- ОиНТ_

Содержание
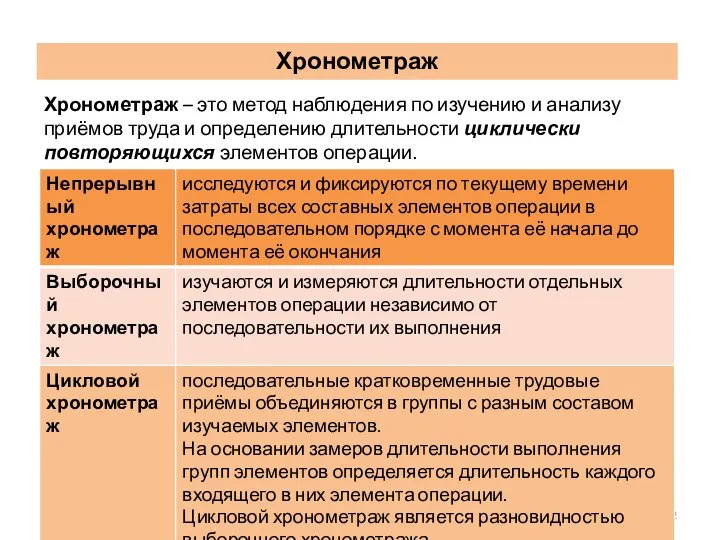
- 2. Хронометраж – это метод наблюдения по изучению и анализу приёмов труда и определению длительности циклически повторяющихся
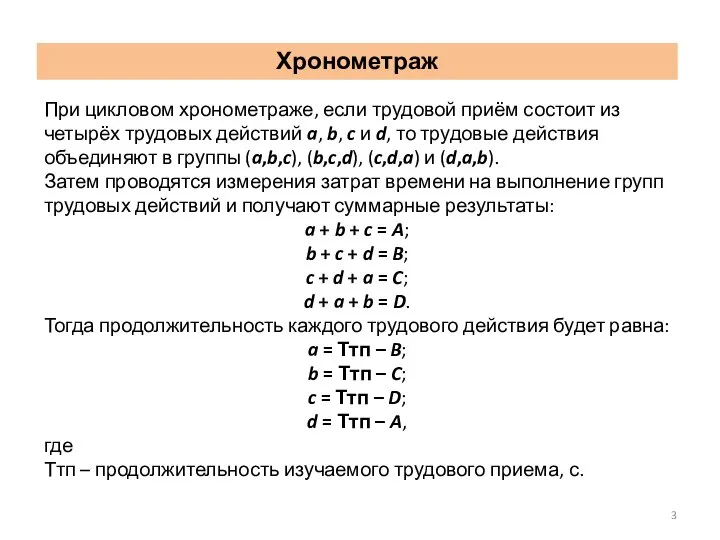
- 3. При цикловом хронометраже, если трудовой приём состоит из четырёх трудовых действий a, b, c и d,
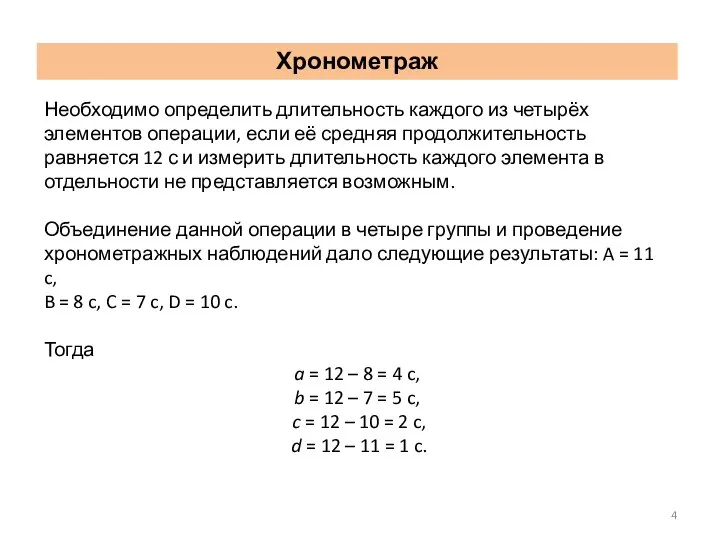
- 4. Необходимо определить длительность каждого из четырёх элементов операции, если её средняя продолжительность равняется 12 с и
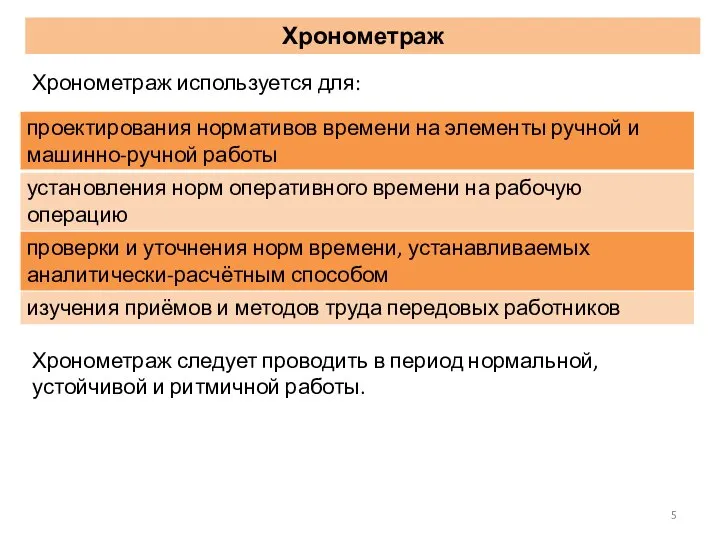
- 5. Хронометраж Хронометраж используется для: Хронометраж следует проводить в период нормальной, устойчивой и ритмичной работы.
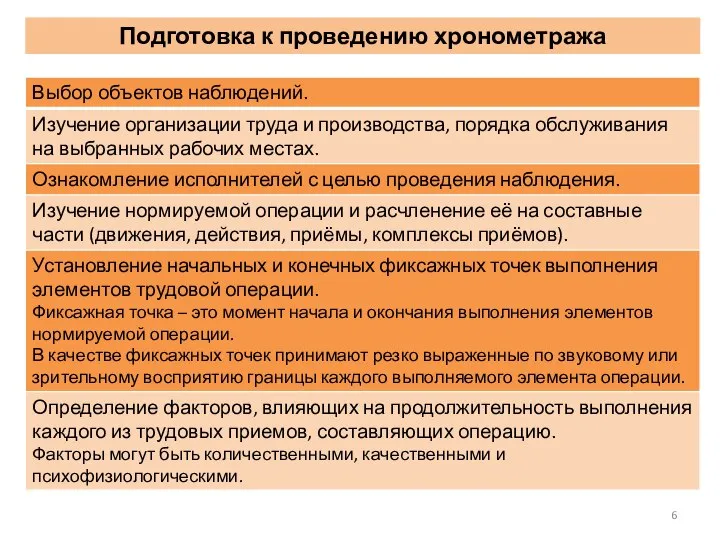
- 6. Подготовка к проведению хронометража
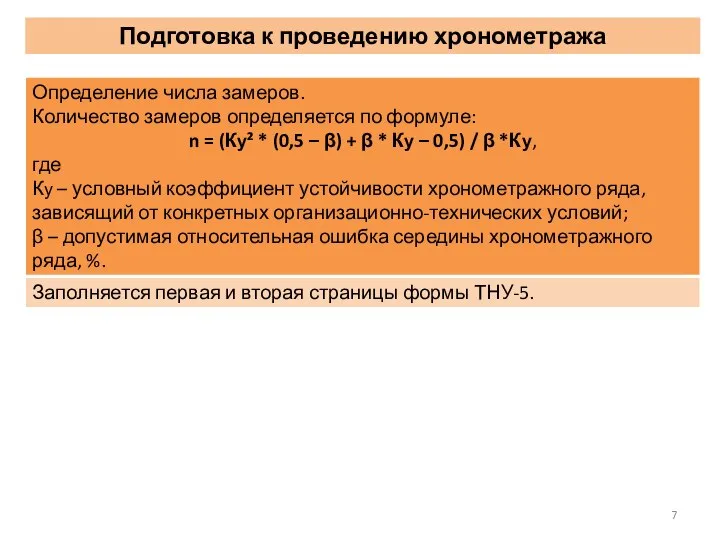
- 7. Подготовка к проведению хронометража
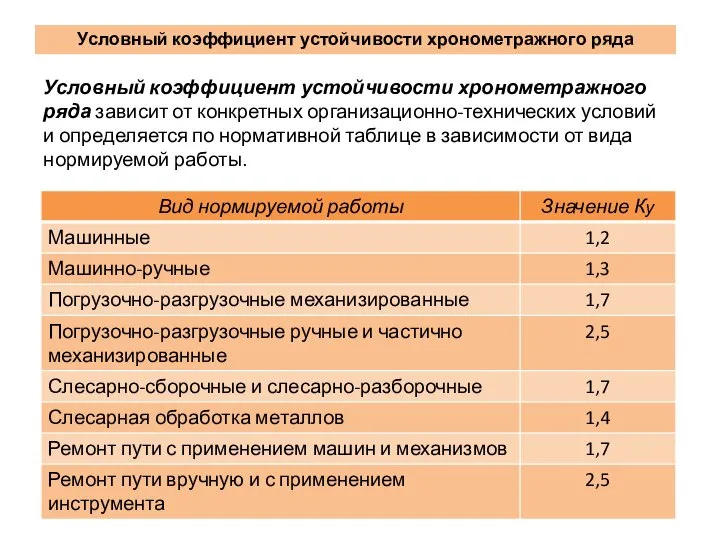
- 8. Условный коэффициент устойчивости хронометражного ряда зависит от конкретных организационно-технических условий и определяется по нормативной таблице в
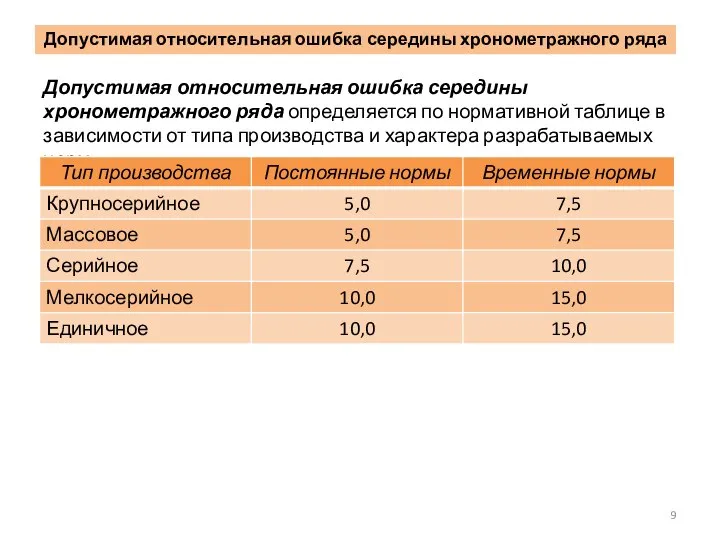
- 9. Допустимая относительная ошибка середины хронометражного ряда определяется по нормативной таблице в зависимости от типа производства и
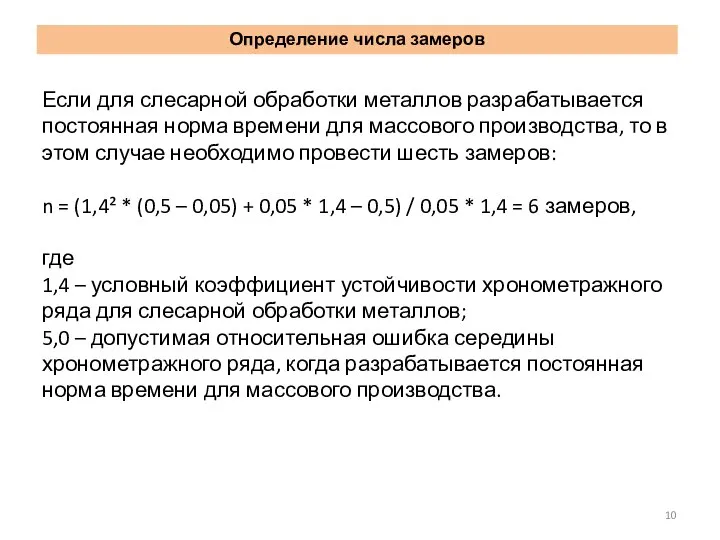
- 10. Если для слесарной обработки металлов разрабатывается постоянная норма времени для массового производства, то в этом случае
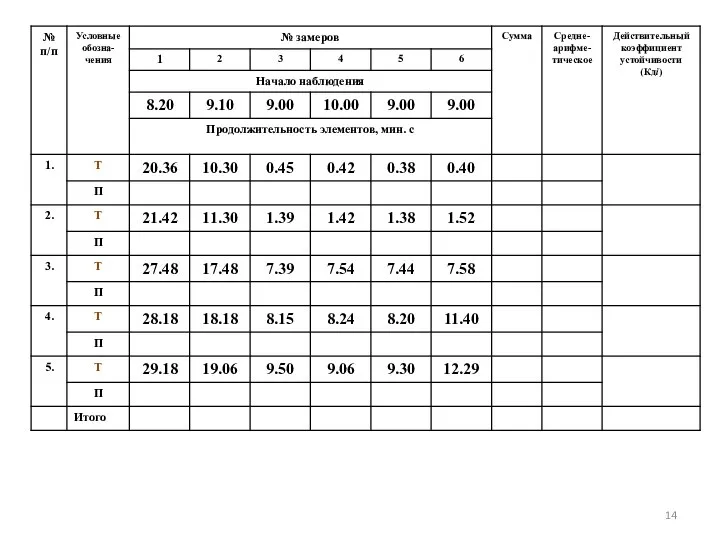
- 13. На третьей странице формы ТНУ-5 записывается текущее время окончания выполнения элемента операции по фиксажным точкам, которые
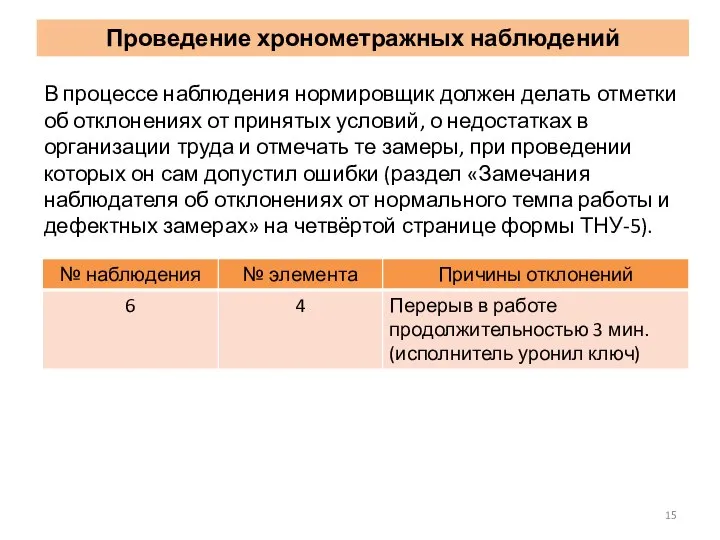
- 15. В процессе наблюдения нормировщик должен делать отметки об отклонениях от принятых условий, о недостатках в организации
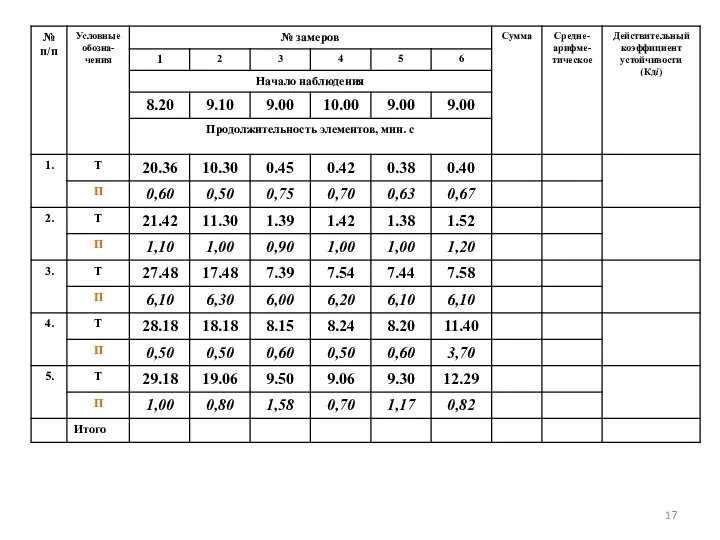
- 16. Определение абсолютных значений времени по каждому замеру. В результате вычислений образуются хронометражные ряды – совокупность замеров
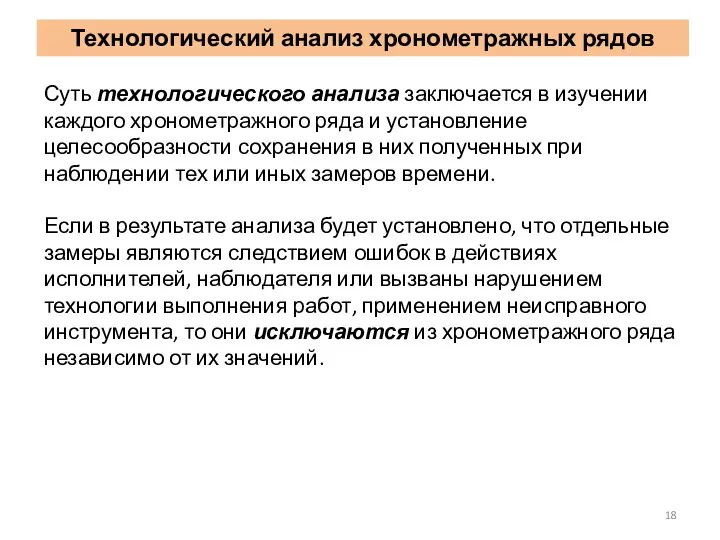
- 18. Суть технологического анализа заключается в изучении каждого хронометражного ряда и установление целесообразности сохранения в них полученных
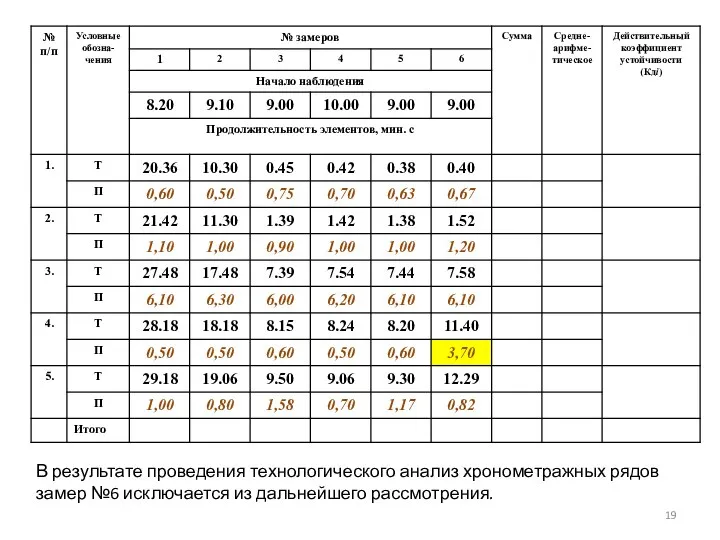
- 19. В результате проведения технологического анализ хронометражных рядов замер №6 исключается из дальнейшего рассмотрения.
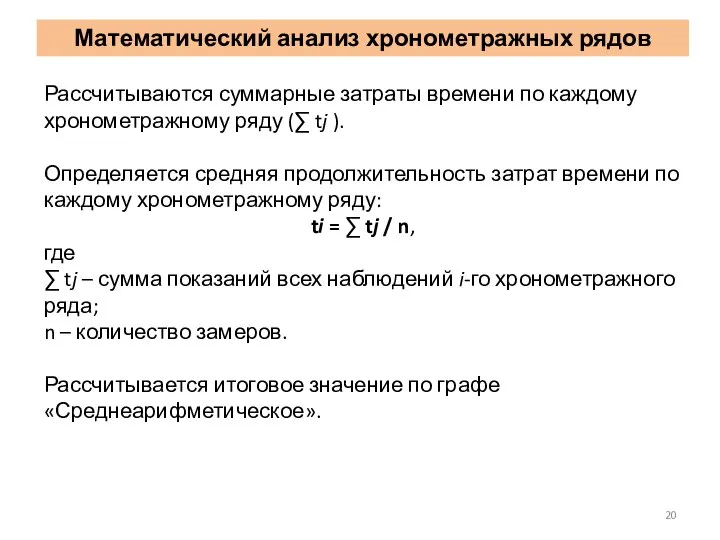
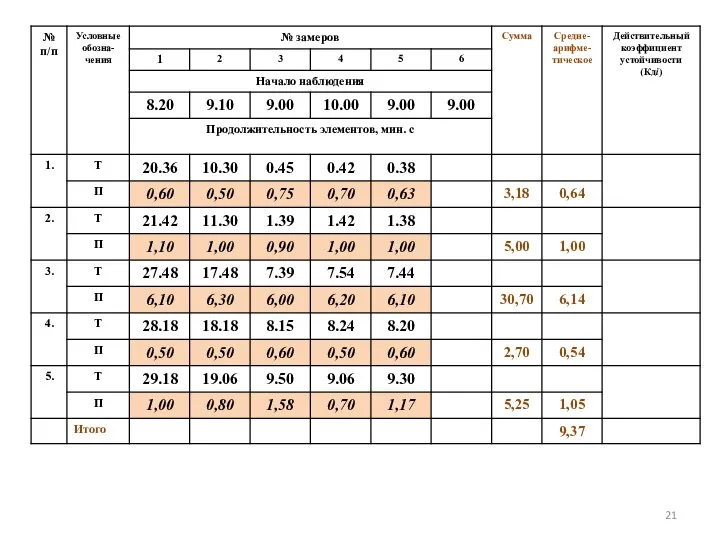
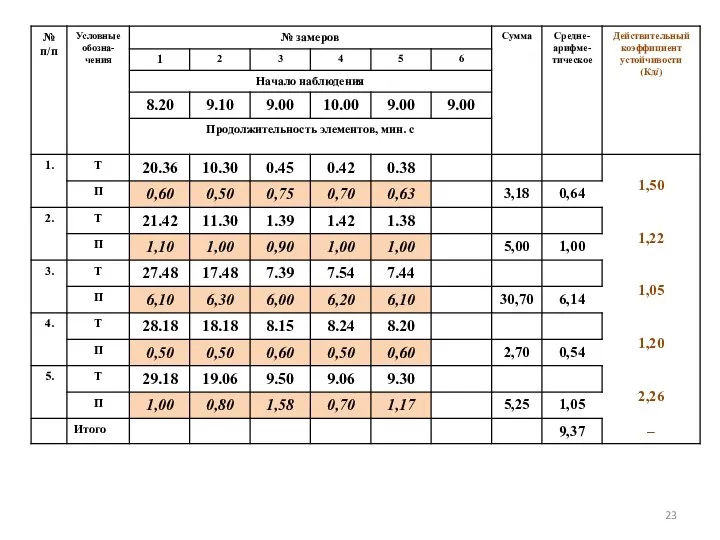
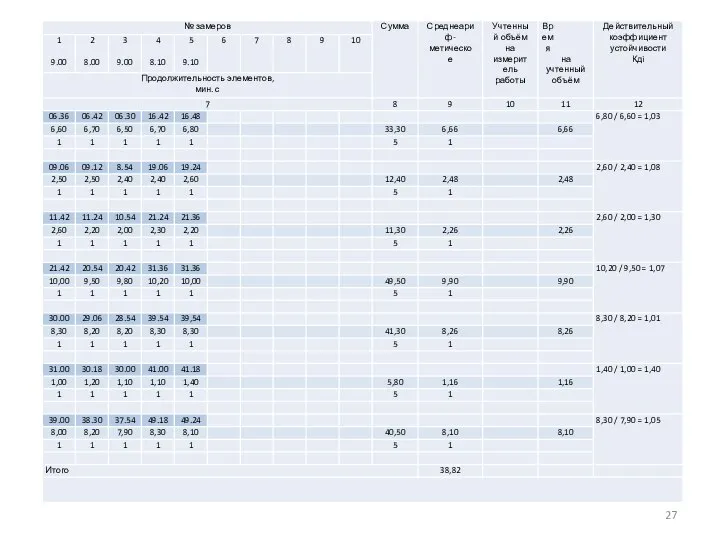
- 20. Рассчитываются суммарные затраты времени по каждому хронометражному ряду (∑ tj ). Определяется средняя продолжительность затрат времени
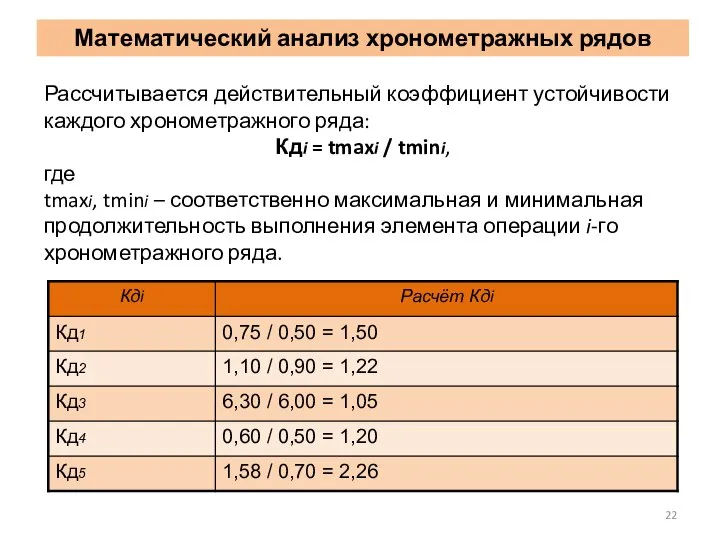
- 22. Рассчитывается действительный коэффициент устойчивости каждого хронометражного ряда: Кдi = tmaxi / tmini, где tmaxi, tmini –
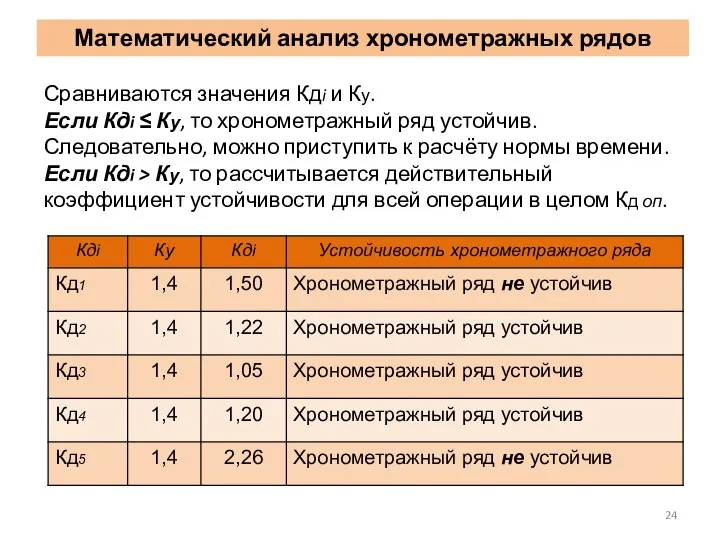
- 24. Сравниваются значения Кдi и Ку. Если Кдi ≤ Ку, то хронометражный ряд устойчив. Следовательно, можно приступить
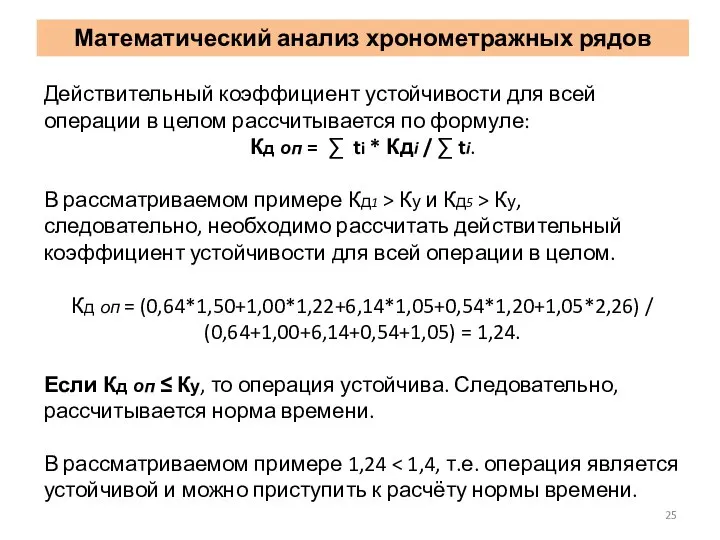
- 25. Действительный коэффициент устойчивости для всей операции в целом рассчитывается по формуле: Кд оп = ∑ ti
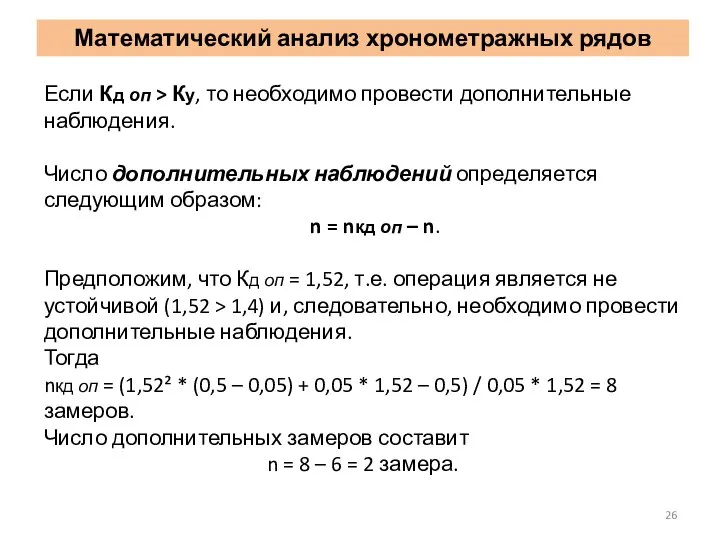
- 26. Если Кд оп > Ку, то необходимо провести дополнительные наблюдения. Число дополнительных наблюдений определяется следующим образом:
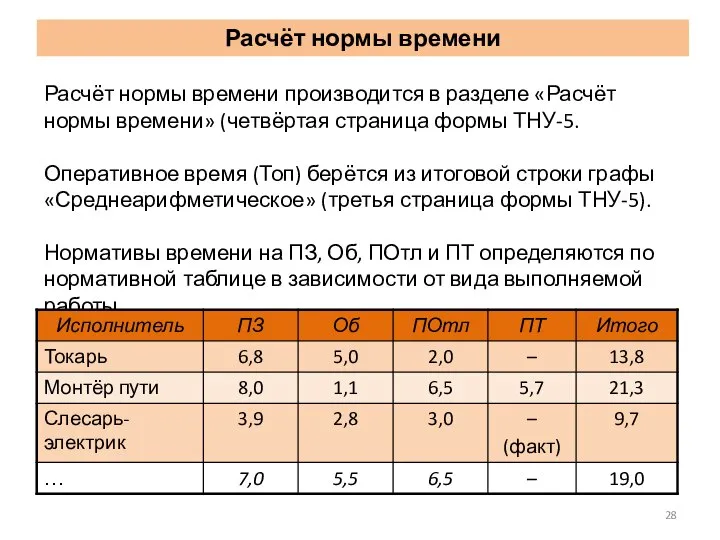
- 28. Расчёт нормы времени производится в разделе «Расчёт нормы времени» (четвёртая страница формы ТНУ-5. Оперативное время (Топ)
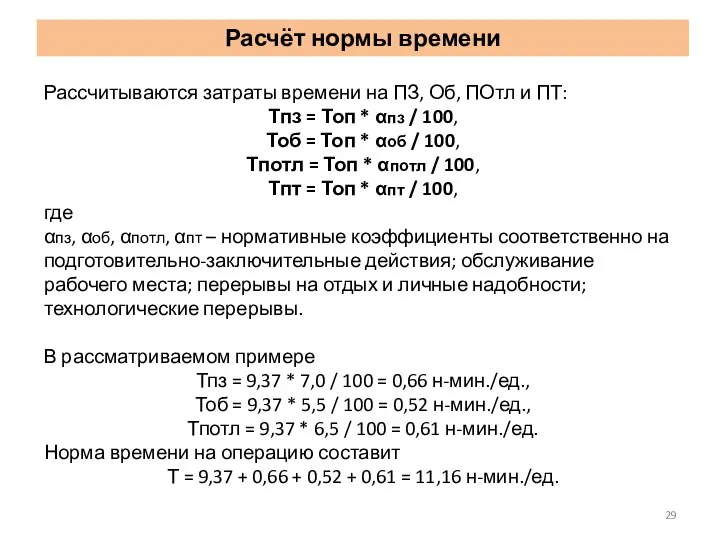
- 29. Рассчитываются затраты времени на ПЗ, Об, ПОтл и ПТ: Тпз = Топ * αпз / 100,
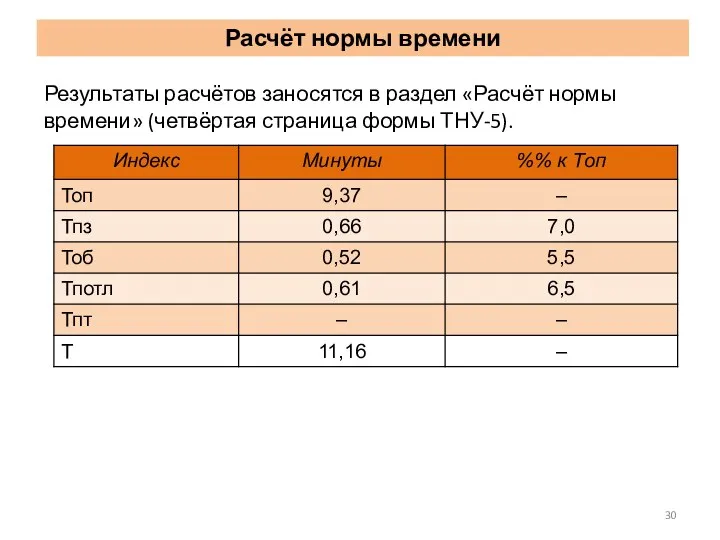
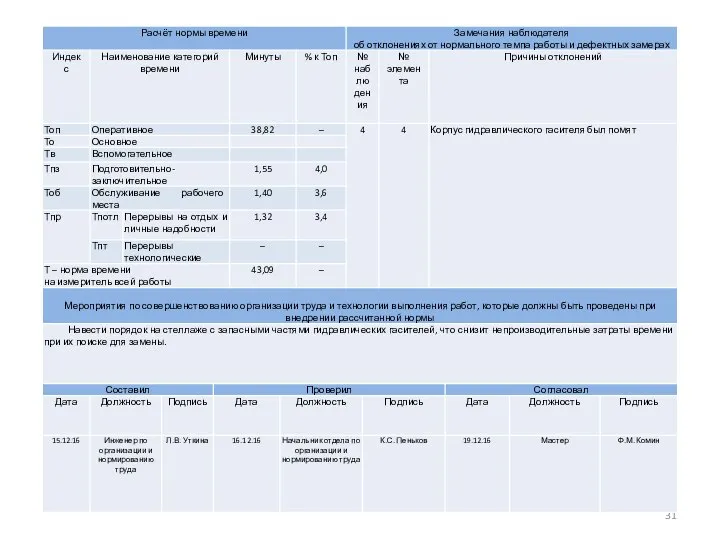
- 30. Результаты расчётов заносятся в раздел «Расчёт нормы времени» (четвёртая страница формы ТНУ-5). Расчёт нормы времени
- 32. Методические рекомендации по применению форм документации по нормированию труда на железнодорожном транспорте Методические рекомендации содержат формы
- 33. Спасибо за внимание
- 35. Скачать презентацию
Слайд 3При цикловом хронометраже, если трудовой приём состоит из четырёх трудовых действий a,
При цикловом хронометраже, если трудовой приём состоит из четырёх трудовых действий a,
Слайд 4Необходимо определить длительность каждого из четырёх элементов операции, если её средняя продолжительность
Необходимо определить длительность каждого из четырёх элементов операции, если её средняя продолжительность
Слайд 5Хронометраж
Хронометраж используется для:
Хронометраж следует проводить в период нормальной, устойчивой и ритмичной
Хронометраж
Хронометраж используется для:
Хронометраж следует проводить в период нормальной, устойчивой и ритмичной
Слайд 6Подготовка к проведению хронометража
Подготовка к проведению хронометража
Слайд 7Подготовка к проведению хронометража
Подготовка к проведению хронометража
Слайд 8Условный коэффициент устойчивости хронометражного ряда зависит от конкретных организационно-технических условий и определяется
Условный коэффициент устойчивости хронометражного ряда зависит от конкретных организационно-технических условий и определяется
Слайд 9Допустимая относительная ошибка середины хронометражного ряда определяется по нормативной таблице в зависимости
Допустимая относительная ошибка середины хронометражного ряда определяется по нормативной таблице в зависимости
Слайд 10Если для слесарной обработки металлов разрабатывается постоянная норма времени для массового производства,
Если для слесарной обработки металлов разрабатывается постоянная норма времени для массового производства,
Слайд 13На третьей странице формы ТНУ-5 записывается текущее время окончания выполнения элемента операции
На третьей странице формы ТНУ-5 записывается текущее время окончания выполнения элемента операции
Слайд 15В процессе наблюдения нормировщик должен делать отметки об отклонениях от принятых условий,
В процессе наблюдения нормировщик должен делать отметки об отклонениях от принятых условий,
Слайд 16Определение абсолютных значений времени по каждому замеру.
В результате вычислений образуются хронометражные
Определение абсолютных значений времени по каждому замеру.
В результате вычислений образуются хронометражные
Слайд 18Суть технологического анализа заключается в изучении каждого хронометражного ряда и установление целесообразности
Суть технологического анализа заключается в изучении каждого хронометражного ряда и установление целесообразности
Слайд 19В результате проведения технологического анализ хронометражных рядов замер №6 исключается из дальнейшего
В результате проведения технологического анализ хронометражных рядов замер №6 исключается из дальнейшего
Слайд 20Рассчитываются суммарные затраты времени по каждому хронометражному ряду (∑ tj ).
Определяется средняя
Рассчитываются суммарные затраты времени по каждому хронометражному ряду (∑ tj ).
Определяется средняя
Слайд 22Рассчитывается действительный коэффициент устойчивости каждого хронометражного ряда:
Кдi = tmaxi / tmini,
где
tmaxi,
Рассчитывается действительный коэффициент устойчивости каждого хронометражного ряда:
Кдi = tmaxi / tmini,
где
tmaxi,
Слайд 24Сравниваются значения Кдi и Ку.
Если Кдi ≤ Ку, то хронометражный ряд устойчив.
Сравниваются значения Кдi и Ку.
Если Кдi ≤ Ку, то хронометражный ряд устойчив.
Слайд 25Действительный коэффициент устойчивости для всей операции в целом рассчитывается по формуле:
Кд оп
Действительный коэффициент устойчивости для всей операции в целом рассчитывается по формуле:
Кд оп
Слайд 26Если Кд оп > Ку, то необходимо провести дополнительные наблюдения.
Число дополнительных наблюдений
Если Кд оп > Ку, то необходимо провести дополнительные наблюдения.
Число дополнительных наблюдений
Слайд 28Расчёт нормы времени производится в разделе «Расчёт нормы времени» (четвёртая страница формы
Расчёт нормы времени производится в разделе «Расчёт нормы времени» (четвёртая страница формы
Слайд 29Рассчитываются затраты времени на ПЗ, Об, ПОтл и ПТ:
Тпз = Топ *
Рассчитываются затраты времени на ПЗ, Об, ПОтл и ПТ:
Тпз = Топ *
Слайд 30Результаты расчётов заносятся в раздел «Расчёт нормы времени» (четвёртая страница формы ТНУ-5).
Результаты расчётов заносятся в раздел «Расчёт нормы времени» (четвёртая страница формы ТНУ-5).
Слайд 32Методические рекомендации по применению форм документации по нормированию труда на
железнодорожном транспорте
Методические
Методические рекомендации по применению форм документации по нормированию труда на
железнодорожном транспорте
Методические
Слайд 33Спасибо за внимание
Спасибо за внимание
 Презентация на тему Культура России 16 века
Презентация на тему Культура России 16 века Стратегический_анализ_ПАО__Магнит__от_4_октября
Стратегический_анализ_ПАО__Магнит__от_4_октября Эмоции и воля. Процессы психической регуляции
Эмоции и воля. Процессы психической регуляции Причины неуспеваемости по отношению к школьнику
Причины неуспеваемости по отношению к школьнику История волейбола во всем мире
История волейбола во всем мире Image Quality, digital tehnology
Image Quality, digital tehnology Презентация на тему Past Simple Tense
Презентация на тему Past Simple Tense Ф.И. Тютчев. "Весенняя гроза" 3 класс
Ф.И. Тютчев. "Весенняя гроза" 3 класс Творческое наследие М.Лермонтова как художника
Творческое наследие М.Лермонтова как художника Детское музыкальное творчество
Детское музыкальное творчество Конференция работников образования лицея №1580 (при МГТУ имени Н.Э. Баумана)
Конференция работников образования лицея №1580 (при МГТУ имени Н.Э. Баумана) Линейка ИБП DELPHYS MaXi power
Линейка ИБП DELPHYS MaXi power Автомобили первой помощи
Автомобили первой помощи THE ECONOMICS OF LABOR MARKETS
THE ECONOMICS OF LABOR MARKETS Раздевалка корпус 11
Раздевалка корпус 11 НДС (налог на добавленную стоимость)
НДС (налог на добавленную стоимость) Реклама на квитанциях
Реклама на квитанциях 1920-1930. Золотые двадцатые
1920-1930. Золотые двадцатые Государственная политика в сфере образования РФ
Государственная политика в сфере образования РФ Наука. Основные особенности научного мышления. Естественные и социально-гуманитарные науки
Наука. Основные особенности научного мышления. Естественные и социально-гуманитарные науки Мир глазами географа
Мир глазами географа Народное искусство и нематериальное культурное наследие народов России
Народное искусство и нематериальное культурное наследие народов России Инновационный проект
Инновационный проект Команда Meta-human
Команда Meta-human Фитнес для людей с ограниченными возможностями
Фитнес для людей с ограниченными возможностями MPVF. Шаблон для презентации
MPVF. Шаблон для презентации Общие положения криминалистической техники
Общие положения криминалистической техники Понятие об идеале. Идеал человека в религиозном мире
Понятие об идеале. Идеал человека в религиозном мире