- Проверка выполненного монтажа

Содержание
- 2. Правильно выполненный монтаж должен обеспечить соединение всех приборов и средств автоматизации в работоспособные системы контроля, регулирования
- 3. Монтаж приборов и средств автоматизации состоит из трех стадий: 1. Прокладка кабельных и трубных командных линий
- 4. Соответственно на три стадии разбивается и совмещенная с монтажом проверка монтажных работ. По всем смонтированным узлам
- 5. На каждой стадии осмотром выполненного монтажа устанавливают наличие проектных маркировок кабельных и трубных линий, а также
- 6. Правильность соединения элементов системы автоматизации проверяют двумя методами.
- 7. Первый метод. Непосредственно прослеживают электрические и трубные линии, определяя правильность коммутации элементов системы и их взаимное
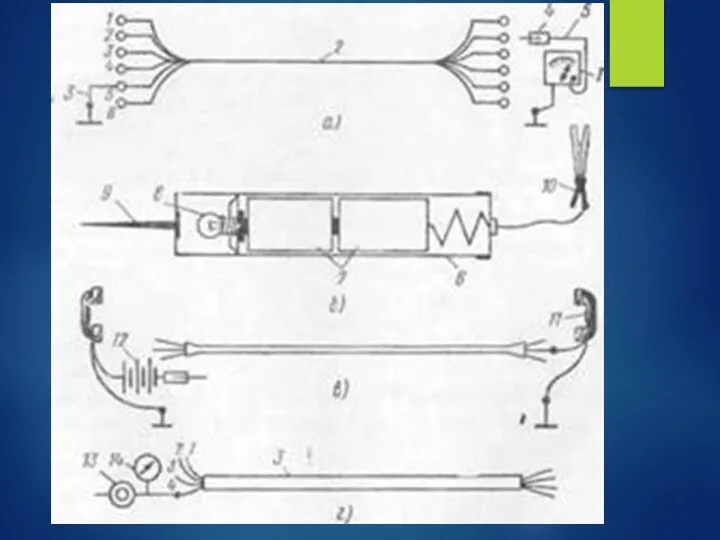
- 8. Второй метод основан на прозвонке (продувке) электрических цепей и трубных линий. Прозвонка электрических цепей предусматривает образование
- 10. По окончании прозвонки наладчики проверяют соответствие выполненного монтажа внешних цепей схемам внутренних соединений подключенной аппаратуры. Все
- 11. Для повышения качества монтажа и ускорения его проверки в состав бригады заказчика, принимающей проверку сопротивления изоляции
- 12. Во время проверки монтажа и выполнения последующих этапов наладочных работ звено монтажников вливается в состав наладочной
- 13. Последовательность и сроки выполнения отдельных этапов монтажных и наладочных работ определяются совмещенным графиком проведения монтажно-наладочных работ,
- 14. Результаты проверки выполненного монтажа, перечень обнаруженных ошибок и некачественно выполненных монтажных работ заносят в журнал замечаний
- 15. При подготовке замечаний и предложений по изменению схем и проектных решений наладчики дорабатывают конструкции узлов обвязки
- 16. При особой стесненности помещений, затрудненном доступе к оборудованию или других специфических условиях оказывается затруднительным выполнить все
- 18. Скачать презентацию
Слайд 2Правильно выполненный монтаж должен обеспечить соединение всех приборов и средств автоматизации в
Правильно выполненный монтаж должен обеспечить соединение всех приборов и средств автоматизации в
Слайд 3Монтаж приборов и средств автоматизации состоит из трех стадий:
1. Прокладка кабельных
Монтаж приборов и средств автоматизации состоит из трех стадий: 1. Прокладка кабельных
Слайд 4Соответственно на три стадии разбивается и совмещенная с монтажом проверка монтажных работ.
Соответственно на три стадии разбивается и совмещенная с монтажом проверка монтажных работ.
Слайд 5На каждой стадии осмотром выполненного монтажа устанавливают наличие проектных маркировок кабельных и
На каждой стадии осмотром выполненного монтажа устанавливают наличие проектных маркировок кабельных и
Слайд 6Правильность соединения элементов системы автоматизации проверяют двумя методами.
Правильность соединения элементов системы автоматизации проверяют двумя методами.
Слайд 7Первый метод. Непосредственно прослеживают электрические и трубные линии, определяя правильность коммутации элементов
Первый метод. Непосредственно прослеживают электрические и трубные линии, определяя правильность коммутации элементов
Слайд 8Второй метод основан на прозвонке (продувке) электрических цепей и трубных линий. Прозвонка
Второй метод основан на прозвонке (продувке) электрических цепей и трубных линий. Прозвонка
Слайд 10По окончании прозвонки наладчики проверяют соответствие выполненного монтажа внешних цепей схемам внутренних
По окончании прозвонки наладчики проверяют соответствие выполненного монтажа внешних цепей схемам внутренних
Слайд 11Для повышения качества монтажа и ускорения его проверки в состав бригады заказчика,
Для повышения качества монтажа и ускорения его проверки в состав бригады заказчика,
Слайд 12Во время проверки монтажа и выполнения последующих этапов наладочных работ звено монтажников
Во время проверки монтажа и выполнения последующих этапов наладочных работ звено монтажников
Слайд 13Последовательность и сроки выполнения отдельных этапов монтажных и наладочных работ определяются совмещенным
Последовательность и сроки выполнения отдельных этапов монтажных и наладочных работ определяются совмещенным
Слайд 14Результаты проверки выполненного монтажа, перечень обнаруженных ошибок и некачественно выполненных монтажных работ
Результаты проверки выполненного монтажа, перечень обнаруженных ошибок и некачественно выполненных монтажных работ
Слайд 15При подготовке замечаний и предложений по изменению схем и проектных решений наладчики
При подготовке замечаний и предложений по изменению схем и проектных решений наладчики
Слайд 16При особой стесненности помещений, затрудненном доступе к оборудованию или других специфических условиях
При особой стесненности помещений, затрудненном доступе к оборудованию или других специфических условиях
 Теория юридического лица- теория коллектива
Теория юридического лица- теория коллектива Основные стратегии и приемы запоминания учебного материала
Основные стратегии и приемы запоминания учебного материала Виды бумаги
Виды бумаги Построение чертежа конической юбки
Построение чертежа конической юбки Alien abductor 04 Numbers and numerals
Alien abductor 04 Numbers and numerals «Откроем древний фолиант»
«Откроем древний фолиант» Животные в английских пословицах и их русскийэквивалент
Животные в английских пословицах и их русскийэквивалент День птиц
День птиц Баскетбол
Баскетбол Шаблон презентации КнАГУ
Шаблон презентации КнАГУ Профилактика асоциальных явлений в студенческой среде
Профилактика асоциальных явлений в студенческой среде Политика и государство
Политика и государство АППЛИКАЦИЯ В ДЕТСКОМ САДУ
АППЛИКАЦИЯ В ДЕТСКОМ САДУ Столыпин Пётр Аркадьевич – великий русский реформатор
Столыпин Пётр Аркадьевич – великий русский реформатор Выражение будущего времени в разговорной форме английского языка
Выражение будущего времени в разговорной форме английского языка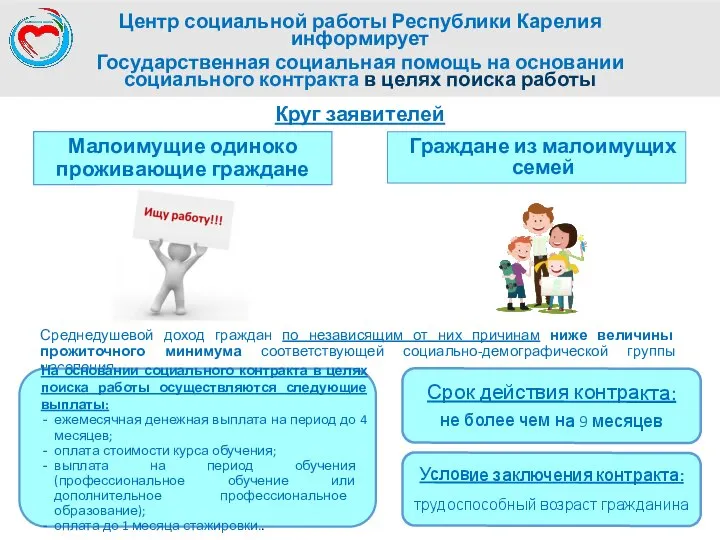 Государственная социальная помощь на основании социального контракта в целях поиска работы, Республика Карелия
Государственная социальная помощь на основании социального контракта в целях поиска работы, Республика Карелия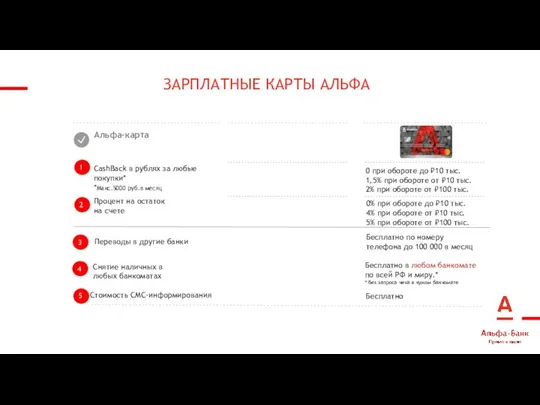 Зарплатные карты Альфа
Зарплатные карты Альфа Организация распространения изданий в ИД «АЛТАПРЕСС»
Организация распространения изданий в ИД «АЛТАПРЕСС» Содержание в работоспособном состоянии систем теплового контроля железнодорожного состава на ходу поезда (СТК) (КТСМ)
Содержание в работоспособном состоянии систем теплового контроля железнодорожного состава на ходу поезда (СТК) (КТСМ) Курс обучения
Курс обучения Посткризисные изменения в продуктовой линейке. Плюсы и опасности открытой архитектуры
Посткризисные изменения в продуктовой линейке. Плюсы и опасности открытой архитектуры Авторское и смежное право
Авторское и смежное право СОТРУДНИЧЕСТВО СЕВЕРНЫХ СТРАН И СЕВЕРО-ЗАПАДА РОССИИ В ОБЛАСТИ КУЛЬТУРЫJean-Yves GallardoСтарший советникСовет Министров Северных стр
СОТРУДНИЧЕСТВО СЕВЕРНЫХ СТРАН И СЕВЕРО-ЗАПАДА РОССИИ В ОБЛАСТИ КУЛЬТУРЫJean-Yves GallardoСтарший советникСовет Министров Северных стр Программная системаЭКОНОМИКА:ПРОГНОЗ
Программная системаЭКОНОМИКА:ПРОГНОЗ Околополярные созвездия: Большая Медведица, Малая Медведица, Гончие Псы, Рысь, Дракон, Жираф Тренировочный слайд-фильм для астроно
Околополярные созвездия: Большая Медведица, Малая Медведица, Гончие Псы, Рысь, Дракон, Жираф Тренировочный слайд-фильм для астроно Формирование и анализ бухгалтерской отчетности страховой организации
Формирование и анализ бухгалтерской отчетности страховой организации Реставрация книг
Реставрация книг Интерактивный кроссворд Права ребенка – твои права!
Интерактивный кроссворд Права ребенка – твои права!