ,ТюмГНГУ 10.2. Холодная объемная штамповка Холодная объемная штамповка – объемная штамповка без предварительного нагрева заготовки.
- 41. Золотарева Е.В.,МТКМ,ТюмГНГУ 10.2.1. Операции холодной объемной штамповки Операции холодной штамповки подразделяют на разделительные (отрезка, обрезка и
- 42. Золотарева Е.В.,МТКМ,ТюмГНГУ 11. Листовая штамповка Листовой штамповкой изготовляют разнообразные плоские и пространственные детали массой от долей
- 43. Золотарева Е.В.,МТКМ,ТюмГНГУ Листовые штампованные детали
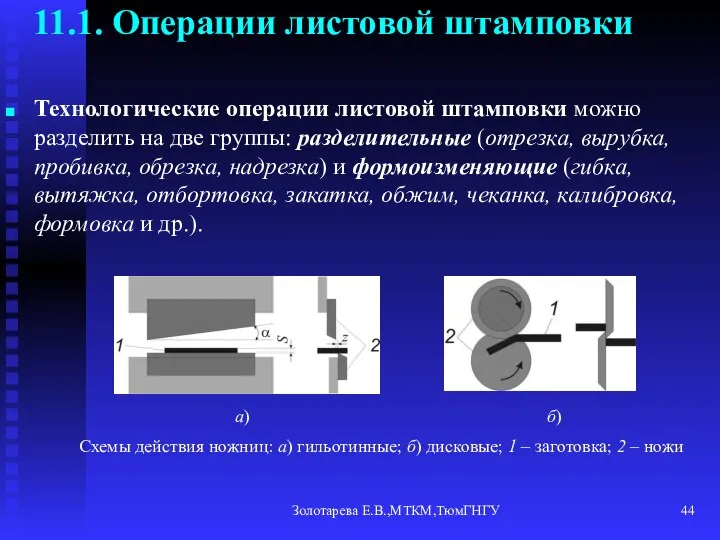
- 44. Золотарева Е.В.,МТКМ,ТюмГНГУ 11.1. Операции листовой штамповки Технологические операции листовой штамповки можно разделить на две группы: разделительные
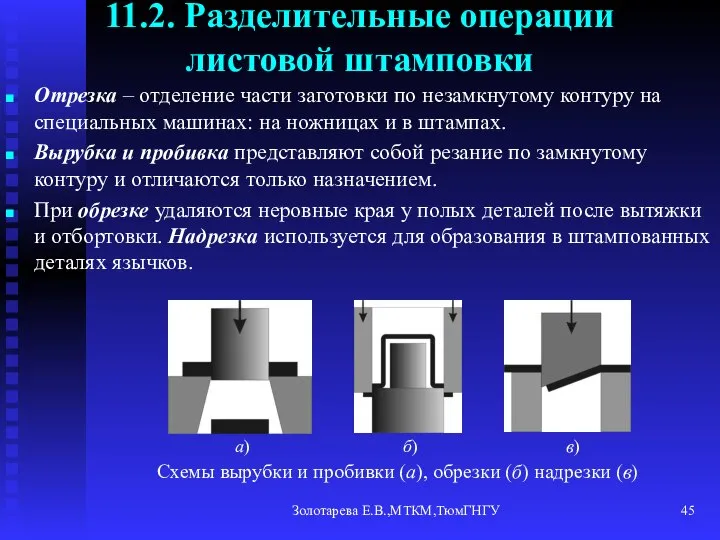
- 45. Золотарева Е.В.,МТКМ,ТюмГНГУ 11.2. Разделительные операции листовой штамповки Отрезка – отделение части заготовки по незамкнутому контуру на
- 47. Скачать презентацию
Слайд 2Золотарева Е.В.,МТКМ,ТюмГНГУ
процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную
Золотарева Е.В.,МТКМ,ТюмГНГУ
процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную

Слайд 3Золотарева Е.В.,МТКМ,ТюмГНГУ
1. Факторы, влияющие на пластичность
Обработка металлов давлением основана на явлении пластичности,
Золотарева Е.В.,МТКМ,ТюмГНГУ
1. Факторы, влияющие на пластичность
Обработка металлов давлением основана на явлении пластичности,
Слайд 4Золотарева Е.В.,МТКМ,ТюмГНГУ
2. Изменения структуры при деформации
Изменение структуры поликристаллического металлического материала под действием
Золотарева Е.В.,МТКМ,ТюмГНГУ
2. Изменения структуры при деформации
Изменение структуры поликристаллического металлического материала под действием
Слайд 5Золотарева Е.В.,МТКМ,ТюмГНГУ
3. Основные преимущества обработки металлов давлением
по сравнению с обработкой резанием преимущества
Золотарева Е.В.,МТКМ,ТюмГНГУ
3. Основные преимущества обработки металлов давлением
по сравнению с обработкой резанием преимущества
Слайд 6Золотарева Е.В.,МТКМ,ТюмГНГУ
4. Классификация способов обработки металлов давлением
По температуре: холодная и горячая деформация.
Холодная
Золотарева Е.В.,МТКМ,ТюмГНГУ
4. Классификация способов обработки металлов давлением
По температуре: холодная и горячая деформация.
Холодная
Слайд 7Золотарева Е.В.,МТКМ,ТюмГНГУ
4.1. Горячая деформация
При горячей деформации сопротивление материала деформированию на порядок меньше,
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.1. Горячая деформация
При горячей деформации сопротивление материала деформированию на порядок меньше,
Слайд 8Золотарева Е.В.,МТКМ,ТюмГНГУ
4.2. Холодная деформация
Холодная деформация позволяет получать высокую точность размеров изделия и
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.2. Холодная деформация
Холодная деформация позволяет получать высокую точность размеров изделия и
Слайд 9Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3. Способы обработки
прокатка,
прессование,
волочение,
ковка,
объемная и листовая штамповка.
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3. Способы обработки
прокатка,
прессование,
волочение,
ковка,
объемная и листовая штамповка.

Слайд 10Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.1. Прокатка
Прокатка – способ обработки металла давлением в результате обжатия между вращающимися
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.1. Прокатка
Прокатка – способ обработки металла давлением в результате обжатия между вращающимися
Слайд 11Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.2. Прессование
Прессование – обработка металлов давлением, заключающаяся в продавливании нагретого металла, находящегося
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.2. Прессование
Прессование – обработка металлов давлением, заключающаяся в продавливании нагретого металла, находящегося
Слайд 12Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.3. Волочение
Волочение – обработка металла давлением, представляющая собой протягивание заготовки через отверстие
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.3. Волочение
Волочение – обработка металла давлением, представляющая собой протягивание заготовки через отверстие
Слайд 13Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.4. Ковка
Ковка – процесс деформирования нагретого металла между бойками молота или пресса
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.4. Ковка
Ковка – процесс деформирования нагретого металла между бойками молота или пресса
Слайд 14Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.5. Объемная штамповка
Объемная штамповка – процесс одновременного деформирования всей заготовки в штампе
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.5. Объемная штамповка
Объемная штамповка – процесс одновременного деформирования всей заготовки в штампе
Слайд 15Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.6. Листовая штамповка
Листовая штамповка – способ обработки листовой заготовки давлением для получения
Золотарева Е.В.,МТКМ,ТюмГНГУ
4.3.6. Листовая штамповка
Листовая штамповка – способ обработки листовой заготовки давлением для получения
Слайд 16Золотарева Е.В.,МТКМ,ТюмГНГУ
5. Нагрев металла
При обработке давлением металл нагревают с целью снижения сопротивления
Золотарева Е.В.,МТКМ,ТюмГНГУ
5. Нагрев металла
При обработке давлением металл нагревают с целью снижения сопротивления
Слайд 17Золотарева Е.В.,МТКМ,ТюмГНГУ
6. Прокатка
Прокатка – обработка металла давлением путем обжатия между вращающимися валками прокатного
Золотарева Е.В.,МТКМ,ТюмГНГУ
6. Прокатка
Прокатка – обработка металла давлением путем обжатия между вращающимися валками прокатного
Слайд 18Золотарева Е.В.,МТКМ,ТюмГНГУ
Сортамент прокатной продукции
Форма поперечного сечения называется профилем проката. Совокупность профилей различной
Золотарева Е.В.,МТКМ,ТюмГНГУ
Сортамент прокатной продукции
Форма поперечного сечения называется профилем проката. Совокупность профилей различной

Слайд 19Золотарева Е.В.,МТКМ,ТюмГНГУ
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60
Золотарева Е.В.,МТКМ,ТюмГНГУ
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60
Слайд 20Золотарева Е.В.,МТКМ,ТюмГНГУ
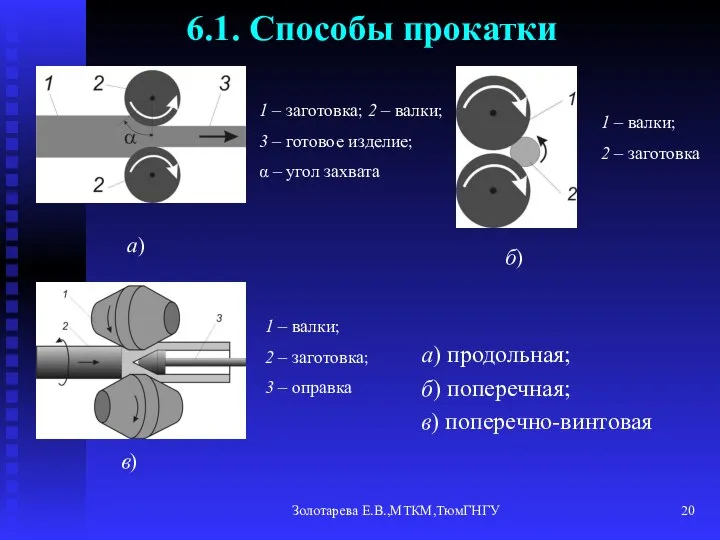
6.1. Способы прокатки
а) продольная;
б) поперечная;
в) поперечно-винтовая
а)
б)
в)
1 – заготовка; 2 – валки;
3 – готовое
Золотарева Е.В.,МТКМ,ТюмГНГУ
6.1. Способы прокатки
а) продольная;
б) поперечная;
в) поперечно-винтовая
а)
б)
в)
1 – заготовка; 2 – валки;
3 – готовое
Слайд 21Золотарева Е.В.,МТКМ,ТюмГНГУ
6.2. Классификация валков
В зависимости от прокатываемого профиля они могут быть гладкими
Золотарева Е.В.,МТКМ,ТюмГНГУ
6.2. Классификация валков
В зависимости от прокатываемого профиля они могут быть гладкими
Слайд 22Золотарева Е.В.,МТКМ,ТюмГНГУ
Схема сил, действующих при прокатке
Процесс прокатки обеспечивается силами трения между вращающимся
Золотарева Е.В.,МТКМ,ТюмГНГУ
Схема сил, действующих при прокатке
Процесс прокатки обеспечивается силами трения между вращающимся
Слайд 23Золотарева Е.В.,МТКМ,ТюмГНГУ
6.3. Калибры
Калибровка валков – это разработка схемы прокатки и размещения калибров, обеспечивающая
Золотарева Е.В.,МТКМ,ТюмГНГУ
6.3. Калибры
Калибровка валков – это разработка схемы прокатки и размещения калибров, обеспечивающая
Слайд 24Золотарева Е.В.,МТКМ,ТюмГНГУ
7. Прессование
Прессованием обрабатываются такие сплавы, которые из-за низкой пластичности (особенно в
Золотарева Е.В.,МТКМ,ТюмГНГУ
7. Прессование
Прессованием обрабатываются такие сплавы, которые из-за низкой пластичности (особенно в
Слайд 25Золотарева Е.В.,МТКМ,ТюмГНГУ
Профили прессованных заготовок
прутки диаметром 3…250 мм, трубы диаметром 20…400 мм с
Золотарева Е.В.,МТКМ,ТюмГНГУ
Профили прессованных заготовок
прутки диаметром 3…250 мм, трубы диаметром 20…400 мм с
Слайд 26Золотарева Е.В.,МТКМ,ТюмГНГУ
7.1. Способы прессования
Процесс прессования металла характеризуется скоростью прессования (скорость перемещения пуансона)
Золотарева Е.В.,МТКМ,ТюмГНГУ
7.1. Способы прессования
Процесс прессования металла характеризуется скоростью прессования (скорость перемещения пуансона)
Слайд 27Золотарева Е.В.,МТКМ,ТюмГНГУ
8. Волочение
Волочение заключается в протягивании (чаще всего в холодном состоянии) прокатанных
Золотарева Е.В.,МТКМ,ТюмГНГУ
8. Волочение
Волочение заключается в протягивании (чаще всего в холодном состоянии) прокатанных
Слайд 28Золотарева Е.В.,МТКМ,ТюмГНГУ
Профили, получаемые волочением
Схема цепного волочильного стана
Золотарева Е.В.,МТКМ,ТюмГНГУ
Профили, получаемые волочением
Схема цепного волочильного стана
Слайд 29Золотарева Е.В.,МТКМ,ТюмГНГУ
8.1. Схемы волочения
Степень обжатия, допускаемая за один проход составляет для сталей
Золотарева Е.В.,МТКМ,ТюмГНГУ
8.1. Схемы волочения
Степень обжатия, допускаемая за один проход составляет для сталей
Слайд 30Золотарева Е.В.,МТКМ,ТюмГНГУ
9. Ковка
Ковка – способ обработки металла давлением, когда в результате многократного прерывистого
Золотарева Е.В.,МТКМ,ТюмГНГУ
9. Ковка
Ковка – способ обработки металла давлением, когда в результате многократного прерывистого
Слайд 31Золотарева Е.В.,МТКМ,ТюмГНГУ
Ковочный паровоздушный молот
Золотарева Е.В.,МТКМ,ТюмГНГУ
Ковочный паровоздушный молот

Слайд 32Золотарева Е.В.,МТКМ,ТюмГНГУ
9.1. Операции ковки. Осадка.
Процесс ковки состоит из чередования в определенной последовательности
Золотарева Е.В.,МТКМ,ТюмГНГУ
9.1. Операции ковки. Осадка.
Процесс ковки состоит из чередования в определенной последовательности
Слайд 33Золотарева Е.В.,МТКМ,ТюмГНГУ
9.2. Протяжка
Протяжка (вытяжка) – операция удлинения заготовки или ее части за счет
Золотарева Е.В.,МТКМ,ТюмГНГУ
9.2. Протяжка
Протяжка (вытяжка) – операция удлинения заготовки или ее части за счет
Слайд 34Золотарева Е.В.,МТКМ,ТюмГНГУ
9.3. Прошивка
Прошивка – операция получения полостей в заготовке за счет вытеснения металла.
Золотарева Е.В.,МТКМ,ТюмГНГУ
9.3. Прошивка
Прошивка – операция получения полостей в заготовке за счет вытеснения металла.
Слайд 35Золотарева Е.В.,МТКМ,ТюмГНГУ
9.4. Отрубка. Гибка. Кручение.
Отрубка – операция отделения части заготовки по незамкнутому
Золотарева Е.В.,МТКМ,ТюмГНГУ
9.4. Отрубка. Гибка. Кручение.
Отрубка – операция отделения части заготовки по незамкнутому
Слайд 36Золотарева Е.В.,МТКМ,ТюмГНГУ
10. Объемная штамповка
Объемная штамповка – процесс изготовления поковок в штампах, когда течение
Золотарева Е.В.,МТКМ,ТюмГНГУ
10. Объемная штамповка
Объемная штамповка – процесс изготовления поковок в штампах, когда течение
Слайд 37Золотарева Е.В.,МТКМ,ТюмГНГУ
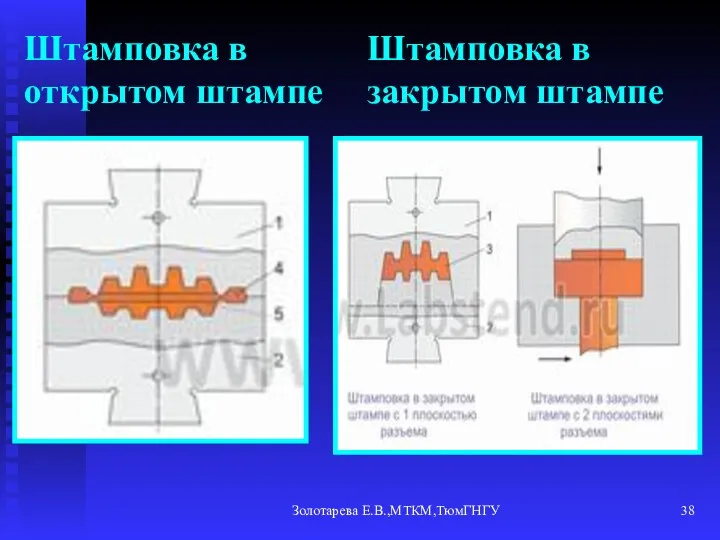
10.1. Горячая объемная штамповка
Различают объемную штамповку на молоте в открытых и
Золотарева Е.В.,МТКМ,ТюмГНГУ
10.1. Горячая объемная штамповка
Различают объемную штамповку на молоте в открытых и
Слайд 38Золотарева Е.В.,МТКМ,ТюмГНГУ
Штамповка в открытом штампе
Штамповка в закрытом штампе
Золотарева Е.В.,МТКМ,ТюмГНГУ
Штамповка в открытом штампе
Штамповка в закрытом штампе
Слайд 39Золотарева Е.В.,МТКМ,ТюмГНГУ
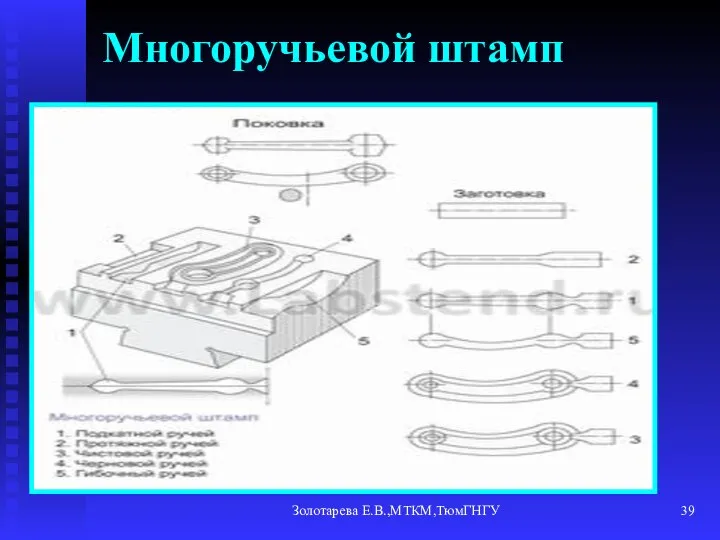
Многоручьевой штамп
Золотарева Е.В.,МТКМ,ТюмГНГУ
Многоручьевой штамп
Слайд 40Золотарева Е.В.,МТКМ,ТюмГНГУ
10.2. Холодная объемная штамповка
Холодная объемная штамповка – объемная штамповка без предварительного нагрева
Золотарева Е.В.,МТКМ,ТюмГНГУ
10.2. Холодная объемная штамповка
Холодная объемная штамповка – объемная штамповка без предварительного нагрева
Слайд 41Золотарева Е.В.,МТКМ,ТюмГНГУ
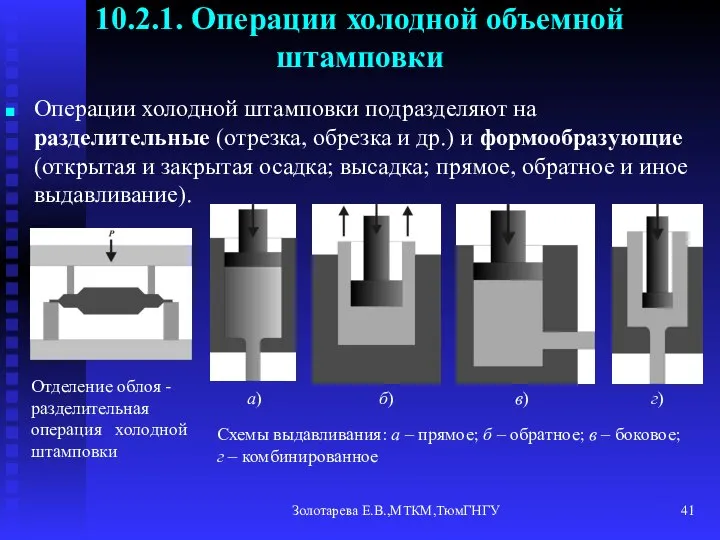
10.2.1. Операции холодной объемной штамповки
Операции холодной штамповки подразделяют на разделительные (отрезка,
Золотарева Е.В.,МТКМ,ТюмГНГУ
10.2.1. Операции холодной объемной штамповки
Операции холодной штамповки подразделяют на разделительные (отрезка,
Слайд 42Золотарева Е.В.,МТКМ,ТюмГНГУ
11. Листовая штамповка
Листовой штамповкой изготовляют разнообразные плоские и пространственные детали массой
Золотарева Е.В.,МТКМ,ТюмГНГУ
11. Листовая штамповка
Листовой штамповкой изготовляют разнообразные плоские и пространственные детали массой
Слайд 43Золотарева Е.В.,МТКМ,ТюмГНГУ
Листовые штампованные детали
Золотарева Е.В.,МТКМ,ТюмГНГУ
Листовые штампованные детали

Слайд 44Золотарева Е.В.,МТКМ,ТюмГНГУ
11.1. Операции листовой штамповки
Технологические операции листовой штамповки можно разделить на две
Золотарева Е.В.,МТКМ,ТюмГНГУ
11.1. Операции листовой штамповки
Технологические операции листовой штамповки можно разделить на две
Слайд 45Золотарева Е.В.,МТКМ,ТюмГНГУ
11.2. Разделительные операции листовой штамповки
Отрезка – отделение части заготовки по незамкнутому контуру
Золотарева Е.В.,МТКМ,ТюмГНГУ
11.2. Разделительные операции листовой штамповки
Отрезка – отделение части заготовки по незамкнутому контуру
 Что такое LEAN manufacturing
Что такое LEAN manufacturing  Презентация на тему Заглавная буква в именах собственных
Презентация на тему Заглавная буква в именах собственных  Кодирование графической информации
Кодирование графической информации Великий круговорот жизни 3 класс
Великий круговорот жизни 3 класс Модель Джеймса Карея
Модель Джеймса Карея Юридическая этика. Тема 5
Юридическая этика. Тема 5 Я – неудачник
Я – неудачник Доставка нефтепродуктов на АЗС Тамбовской области в условиях ООО РТК г. Котовск
Доставка нефтепродуктов на АЗС Тамбовской области в условиях ООО РТК г. Котовск Распознавание эмоций на практике
Распознавание эмоций на практике Андронов мәдениеті
Андронов мәдениеті Металлы тоже воевали
Металлы тоже воевали Воины-интернационалисты
Воины-интернационалисты Приёмная кампания КГУ 2020. Бакалавриат/специалитет очная/очно-заочная формы обучения
Приёмная кампания КГУ 2020. Бакалавриат/специалитет очная/очно-заочная формы обучения 2.2.3 Презентация
2.2.3 Презентация Свобода как философский, нравственный и социальный идеал Пушкина
Свобода как философский, нравственный и социальный идеал Пушкина Технические требования по строительству магазина-склада Строительный Двор
Технические требования по строительству магазина-склада Строительный Двор Народна_іграшка
Народна_іграшка Молодежный турслет АО АВТОВАЗ
Молодежный турслет АО АВТОВАЗ Современные средства связи и их виды. Функционал оборудования на различных уровнях сетевой модели
Современные средства связи и их виды. Функционал оборудования на различных уровнях сетевой модели Приглашение к Сотрудничеству
Приглашение к Сотрудничеству Создание предметов на основе формальной композиции
Создание предметов на основе формальной композиции Образ женской красоты. Женский образ в национальной одежде в традициях Японии
Образ женской красоты. Женский образ в национальной одежде в традициях Японии Разработка мнемосхемы визуализации технологического объекта “Повысительная насосная станция с фильтровальной установкой”
Разработка мнемосхемы визуализации технологического объекта “Повысительная насосная станция с фильтровальной установкой” ИИ1ирплоИл1
ИИ1ирплоИл1 Лекарственные и пищевые растения села Большой - Нарын
Лекарственные и пищевые растения села Большой - Нарын Об аккредитации Университета
Об аккредитации Университета Сборка вертолета. Конструктор
Сборка вертолета. Конструктор Планета Венера
Планета Венера