- Заготовка арматурной стали, поставляемой в мотках

Содержание
- 2. Сталь для арматурных работ должна поступать в виде прямых стержней, очищенных от грязи, коррозии и масла.
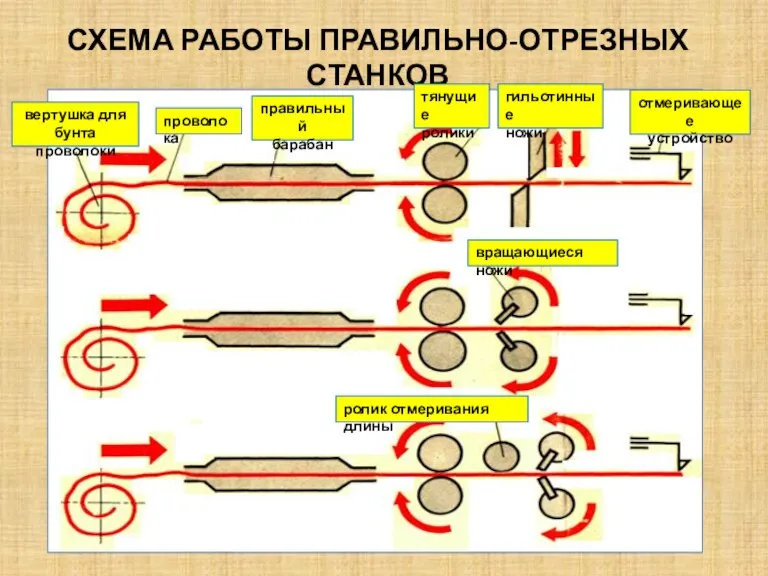
- 3. СХЕМА РАБОТЫ ПРАВИЛЬНО-ОТРЕЗНЫХ СТАНКОВ вертушка для бунта проволоки проволока правильный барабан тянущие ролики отмеривающее устройство гильотинные
- 5. Основными частями автоматического правильно-отрезного станка являются вертушка, на которую помещают бухту (моток) стали, правильный барабан с
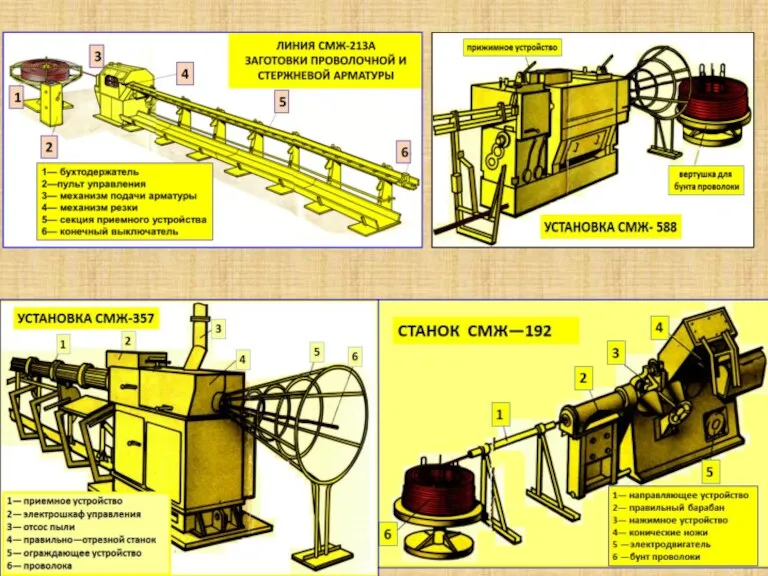
- 6. Правильно-отрезной станок СМЖ-357 Правильно-отрезной станок СМЖ-357 применяют для правки и резки арматуры диаметром до 14 мм.
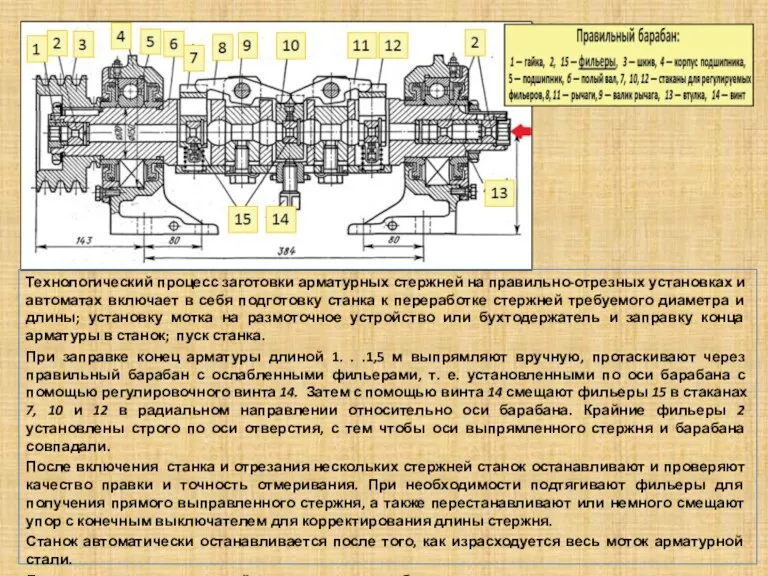
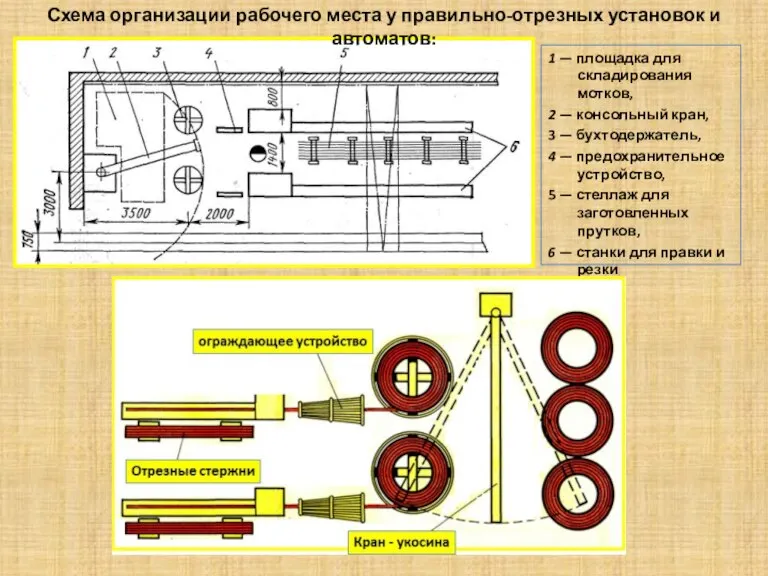
- 7. Технологический процесс заготовки арматурных стержней на правильно-отрезных установках и автоматах включает в себя подготовку станка к
- 8. 1 — площадка для складирования мотков, 2 — консольный кран, 3 — бухтодержатель, 4 — предохранительное
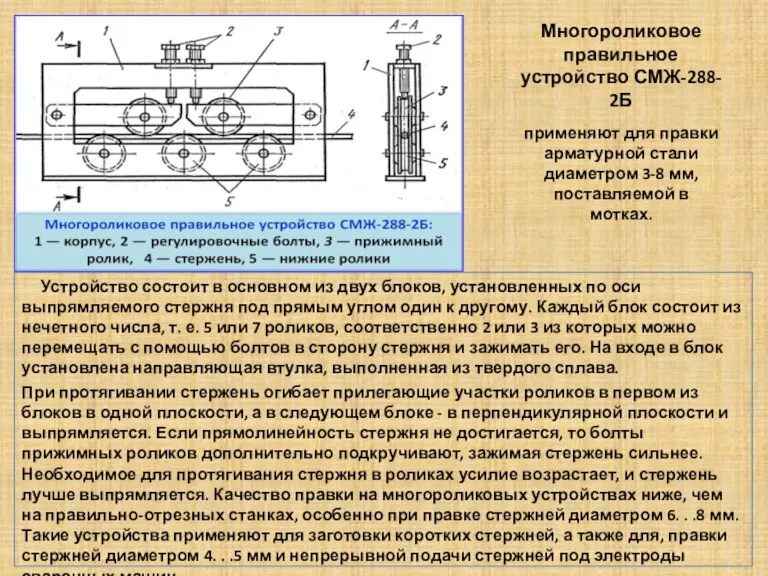
- 9. Устройство состоит в основном из двух блоков, установленных по оси выпрямляемого стержня под прямым углом один
- 10. Правильно-отрезные станки СПО-110/3-6 и СПО-70/3-6 Правильно-отрезной станок автоматически разматывает проволоку из бухты и нарезает прутки в
- 11. Станки для правки и резки бухтовой арматуры (правильно-отрезные) от мировых компаний Twincut 13_EN https://www.youtube.com/watch?v=hXVZs_3uPQc Завод Строительного
- 12. Правильно-отрезные станки-автоматы Unicut 12/14/16 XV Автоматические станки Unicut служат для правки и резки бухтовой арматуры. Они
- 13. Правильно-отрезной станок-автомат Unicut 12/14/16 XV Технические характеристики Правильно-отрезной автомат Unicut 16 XV предназначен для правки и
- 14. Правильно-отрезной станок-автомат Unicut 12/14/16 XV
- 15. Устройство для снятия напряжений (опция) предназначено для правки труднообрабатываемого прутка. Правильно-отрезной станок-автомат Unicut 12/14/16 XV Два
- 16. ТИП Duo Straight Станки Duo Straight предназначены для правки и резки бухтовой арматуры в массовом производстве.
- 17. Основные узлы и модули Duo Straight Вертикальный размотчик с вертикальной осью вращения, имеющий амортизационный рычаг с
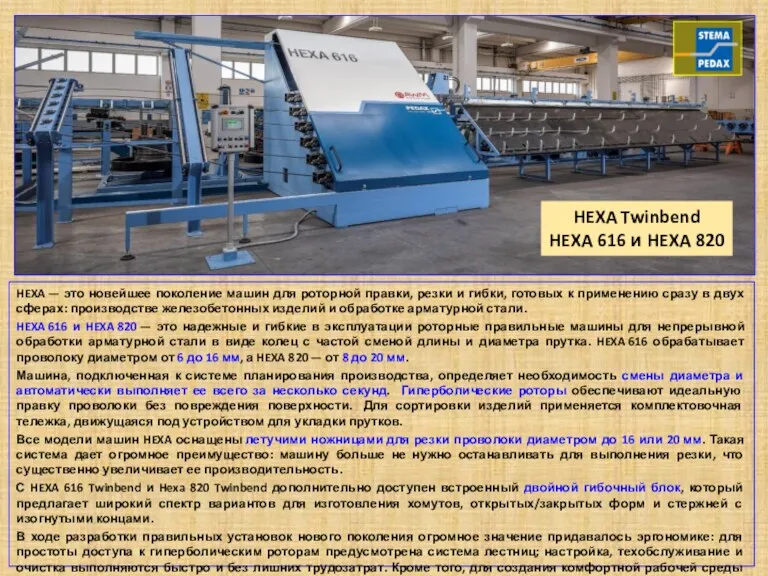
- 18. HEXA — это новейшее поколение машин для роторной правки, резки и гибки, готовых к применению сразу
- 19. До 6 гиперболических роторов для автоматического и быстрого изменения диаметра. Летающие ножницы Коллектор стержней с 3
- 20. дополнительно встроенный двойной гибочный блок
- 21. Прутковый коллектор с 2 рядами крючков для легкого обвязывания и ввода в эксплуатацию тележки для сортированного
- 22. HEXA Twinbend https://www.youtube.com/watch?v=03P6UTuPGYY
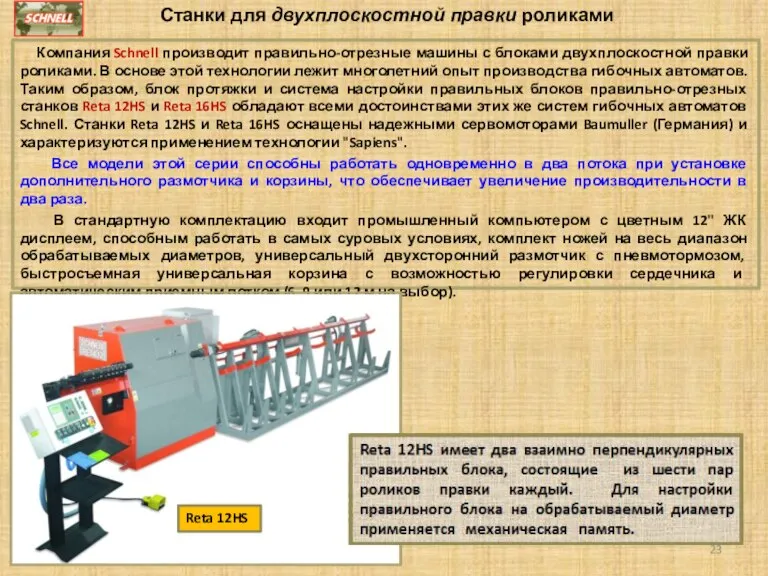
- 23. Компания Schnell производит правильно-отрезные машины с блоками двухплоскостной правки роликами. В основе этой технологии лежит многолетний
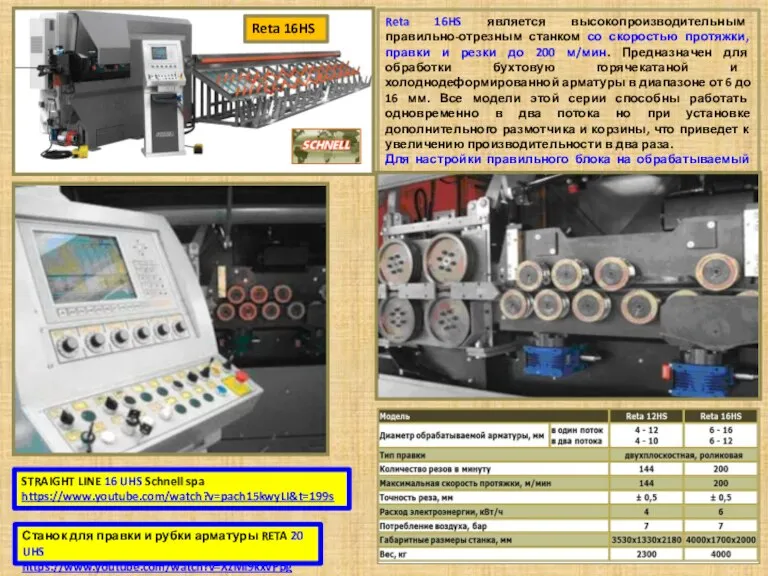
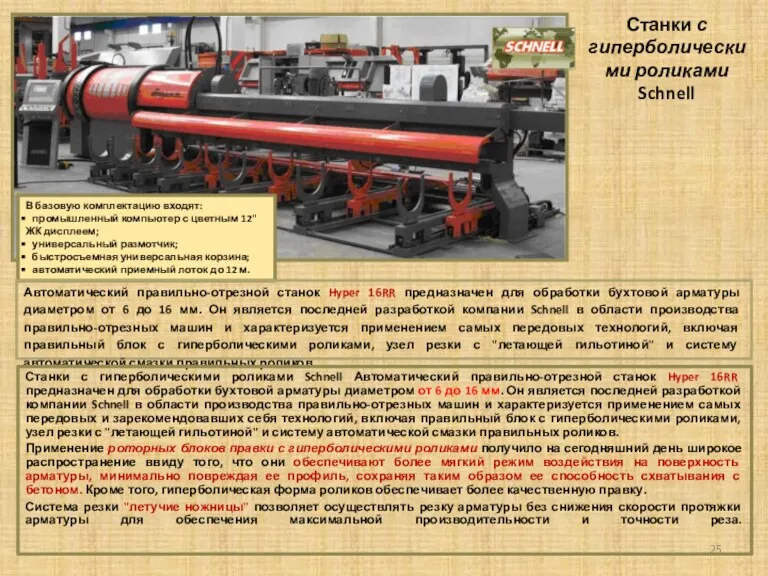
- 24. Reta 16HS является высокопроизводительным правильно-отрезным станком со скоростью протяжки, правки и резки до 200 м/мин. Предназначен
- 25. Станки с гиперболическими роликами Schnell В базовую комплектацию входят: промышленный компьютер с цветным 12'' ЖК дисплеем;
- 26. Hyper 16RR Станки с гиперболическими роликами Schnell
- 27. Станки с роторным правильным блоком RAD H8M/RAD H12M Правильно-отрезные станки серии RAD предназначены для автоматической правки
- 28. Станки с роторным правильным блоком RR10HS Правильно-отрезной станок RR 10HS роторного типа отлично зарекомендовал себя в
- 29. Станки, предназначенные для правки и резки арматуры, делятся на: высокопроизводительные станки, станки с вертикальным ходом гильотины
- 30. Высокая скорость правки горячекатаной арматуры постоянного и периодического профиля в бунтах или с катушек. Механизированный размотчик
- 31. Гильотина приводится в движение отдельным приводом, что обеспечивает очень высокую скорость работы. Резка прутка производится вертикальным
- 33. Станки с летающей гильотиной Во время реза гильотина совершает круговые движения, перемещаясь вместе с проволокой. Таким
- 34. Мощная литая станина и приводы гарантируют высокую производительность даже на максимальных (предельных) диаметрах проволоки. ЧПУ-управление позволяет
- 36. Скачать презентацию

Слайд 3СХЕМА РАБОТЫ ПРАВИЛЬНО-ОТРЕЗНЫХ СТАНКОВ
вертушка для
бунта проволоки
проволока
правильный
барабан
тянущие
ролики
отмеривающее
устройство
гильотинные
ножи
ролик отмеривания
СХЕМА РАБОТЫ ПРАВИЛЬНО-ОТРЕЗНЫХ СТАНКОВ
вертушка для
бунта проволоки
проволока
правильный
барабан
тянущие
ролики
отмеривающее
устройство
гильотинные
ножи
ролик отмеривания
Слайд 5Основными частями автоматического правильно-отрезного станка являются вертушка, на которую помещают бухту (моток)
Слайд 6Правильно-отрезной станок СМЖ-357
Правильно-отрезной станок СМЖ-357 применяют для правки и резки арматуры диаметром
Правильно-отрезной станок СМЖ-357
Правильно-отрезной станок СМЖ-357 применяют для правки и резки арматуры диаметром

Слайд 7Технологический процесс заготовки арматурных стержней на правильно-отрезных установках и автоматах включает в
Технологический процесс заготовки арматурных стержней на правильно-отрезных установках и автоматах включает в
Слайд 81 — площадка для складирования мотков,
2 — консольный кран,
3 —
1 — площадка для складирования мотков,
2 — консольный кран,
3 —
Слайд 9 Устройство состоит в основном из двух блоков, установленных по оси выпрямляемого
Устройство состоит в основном из двух блоков, установленных по оси выпрямляемого
Слайд 10Правильно-отрезные станки СПО-110/3-6 и СПО-70/3-6
Правильно-отрезной станок автоматически разматывает проволоку из бухты и
Правильно-отрезные станки СПО-110/3-6 и СПО-70/3-6
Правильно-отрезной станок автоматически разматывает проволоку из бухты и

Слайд 11Станки для правки и резки
бухтовой арматуры
(правильно-отрезные)
от мировых компаний
Twincut 13_EN
https://www.youtube.com/watch?v=hXVZs_3uPQc
Завод Строительного
Станки для правки и резки
бухтовой арматуры
(правильно-отрезные)
от мировых компаний
Twincut 13_EN
https://www.youtube.com/watch?v=hXVZs_3uPQc
Завод Строительного
Слайд 12
Правильно-отрезные
станки-автоматы
Unicut 12/14/16 XV
Автоматические станки Unicut служат для правки и
Правильно-отрезные
станки-автоматы
Unicut 12/14/16 XV
Автоматические станки Unicut служат для правки и
Слайд 13
Правильно-отрезной станок-автомат Unicut 12/14/16 XV
Технические характеристики
Правильно-отрезной автомат Unicut 16 XV предназначен для
Правильно-отрезной станок-автомат Unicut 12/14/16 XV
Технические характеристики
Правильно-отрезной автомат Unicut 16 XV предназначен для

Слайд 14
Правильно-отрезной станок-автомат Unicut 12/14/16 XV
Правильно-отрезной станок-автомат Unicut 12/14/16 XV

Слайд 15Устройство для снятия напряжений (опция) предназначено для правки труднообрабатываемого прутка.
Правильно-отрезной станок-автомат Unicut
Устройство для снятия напряжений (опция) предназначено для правки труднообрабатываемого прутка.
Правильно-отрезной станок-автомат Unicut

Слайд 16ТИП
Duo Straight
Станки Duo Straight предназначены для правки и резки бухтовой арматуры в
ТИП
Duo Straight
Станки Duo Straight предназначены для правки и резки бухтовой арматуры в

Слайд 17Основные узлы и модули Duo Straight
Вертикальный размотчик с вертикальной осью
Основные узлы и модули Duo Straight
Вертикальный размотчик с вертикальной осью
Слайд 18HEXA — это новейшее поколение машин для роторной правки, резки и гибки, готовых
HEXA — это новейшее поколение машин для роторной правки, резки и гибки, готовых
Слайд 19До 6 гиперболических роторов для автоматического и быстрого изменения диаметра.
Летающие ножницы
Коллектор стержней
До 6 гиперболических роторов для автоматического и быстрого изменения диаметра.
Летающие ножницы
Коллектор стержней

Слайд 20дополнительно встроенный двойной гибочный блок
дополнительно встроенный двойной гибочный блок

Слайд 21Прутковый коллектор с 2 рядами крючков для легкого обвязывания и ввода в
Прутковый коллектор с 2 рядами крючков для легкого обвязывания и ввода в

Слайд 22HEXA Twinbend
https://www.youtube.com/watch?v=03P6UTuPGYY
HEXA Twinbend
https://www.youtube.com/watch?v=03P6UTuPGYY

Слайд 23 Компания Schnell производит правильно-отрезные машины с блоками двухплоскостной правки роликами. В
Компания Schnell производит правильно-отрезные машины с блоками двухплоскостной правки роликами. В
Слайд 24Reta 16HS является высокопроизводительным правильно-отрезным станком со скоростью протяжки, правки и резки
Reta 16HS является высокопроизводительным правильно-отрезным станком со скоростью протяжки, правки и резки
Слайд 25Станки с гиперболическими роликами Schnell
В базовую комплектацию входят:
промышленный компьютер с цветным
Станки с гиперболическими роликами Schnell
В базовую комплектацию входят:
промышленный компьютер с цветным
Слайд 26Hyper 16RR
Станки с гиперболическими роликами Schnell
Hyper 16RR
Станки с гиперболическими роликами Schnell

Слайд 27
Станки с роторным правильным блоком RAD H8M/RAD H12M
Правильно-отрезные станки серии RAD
Станки с роторным правильным блоком RAD H8M/RAD H12M
Правильно-отрезные станки серии RAD

Слайд 28Станки с роторным правильным блоком RR10HS
Правильно-отрезной станок RR 10HS роторного типа отлично
Станки с роторным правильным блоком RR10HS
Правильно-отрезной станок RR 10HS роторного типа отлично

Слайд 29Станки, предназначенные для правки и резки арматуры, делятся на:
высокопроизводительные станки,
станки
Станки, предназначенные для правки и резки арматуры, делятся на:
высокопроизводительные станки,
станки

Слайд 30 Высокая скорость правки горячекатаной арматуры постоянного и периодического профиля в бунтах
Высокая скорость правки горячекатаной арматуры постоянного и периодического профиля в бунтах

Слайд 31Гильотина приводится в движение отдельным приводом, что обеспечивает очень высокую скорость работы.
Гильотина приводится в движение отдельным приводом, что обеспечивает очень высокую скорость работы.

Слайд 33Станки с летающей гильотиной
Во время реза гильотина совершает круговые движения, перемещаясь вместе
Станки с летающей гильотиной
Во время реза гильотина совершает круговые движения, перемещаясь вместе

Слайд 34Мощная литая станина и приводы гарантируют высокую производительность даже на максимальных (предельных)
Мощная литая станина и приводы гарантируют высокую производительность даже на максимальных (предельных)

 ПОРТФОЛИО ВОСПИТАТЕЛЯ
ПОРТФОЛИО ВОСПИТАТЕЛЯ Презентация на тему Минойская цивилизация
Презентация на тему Минойская цивилизация  PHIL 1- Lecture 3 - Week 3 moodle
PHIL 1- Lecture 3 - Week 3 moodle Железнодорожный тоннель
Железнодорожный тоннель FINANCIAL ANALYSIS AND
FINANCIAL ANALYSIS AND Использование проектной методики в обучении иностранному языку
Использование проектной методики в обучении иностранному языку Система права
Система права Гигиена питания
Гигиена питания Гигиена коз и овец
Гигиена коз и овец Использование ФЦИОР на уроках физики
Использование ФЦИОР на уроках физики Налоговый вычет по ценным бумагам
Налоговый вычет по ценным бумагам Доли федеральных телеканалов при национальном и региональном размещении рекламы
Доли федеральных телеканалов при национальном и региональном размещении рекламы Презентация WasteVEM процесса
Презентация WasteVEM процесса Фея Флора. Богиня цветов и весны. С приходом весны властвовала над всеми живыми существами. Имя образовано от flos ("цветок"). По леген
Фея Флора. Богиня цветов и весны. С приходом весны властвовала над всеми живыми существами. Имя образовано от flos ("цветок"). По леген Старшов Петр Павлович
Старшов Петр Павлович Классицизм в литературе
Классицизм в литературе Методическая тема
Методическая тема He’s. She
He’s. She Программа коррекции синдрова эмоционального выгорания и повышения стрессоустойчивости личности
Программа коррекции синдрова эмоционального выгорания и повышения стрессоустойчивости личности Пирог Ленивец
Пирог Ленивец Учебный семинар «Формирование универсальных учебных действий на уроках в начальной школе»
Учебный семинар «Формирование универсальных учебных действий на уроках в начальной школе» Диалог о вредной привычке.
Диалог о вредной привычке. Права та обовязки споживачів
Права та обовязки споживачів Mother teresa
Mother teresa Удаление третьих моляров верхней и нижней челюсти. Ретенция и дистопия зубов мудрости
Удаление третьих моляров верхней и нижней челюсти. Ретенция и дистопия зубов мудрости Мыс өндіріс қалдықтарынан түсті металл тұздарын алуды жобалау
Мыс өндіріс қалдықтарынан түсті металл тұздарын алуды жобалау Персональное предложение по регистрации товарного знака Баранкино для ИП (ООО) Под ключ
Персональное предложение по регистрации товарного знака Баранкино для ИП (ООО) Под ключ Семь дней недели
Семь дней недели