- Tema_Proizvodstvenny_tsikl

Содержание
- 2. Производственный цикл и его структура Методы расчета производственного цикла Формы организации производства Вопросы по теме:
- 3. Производственный цикл — это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет
- 4. Длительностью производственного цикла называется отрезок времени между началом и концом производственного процесса изготовления изделия или партии
- 5. - карты технологического процесса с маршрутами движения детали и нормами времени; схемы сборки изделия; - технические
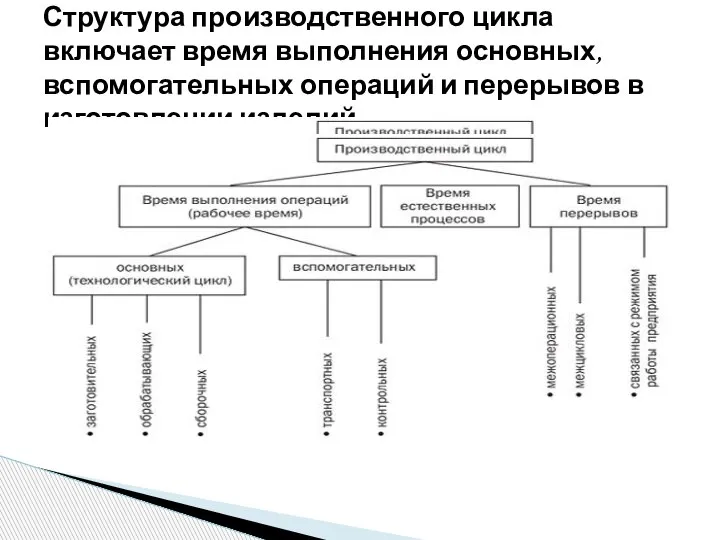
- 6. Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в изготовлении изделий
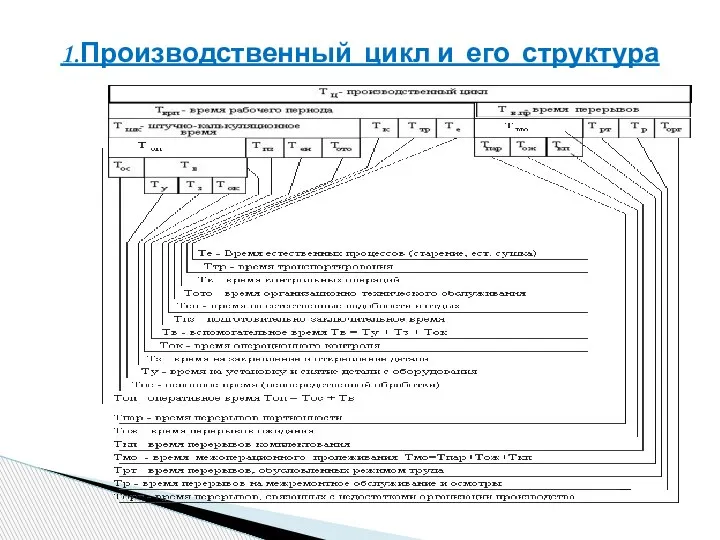
- 7. 1.Производственный цикл и его структура
- 8. 1.Производственный цикл и его структура Входящее в структуру трудового цикла время выполнения технологических операций - это
- 9. При расчете длительности производственного цикла учитываются все виды перерывов, возникающих в рамках производственного процесса, в том
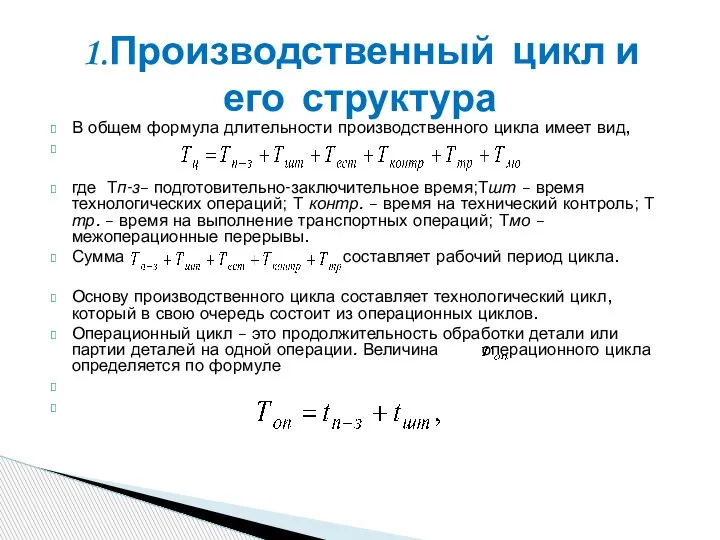
- 10. В общем формула длительности производственного цикла имеет вид, где Тп-з– подготовительно-заключительное время;Тшт – время технологических операций;
- 11. Подготовительно-заключительное время – время, затрачиваемое рабочим на ознакомление с чертежами и технологическим процессом, время необходимое на
- 12. Основное время – время, в течение которого осуществляется непосредственная цель данного технологического процесса по качественному изменению
- 13. Различают простой и сложный производственные циклы. Простой производственный цикл — это цикл изготовления детали. Сложный производственный
- 14. Сущность последовательного метода сочетания заключается в том, что каждая последующая операция начинается только после окончания обработки
- 15. 2.Методы расчета производственного цикла
- 17. Скачать презентацию
Слайд 2Производственный цикл и его структура
Методы расчета производственного цикла
Формы организации производства
Вопросы по
Производственный цикл и его структура
Методы расчета производственного цикла
Формы организации производства
Вопросы по
Слайд 3Производственный цикл — это календарный период времени, в течение которого материал, заготовка
Производственный цикл — это календарный период времени, в течение которого материал, заготовка
Слайд 4Длительностью производственного цикла называется отрезок времени между началом и концом производственного процесса
Длительностью производственного цикла называется отрезок времени между началом и концом производственного процесса
Слайд 5- карты технологического процесса с маршрутами движения детали и нормами времени;
схемы сборки
- карты технологического процесса с маршрутами движения детали и нормами времени;
схемы сборки
Слайд 6Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов в
Слайд 7
1.Производственный цикл и его структура
1.Производственный цикл и его структура
Слайд 8
1.Производственный цикл и его структура
Входящее в структуру трудового цикла время выполнения
1.Производственный цикл и его структура
Входящее в структуру трудового цикла время выполнения
Слайд 9При расчете длительности производственного цикла учитываются все виды перерывов, возникающих в рамках
При расчете длительности производственного цикла учитываются все виды перерывов, возникающих в рамках
Слайд 10В общем формула длительности производственного цикла имеет вид,
где Тп-з– подготовительно-заключительное время;Тшт –
В общем формула длительности производственного цикла имеет вид,
где Тп-з– подготовительно-заключительное время;Тшт –
Слайд 11Подготовительно-заключительное время – время, затрачиваемое рабочим на ознакомление с чертежами и технологическим
Подготовительно-заключительное время – время, затрачиваемое рабочим на ознакомление с чертежами и технологическим
Слайд 12Основное время – время, в течение которого осуществляется непосредственная цель данного технологического
Основное время – время, в течение которого осуществляется непосредственная цель данного технологического
Слайд 13Различают простой и сложный производственные циклы.
Простой производственный цикл — это цикл изготовления
Различают простой и сложный производственные циклы.
Простой производственный цикл — это цикл изготовления
Слайд 14Сущность последовательного метода сочетания заключается в том, что каждая последующая операция начинается
Сущность последовательного метода сочетания заключается в том, что каждая последующая операция начинается
Слайд 152.Методы расчета производственного цикла
2.Методы расчета производственного цикла

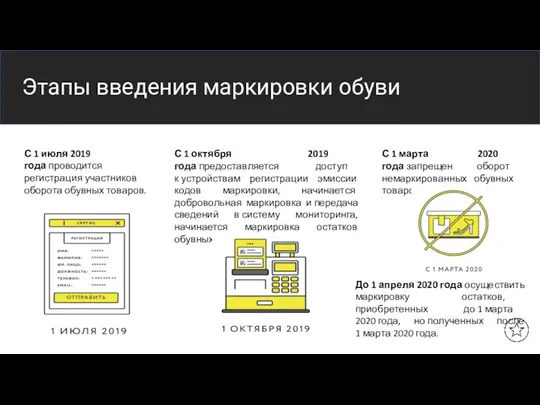 Этапы введения маркировки обуви
Этапы введения маркировки обуви Общая характеристика хозяйственной деятельности и экономической системы общества (Экономика как хозяйственная система)
Общая характеристика хозяйственной деятельности и экономической системы общества (Экономика как хозяйственная система) Социально-экономические показатели Свердловской области
Социально-экономические показатели Свердловской области Вторичный рынок дорожно-строительной техники в РФ: проблемы и перспективы
Вторичный рынок дорожно-строительной техники в РФ: проблемы и перспективы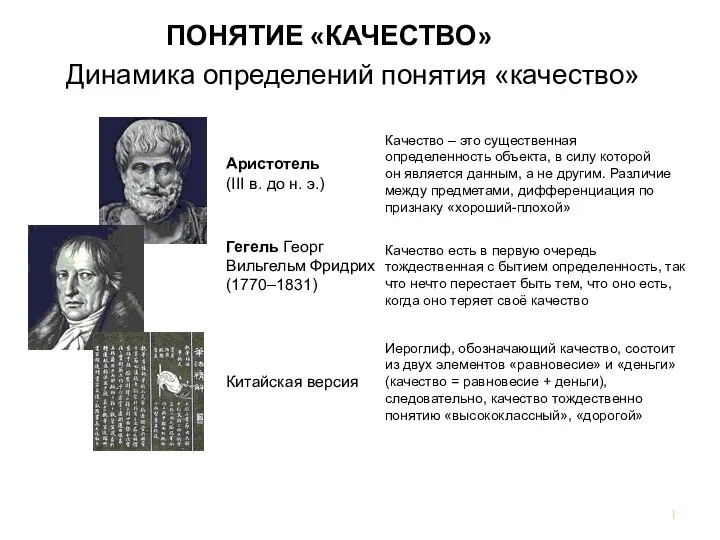 Динамика определений понятия качество. Аристотель (III в. до н. э.)
Динамика определений понятия качество. Аристотель (III в. до н. э.) Економічна теорія: школи та методи. Тенденції розвитку інформаційного суспільства
Економічна теорія: школи та методи. Тенденції розвитку інформаційного суспільства Поведение фирмы в условиях совершенной конкуренции
Поведение фирмы в условиях совершенной конкуренции Макроэкономика (1). Задания для выполнения
Макроэкономика (1). Задания для выполнения Понятие экономики здравоохранения. Формирование рыночных отношений в здравоохранении. Тема 6
Понятие экономики здравоохранения. Формирование рыночных отношений в здравоохранении. Тема 6 Современная рыночная экономика
Современная рыночная экономика Российские новости в экономике
Российские новости в экономике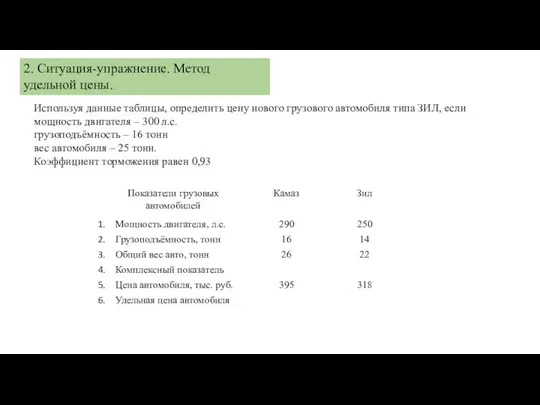 Задача по ценообразованию
Задача по ценообразованию Глобальные проблемы человечества
Глобальные проблемы человечества Система JIT (точно вовремя)
Система JIT (точно вовремя) Мониторинг экономичности различных видов отопления в жилых помещениях
Мониторинг экономичности различных видов отопления в жилых помещениях Азиатские тигры
Азиатские тигры Транспортная инфраструктура г.о.Тольятти
Транспортная инфраструктура г.о.Тольятти Столица таёжного крестьянства. Стратегия построения устойчивой жизни местного сообщества и развитие сельской территории
Столица таёжного крестьянства. Стратегия построения устойчивой жизни местного сообщества и развитие сельской территории Финансы предприятий различных форм собственности
Финансы предприятий различных форм собственности Стратегический анализ
Стратегический анализ Русский мир
Русский мир Налог на имущество организации
Налог на имущество организации Международный рынок
Международный рынок Динамика состояния человеческих ресурсов Костромской области
Динамика состояния человеческих ресурсов Костромской области Предпринимательская деятельность
Предпринимательская деятельность Гонка на полях трёх Э и место атомной энергетики в ней
Гонка на полях трёх Э и место атомной энергетики в ней Приоритетные направления обеспечения экономической безопасности в строительной организации
Приоритетные направления обеспечения экономической безопасности в строительной организации Мусагали Алпыс
Мусагали Алпыс