- Шиповое соединение

Содержание
- 2. СОДЕРЖАНИЕ: Пиление древесины вдоль волокон Заточка деревообрабатывающих инструментов Точение конических и фасонных деталей Основные виды столярных
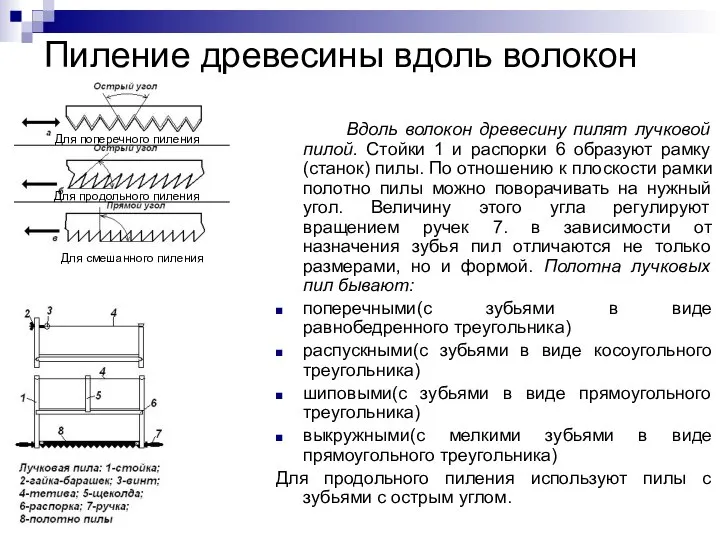
- 3. Пиление древесины вдоль волокон Вдоль волокон древесину пилят лучковой пилой. Стойки 1 и распорки 6 образуют
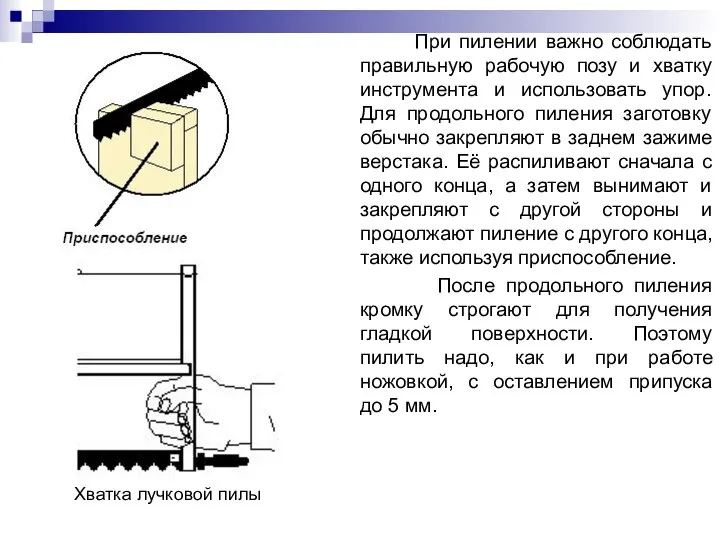
- 4. При пилении важно соблюдать правильную рабочую позу и хватку инструмента и использовать упор. Для продольного пиления
- 5. Заточка деревообрабатывающих инструментов В процессе работы режущая кромка инструмента затупляется. В результате качество обрабатываемой поверхности снижается.
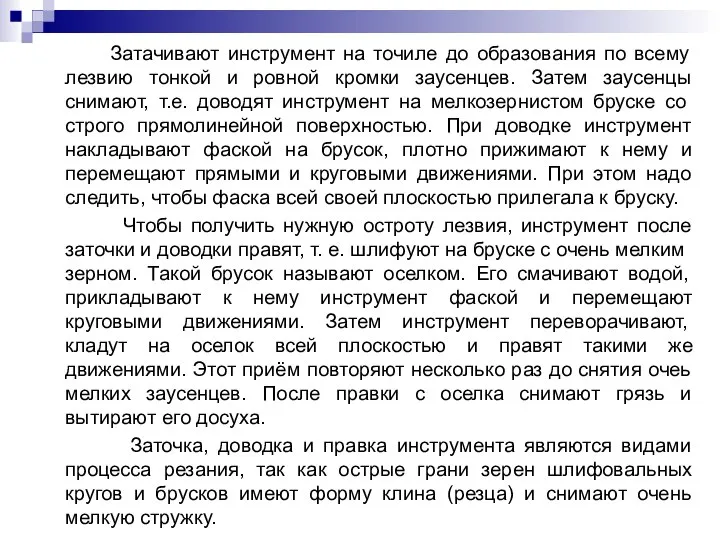
- 6. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев. Затем заусенцы
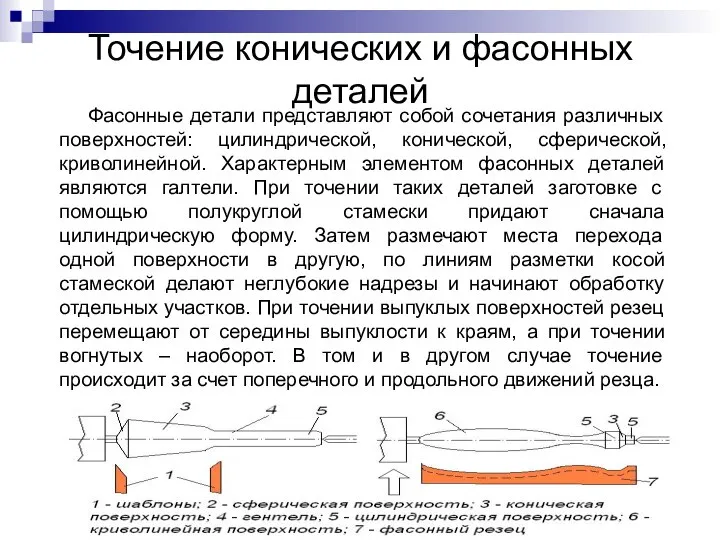
- 7. Точение конических и фасонных деталей Фасонные детали представляют собой сочетания различных поверхностей: цилиндрической, конической, сферической, криволинейной.
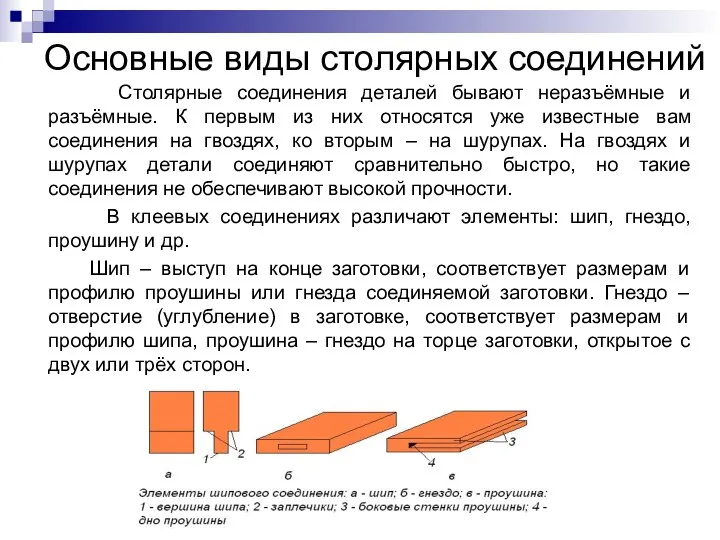
- 8. Основные виды столярных соединений Столярные соединения деталей бывают неразъёмные и разъёмные. К первым из них относятся
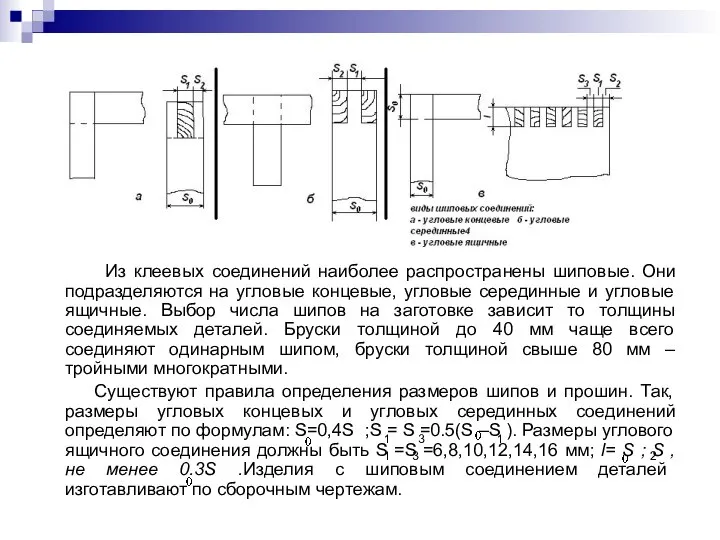
- 9. Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые концевые, угловые серединные и угловые ящичные.
- 10. Разметка и запиливание шипов и проушин Для получения шипов и проушин заготовку вначале надо разместить в
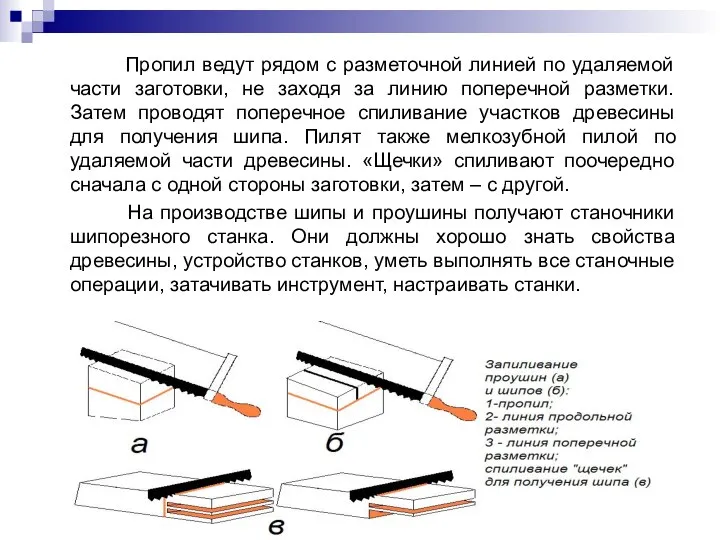
- 11. Пропил ведут рядом с разметочной линией по удаляемой части заготовки, не заходя за линию поперечной разметки.
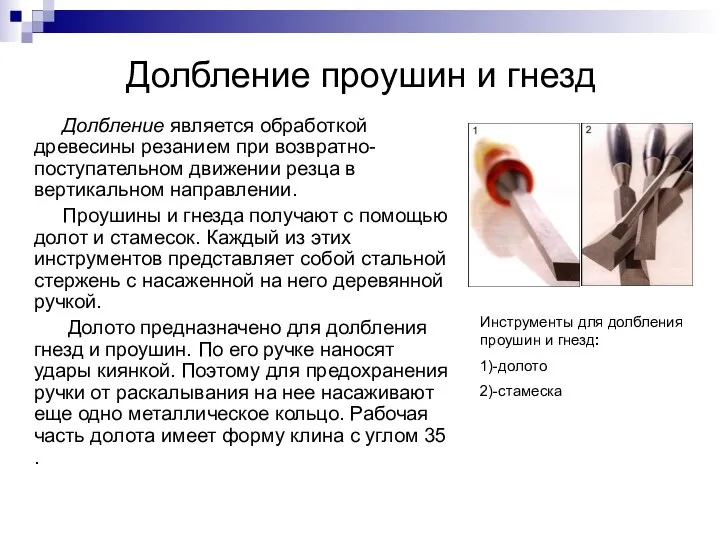
- 12. Долбление проушин и гнезд Инструменты для долбления проушин и гнезд: 1)-долото 2)-стамеска Долбление является обработкой древесины
- 13. Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки подгоняемых деталей. Кроме того, стамеской
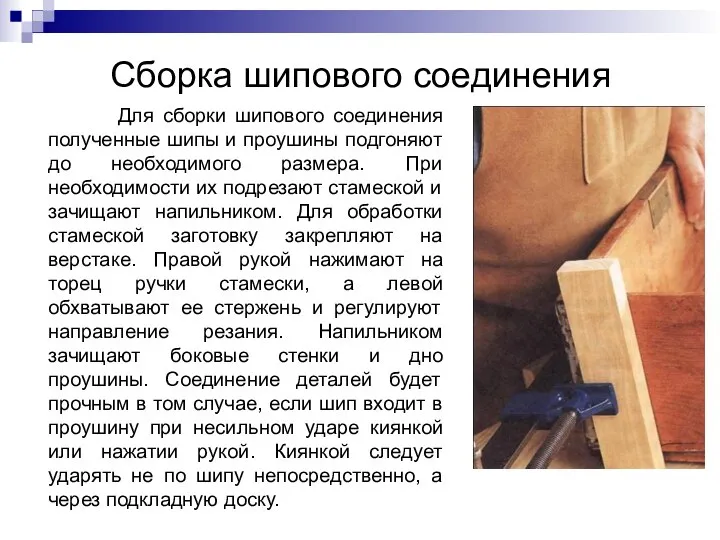
- 14. Сборка шипового соединения Для сборки шипового соединения полученные шипы и проушины подгоняют до необходимого размера. При
- 15. Шиповые соединения после освобождения от сжатия строгают, чтобы убрать неровности на стыках, застывшие клеевые потеки и
- 16. Соединение деталей с помощью шкантов и нагелей Шиповое соединение деталей наиболее прочное, но сложное по изготовлению.
- 18. Скачать презентацию
Слайд 2 СОДЕРЖАНИЕ:
Пиление древесины вдоль волокон
Заточка деревообрабатывающих инструментов
Точение конических и фасонных деталей
Основные виды
СОДЕРЖАНИЕ:
Пиление древесины вдоль волокон
Заточка деревообрабатывающих инструментов
Точение конических и фасонных деталей
Основные виды
Слайд 3Пиление древесины вдоль волокон
Вдоль волокон древесину пилят лучковой пилой. Стойки 1
Пиление древесины вдоль волокон
Вдоль волокон древесину пилят лучковой пилой. Стойки 1
Слайд 4 При пилении важно соблюдать правильную рабочую позу и хватку инструмента и
При пилении важно соблюдать правильную рабочую позу и хватку инструмента и
Слайд 5Заточка деревообрабатывающих инструментов
В процессе работы режущая кромка инструмента затупляется. В результате
Заточка деревообрабатывающих инструментов
В процессе работы режущая кромка инструмента затупляется. В результате
Слайд 6 Затачивают инструмент на точиле до образования по всему лезвию тонкой и
Затачивают инструмент на точиле до образования по всему лезвию тонкой и
Слайд 7Точение конических и фасонных деталей
Фасонные детали представляют собой сочетания различных поверхностей:
Точение конических и фасонных деталей
Фасонные детали представляют собой сочетания различных поверхностей:
Слайд 8Основные виды столярных соединений
Столярные соединения деталей бывают неразъёмные и разъёмные. К
Основные виды столярных соединений
Столярные соединения деталей бывают неразъёмные и разъёмные. К
Слайд 9 Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые концевые,
Из клеевых соединений наиболее распространены шиповые. Они подразделяются на угловые концевые,
Слайд 10Разметка и запиливание шипов и проушин
Для получения шипов и проушин заготовку
Разметка и запиливание шипов и проушин
Для получения шипов и проушин заготовку
Слайд 11 Пропил ведут рядом с разметочной линией по удаляемой части заготовки, не
Пропил ведут рядом с разметочной линией по удаляемой части заготовки, не
Слайд 12Долбление проушин и гнезд
Инструменты для долбления проушин и гнезд:
1)-долото
2)-стамеска
Долбление является обработкой
Долбление проушин и гнезд
Инструменты для долбления проушин и гнезд:
1)-долото
2)-стамеска
Долбление является обработкой
Слайд 13 Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки
Слайд 14Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины подгоняют
Сборка шипового соединения
Для сборки шипового соединения полученные шипы и проушины подгоняют
Слайд 15 Шиповые соединения после освобождения от сжатия строгают, чтобы убрать неровности на
Шиповые соединения после освобождения от сжатия строгают, чтобы убрать неровности на
Слайд 16Соединение деталей с помощью шкантов и нагелей
Шиповое соединение деталей наиболее прочное,
Соединение деталей с помощью шкантов и нагелей
Шиповое соединение деталей наиболее прочное,
 Vox – Технология будущего
Vox – Технология будущего Народы. Страны мира
Народы. Страны мира СЕМАНТИКА УРБАНИЗИРОВАННОЙ ТЕРРИТОРИИ И МЕСТО ЯЗЫКА КАРТОГРАФИИ В ОБЪЯСНЕНИИ НЕЦИКЛИЧЕСКИХ ЭПИДЕМИЧЕСКИХ ПРОЦЕССОВ ICA Commission on
СЕМАНТИКА УРБАНИЗИРОВАННОЙ ТЕРРИТОРИИ И МЕСТО ЯЗЫКА КАРТОГРАФИИ В ОБЪЯСНЕНИИ НЕЦИКЛИЧЕСКИХ ЭПИДЕМИЧЕСКИХ ПРОЦЕССОВ ICA Commission on Изготовление кормушки для птиц
Изготовление кормушки для птиц Дни недели
Дни недели Атрибуты богов и героев
Атрибуты богов и героев Понятие о сложноподчиненном предложении
Понятие о сложноподчиненном предложении День снятия Блокады Ленинграда
День снятия Блокады Ленинграда Презентация на тему Слуховой анализатор Орган равновесия
Презентация на тему Слуховой анализатор Орган равновесия Рождество
Рождество Строительство участка магистрального водовода диаметром 630 мм
Строительство участка магистрального водовода диаметром 630 мм Железнодорожная информационная система
Железнодорожная информационная система СОВРЕМЕННОЕ СОСТОЯНИЕ И ОПЫТ ИСПОЛЬЗОВАНИЯ ПЕТРОФИЗИЧЕСКОГО ОБЕСПЕЧЕНИЯ МНОГОМЕРНОЙ ИНТЕРПРЕТАЦИИ ДАННЫХ ГИС И КЕРНА
СОВРЕМЕННОЕ СОСТОЯНИЕ И ОПЫТ ИСПОЛЬЗОВАНИЯ ПЕТРОФИЗИЧЕСКОГО ОБЕСПЕЧЕНИЯ МНОГОМЕРНОЙ ИНТЕРПРЕТАЦИИ ДАННЫХ ГИС И КЕРНА 10 бытовых предметов, которые рассмешат наших внуков
10 бытовых предметов, которые рассмешат наших внуков "Крышевание" финансов.
"Крышевание" финансов. Вас приветствует муниципальное образовательное учреждение для детей дошкольного и младшего школьного возраста прогимназия № 141
Вас приветствует муниципальное образовательное учреждение для детей дошкольного и младшего школьного возраста прогимназия № 141 Обособления определений и приложений
Обособления определений и приложений Препарат для повышения иммунитета №1 в России!
Препарат для повышения иммунитета №1 в России! Иероним Босх
Иероним Босх Сенсуализм Джона Локка
Сенсуализм Джона Локка Я свободен! Я ничей?
Я свободен! Я ничей? Отчёт по учебно-производственной практике. Специальность Ресторанное дело и гостиничный бизнес
Отчёт по учебно-производственной практике. Специальность Ресторанное дело и гостиничный бизнес Музыкальные жанры И.Ф. Стравинского. Балетное творчество
Музыкальные жанры И.Ф. Стравинского. Балетное творчество Программное обеспечение
Программное обеспечение Амурский район – наша малая Родина
Амурский район – наша малая Родина ЯСЕНЕВО35 ЛЕТ РАЙОНУ
ЯСЕНЕВО35 ЛЕТ РАЙОНУ Как воевали мои предки Волков Тимофей 3-б класс лицей № 179
Как воевали мои предки Волков Тимофей 3-б класс лицей № 179 Правила работы в группе: 1. Уважение к говорящему, 1. Уважение к говорящему, не перебивать говорящего, не шуметь, когда кто-то говорит;
Правила работы в группе: 1. Уважение к говорящему, 1. Уважение к говорящему, не перебивать говорящего, не шуметь, когда кто-то говорит;