- Финишные методы обработки

Содержание
- 2. 1.0 Окончательная (финишная) обработка рабочих поверхностей деталей машин. Методы отделочной обработки поверхностей Дальнейшее развитие машиностроения связано
- 3. 1.1. Хонингование Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания
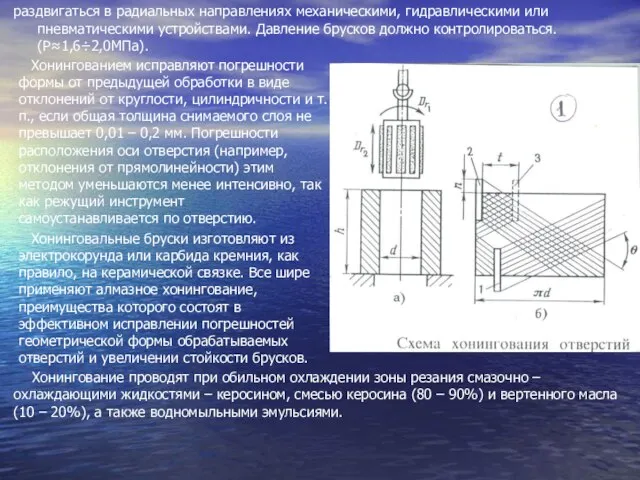
- 4. раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно контролироваться. (P≈1,6÷2,0МПа). Хонингованием исправляют
- 5. Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ позволяет встроить процесс хонингования в
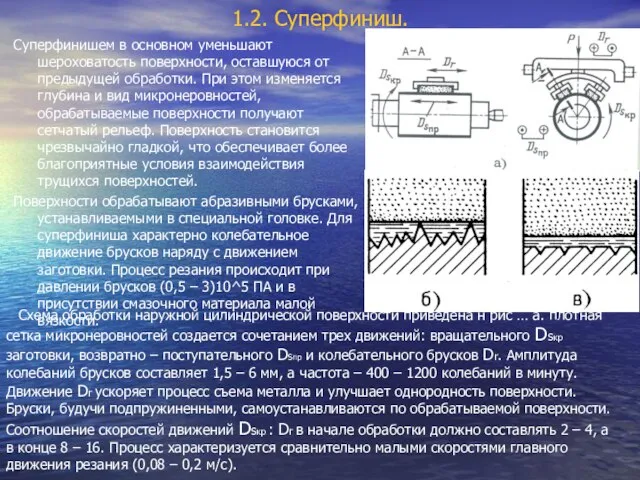
- 6. 1.2. Суперфиниш. Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки. При этом изменяется глубина
- 7. Важную роль играет смазочно – охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность, но наиболее крупные микровыступы
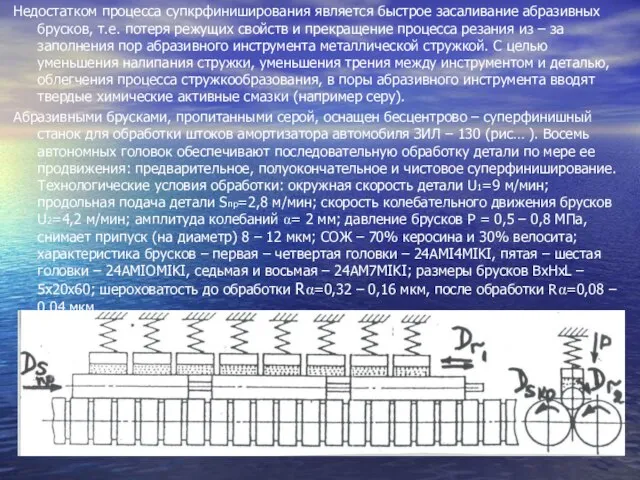
- 8. Недостатком процесса супкрфиниширования является быстрое засаливание абразивных брусков, т.е. потеря режущих свойств и прекращение процесса резания
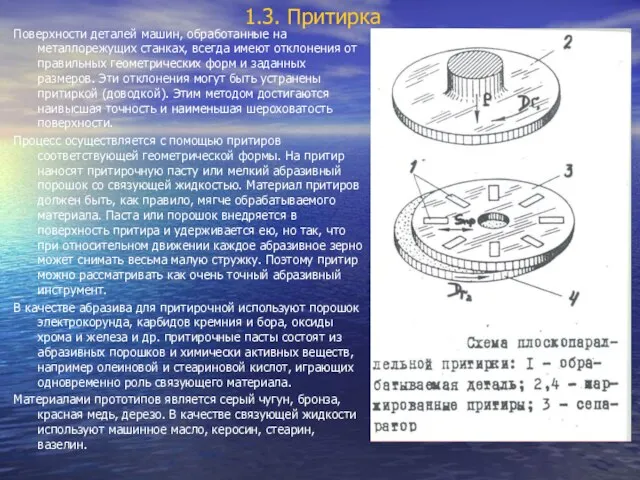
- 9. 1.3. Притирка Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм
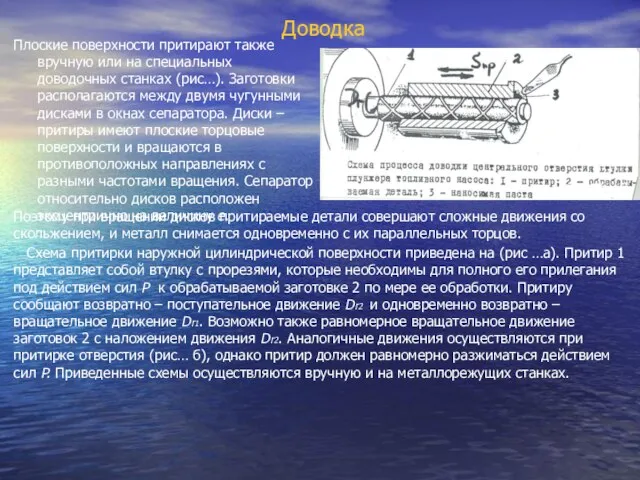
- 10. Доводка Плоские поверхности притирают также вручную или на специальных доводочных станках (рис…). Заготовки располагаются между двумя
- 12. Скачать презентацию
Слайд 21.0 Окончательная (финишная)
обработка рабочих поверхностей
деталей машин.
Методы отделочной обработки поверхностей
Дальнейшее развитие машиностроения
1.0 Окончательная (финишная)
обработка рабочих поверхностей
деталей машин.
Методы отделочной обработки поверхностей
Дальнейшее развитие машиностроения
Слайд 31.1. Хонингование
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а
1.1. Хонингование
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а
Слайд 4раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно
раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно
Слайд 5Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ позволяет
Наибольшее распространение хонингование получило в автотракторной и авиационной промышленности. Система ЧПУ позволяет

Слайд 61.2. Суперфиниш.
Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки. При
1.2. Суперфиниш.
Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки. При
Слайд 7Важную роль играет смазочно – охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность,
Важную роль играет смазочно – охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность,
Слайд 8Недостатком процесса супкрфиниширования является быстрое засаливание абразивных брусков, т.е. потеря режущих свойств
Недостатком процесса супкрфиниширования является быстрое засаливание абразивных брусков, т.е. потеря режущих свойств
Слайд 91.3. Притирка
Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от
1.3. Притирка
Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от
Слайд 10 Доводка
Плоские поверхности притирают также вручную или на специальных доводочных станках (рис…).
Доводка
Плоские поверхности притирают также вручную или на специальных доводочных станках (рис…).
 Фотометрия Бугера, Ламберта, Бера
Фотометрия Бугера, Ламберта, Бера Тестирование ОВ. Измерение потерь на оптоволоконных соединениях
Тестирование ОВ. Измерение потерь на оптоволоконных соединениях Магнитное поле. Магнитные свойства тканей организма. Понятие о биомагнетизме и магнитобиологии
Магнитное поле. Магнитные свойства тканей организма. Понятие о биомагнетизме и магнитобиологии Валоповоротное устройство турбины
Валоповоротное устройство турбины Методы исследование структуры. Часть 1
Методы исследование структуры. Часть 1 Итоговая контрольная работа. (7 класс)
Итоговая контрольная работа. (7 класс) Технология ТО и ремонта трансмиссии автомобиля
Технология ТО и ремонта трансмиссии автомобиля Электрические заряды. Электрические токи
Электрические заряды. Электрические токи Самое интересное о звуке, инфразвуке и ультразвуке. Игра
Самое интересное о звуке, инфразвуке и ультразвуке. Игра Магнітне поле (Лекція 1)
Магнітне поле (Лекція 1) Экспериментальный набор для демонстрации принципа работы электродвигателя постоянного тока
Экспериментальный набор для демонстрации принципа работы электродвигателя постоянного тока Плоское зеркало
Плоское зеркало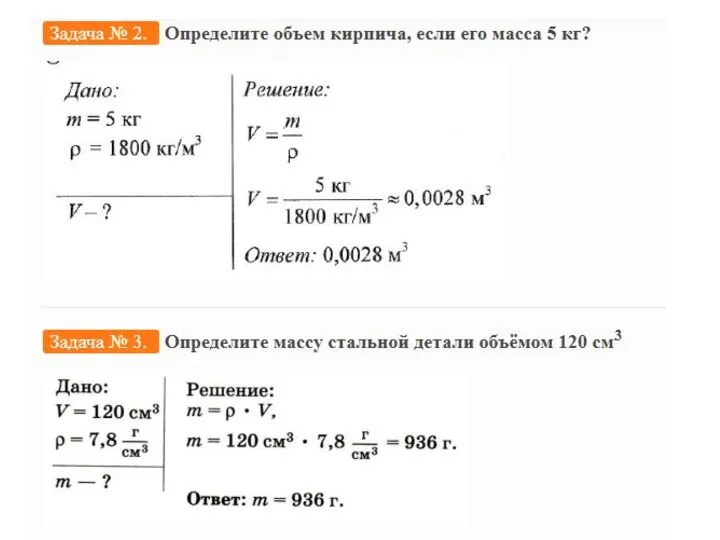 Задачи на массу и плотность
Задачи на массу и плотность Авиационная связь
Авиационная связь Фотоны. Давление света. Корпускулярно-волновой дуализм
Фотоны. Давление света. Корпускулярно-волновой дуализм Архимедова сила. Плавание тел
Архимедова сила. Плавание тел Расчет давления и атомных напряжений в МД
Расчет давления и атомных напряжений в МД Колебательный контур. ЕГЭ №18
Колебательный контур. ЕГЭ №18 Презентация на тему Свет и его законы
Презентация на тему Свет и его законы  Разработка технологического процесса ремонта и электронной диагностики блока управления антиблокировочной системы
Разработка технологического процесса ремонта и электронной диагностики блока управления антиблокировочной системы Презентация на тему Шкала электромагнитных излучений (11 класс)
Презентация на тему Шкала электромагнитных излучений (11 класс)  Дефлектор
Дефлектор Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения. Развитие ядерной энергетики
Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения. Развитие ядерной энергетики Движение твердых тел
Движение твердых тел Вещества в электрическом поле
Вещества в электрическом поле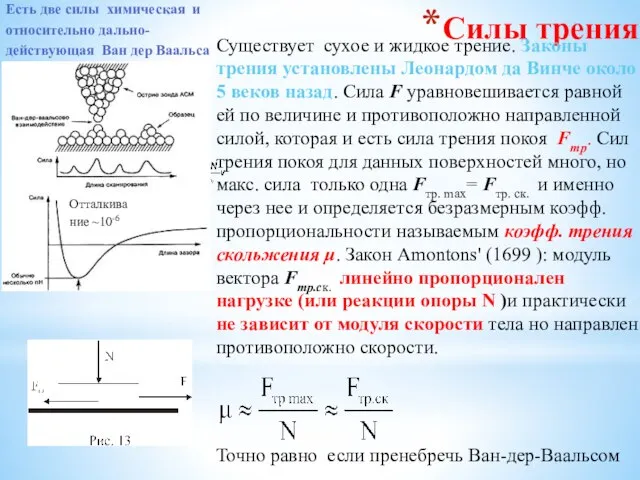 Силы трения
Силы трения Тезаурус
Тезаурус Электрические явления. Заряд
Электрические явления. Заряд