- Сборка неподвижных неразъемных соединений. Лужение

Содержание
- 2. Сборка неподвижных неразъемных соединений лужение, сборка соединений пайкой, сборка соединений склеиванием, сборка заклепочных соединений, вальцевание, подготовка
- 3. Сборка неподвижных неразъемных соединений.. Лужение Лужение – процесс нанесения тонного слоя олова или его сплава на
- 4. Сборка неподвижных неразъемных соединений. Лужение Цель лужения – защита деталей от коррозии и окисления подготовка поверхностей
- 5. Сборка неподвижных неразъемных соединений. Лужение Материалы для лужения Олово и сплавы. При лужении используется олово марки
- 6. Сборка неподвижных неразъемных соединений. Лужение Существуют две технологии лужения металлов: горячее и гальваническое. Горячие технологии Горячее
- 7. Сборка неподвижных неразъемных соединений. Лужение Недостатки технологии: неравномерно распределяемое олово по поверхности изделий; особенно это касается
- 8. Сборка неподвижных неразъемных соединений. Лужение
- 9. Сборка неподвижных неразъемных соединений. Лужение Гальваническая технология Гальваническая технология выполняется двумя способами: в щелочных электролитах кислых
- 10. Сборка неподвижных неразъемных соединений. Лужение Изделия со сложными формами обычно облуживают с помощью щелочных электролитов, потому
- 11. Сборка неподвижных неразъемных соединений. Лужение Преимущества способа: технология гарантирует прочное сцепление наносимого сплава с металлической поверхностью;
- 12. Сборка неподвижных неразъемных соединений. Лужение Недостатки технологии способ сложный и дорогой требуется высокая квалификация работника требуются
- 13. Сборка неподвижных неразъемных соединений. Лужение
- 14. Сборка неподвижных неразъемных соединений. Лужение Правила безопасности при лужении: выполнять работы в брезентовых рукавицах; выполнять работы
- 15. Сборка неподвижных неразъемных соединений. Лужение при работе с паяльной лампой запрещается: разжигать лампу внутри помещения разжигать
- 16. Сборка неподвижных неразъемных соединений. Лужение тщательно мыть руки после окончания работы Не вдыхать пары нашатыря и
- 17. Сборка неподвижных неразъемных соединений. Лужение Подготовка поверхности к лужению Чем чище будет поверхность металла, тем прочнее
- 18. Сборка неподвижных неразъемных соединений. Лужение Шлифовать металла шкурками и дисками. Этот этап является доработкой изделия, то
- 19. Сборка неподвижных неразъемных соединений. Лужение Травление. Для изделий из железа, меди, латуни. Травление происходит подогретым 20-30
- 20. Сборка неподвижных неразъемных соединений. Лужение После подготовки на поверхность наносят слой полуды: при лужении растиранием: (используется
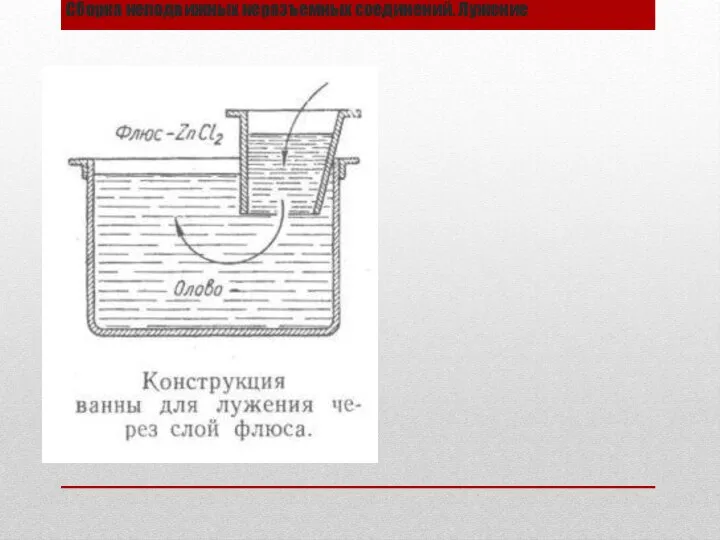
- 21. Сборка неподвижных неразъемных соединений. Лужение при лужении погружением в лудильные ванны Подготовить ванну с раствором хлорида
- 22. Сборка неподвижных неразъемных соединений. Лужение Извлечь и проверить визуально распределение полуды по поверхности заготовки – равномерность
- 23. Сборка неподвижных неразъемных соединений. Лужение при гальваническом лужении В принципе, обе технологии лужения (со щелочными и
- 24. Сборка неподвижных неразъемных соединений. Лужение В состав кислотных растворов входит: сернокислое олово, серная кислота, вещества кипиллярно-активного
- 25. Сборка неподвижных неразъемных соединений. Лужение Состав щелочных растворов для лужения не определяется одной рецептурой, но основными
- 26. Сборка неподвижных неразъемных соединений. Лужение Основные дефекты лужения: матовые пятна из-за неравномерного травления деталей перед покрытием;
- 28. Скачать презентацию
Слайд 2Сборка неподвижных неразъемных соединений
лужение,
сборка соединений пайкой,
сборка соединений склеиванием,
сборка заклепочных соединений,
вальцевание,
подготовка деталей соединений
Сборка неподвижных неразъемных соединений
лужение,
сборка соединений пайкой,
сборка соединений склеиванием,
сборка заклепочных соединений,
вальцевание,
подготовка деталей соединений
Слайд 3Сборка неподвижных неразъемных соединений.. Лужение
Лужение – процесс нанесения тонного слоя олова или
Сборка неподвижных неразъемных соединений.. Лужение
Лужение – процесс нанесения тонного слоя олова или
Слайд 4Сборка неподвижных неразъемных соединений. Лужение
Цель лужения –
защита деталей от коррозии и
Сборка неподвижных неразъемных соединений. Лужение
Цель лужения –
защита деталей от коррозии и
Слайд 5Сборка неподвижных неразъемных соединений. Лужение
Материалы для лужения
Олово и сплавы. При лужении используется
Сборка неподвижных неразъемных соединений. Лужение
Материалы для лужения
Олово и сплавы. При лужении используется
Слайд 6Сборка неподвижных неразъемных соединений. Лужение
Существуют две технологии лужения металлов: горячее и гальваническое.
Горячие
Сборка неподвижных неразъемных соединений. Лужение
Существуют две технологии лужения металлов: горячее и гальваническое.
Горячие
Слайд 7Сборка неподвижных неразъемных соединений. Лужение
Недостатки технологии:
неравномерно распределяемое олово по поверхности изделий; особенно
Сборка неподвижных неразъемных соединений. Лужение
Недостатки технологии:
неравномерно распределяемое олово по поверхности изделий; особенно
Слайд 8Сборка неподвижных неразъемных соединений. Лужение
Сборка неподвижных неразъемных соединений. Лужение
Слайд 9Сборка неподвижных неразъемных соединений. Лужение
Гальваническая технология
Гальваническая технология выполняется двумя способами:
в щелочных электролитах
кислых
Сборка неподвижных неразъемных соединений. Лужение
Гальваническая технология
Гальваническая технология выполняется двумя способами:
в щелочных электролитах
кислых
Слайд 10Сборка неподвижных неразъемных соединений. Лужение
Изделия со сложными формами обычно облуживают с помощью
Сборка неподвижных неразъемных соединений. Лужение
Изделия со сложными формами обычно облуживают с помощью
Слайд 11Сборка неподвижных неразъемных соединений. Лужение
Преимущества способа:
технология гарантирует прочное сцепление наносимого сплава с
Сборка неподвижных неразъемных соединений. Лужение
Преимущества способа:
технология гарантирует прочное сцепление наносимого сплава с
Слайд 12Сборка неподвижных неразъемных соединений. Лужение
Недостатки технологии
способ сложный и дорогой
требуется высокая квалификация работника
требуются
Сборка неподвижных неразъемных соединений. Лужение
Недостатки технологии
способ сложный и дорогой
требуется высокая квалификация работника
требуются
Слайд 13Сборка неподвижных неразъемных соединений. Лужение
Сборка неподвижных неразъемных соединений. Лужение
Слайд 14Сборка неподвижных неразъемных соединений. Лужение
Правила безопасности при лужении:
выполнять работы в брезентовых рукавицах;
выполнять
Сборка неподвижных неразъемных соединений. Лужение
Правила безопасности при лужении:
выполнять работы в брезентовых рукавицах;
выполнять
Слайд 15Сборка неподвижных неразъемных соединений. Лужение
при работе с паяльной лампой запрещается:
разжигать лампу внутри
Сборка неподвижных неразъемных соединений. Лужение
при работе с паяльной лампой запрещается:
разжигать лампу внутри
Слайд 16Сборка неподвижных неразъемных соединений. Лужение
тщательно мыть руки после окончания работы
Не вдыхать пары
Сборка неподвижных неразъемных соединений. Лужение
тщательно мыть руки после окончания работы
Не вдыхать пары
Слайд 17Сборка неподвижных неразъемных соединений. Лужение
Подготовка поверхности к лужению
Чем чище будет поверхность металла,
Сборка неподвижных неразъемных соединений. Лужение
Подготовка поверхности к лужению
Чем чище будет поверхность металла,
Слайд 18Сборка неподвижных неразъемных соединений. Лужение
Шлифовать металла шкурками и дисками. Этот этап является
Сборка неподвижных неразъемных соединений. Лужение
Шлифовать металла шкурками и дисками. Этот этап является
Слайд 19Сборка неподвижных неразъемных соединений. Лужение
Травление. Для изделий из железа, меди, латуни. Травление
Сборка неподвижных неразъемных соединений. Лужение
Травление. Для изделий из железа, меди, латуни. Травление
Слайд 20Сборка неподвижных неразъемных соединений. Лужение
После подготовки на поверхность наносят слой полуды:
при лужении
Сборка неподвижных неразъемных соединений. Лужение
После подготовки на поверхность наносят слой полуды:
при лужении
Слайд 21Сборка неподвижных неразъемных соединений. Лужение
при лужении погружением в лудильные ванны
Подготовить ванну с
Сборка неподвижных неразъемных соединений. Лужение
при лужении погружением в лудильные ванны
Подготовить ванну с
Слайд 22Сборка неподвижных неразъемных соединений. Лужение
Извлечь и проверить визуально распределение полуды по поверхности
Сборка неподвижных неразъемных соединений. Лужение
Извлечь и проверить визуально распределение полуды по поверхности
Слайд 23Сборка неподвижных неразъемных соединений. Лужение
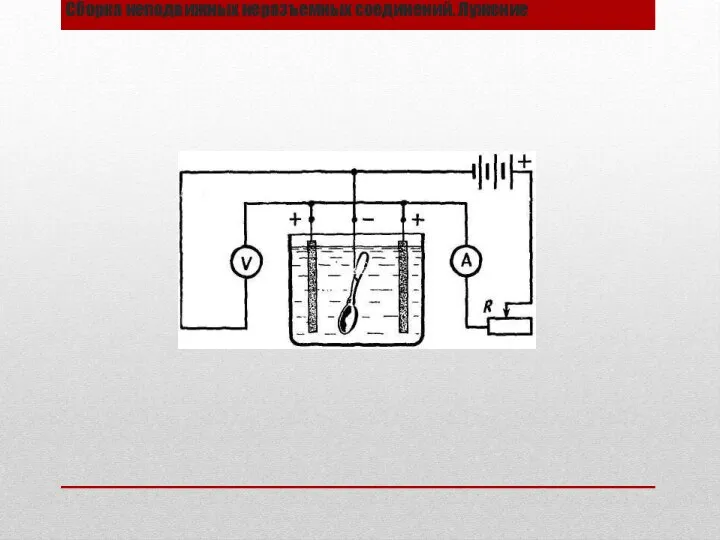
при гальваническом лужении
В принципе, обе технологии лужения (со
Сборка неподвижных неразъемных соединений. Лужение
при гальваническом лужении
В принципе, обе технологии лужения (со
Слайд 24Сборка неподвижных неразъемных соединений. Лужение
В состав кислотных растворов входит:
сернокислое олово,
серная кислота,
вещества
Сборка неподвижных неразъемных соединений. Лужение
В состав кислотных растворов входит:
сернокислое олово,
серная кислота,
вещества
Слайд 25Сборка неподвижных неразъемных соединений. Лужение
Состав щелочных растворов для лужения не определяется одной
Сборка неподвижных неразъемных соединений. Лужение
Состав щелочных растворов для лужения не определяется одной
Слайд 26Сборка неподвижных неразъемных соединений. Лужение
Основные дефекты лужения:
матовые пятна из-за неравномерного травления деталей
Сборка неподвижных неразъемных соединений. Лужение
Основные дефекты лужения:
матовые пятна из-за неравномерного травления деталей
 О вреде курения для детей
О вреде курения для детей Казанский государственный институт культуры
Казанский государственный институт культуры Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ
Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ Важные советы для ведения переговоров
Важные советы для ведения переговоров Таиланд
Таиланд Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries
Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries Организация деятельности отделения психологического обеспечения
Организация деятельности отделения психологического обеспечения Education in Great Britain
Education in Great Britain  Бюджет для граждан 2021 год
Бюджет для граждан 2021 год Готика (готический стиль). Конец 12 - 14 век
Готика (готический стиль). Конец 12 - 14 век Жесткий диск
Жесткий диск Юридические коллизии: понятие и способы их разрешения
Юридические коллизии: понятие и способы их разрешения Гипертония
Гипертония  Фенотипическая или модификационная изменчивость
Фенотипическая или модификационная изменчивость Архитектура первой половины XIX века
Архитектура первой половины XIX века искусство высокого возрождения
искусство высокого возрождения Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины
Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины 23 февраля – День Защитника Отечества
23 февраля – День Защитника Отечества Дороги, которые мы выбираем
Дороги, которые мы выбираем Шоколад-польза или вред?
Шоколад-польза или вред? Из истории вышивки
Из истории вышивки Презентация Нагрузки и воздействия
Презентация Нагрузки и воздействия A Day to Remember. The Past Simple Tense
A Day to Remember. The Past Simple Tense «Пословицы и поговорки на современный лад»
«Пословицы и поговорки на современный лад» Программно-аппаратный комплекс для построения среды электронного документооборота
Программно-аппаратный комплекс для построения среды электронного документооборота Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством
Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством Моделирование и конструирование
Моделирование и конструирование Бухгалтерский умный модуль
Бухгалтерский умный модуль