- Колесные пары локомотива

Содержание
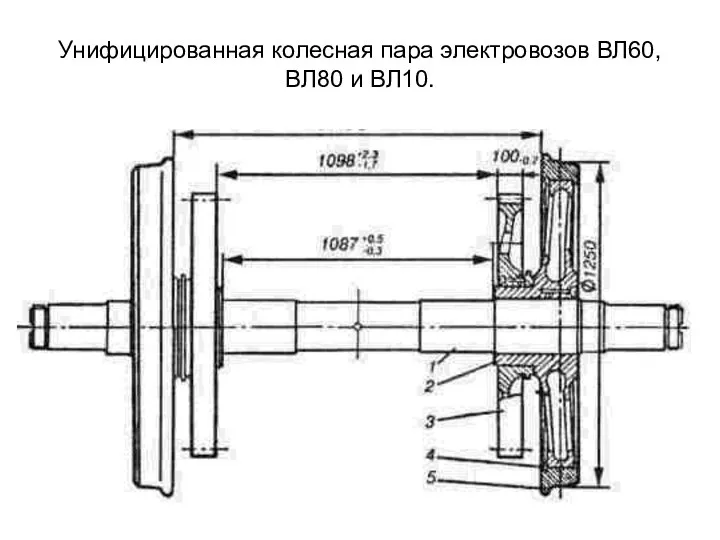
- 2. Унифицированная колесная пара электровозов ВЛ60, ВЛ80 и ВЛ10.
- 3. Ось имеет две буксовые шейки 1 (они служат для монтажа роликовых подшипников буксы), предподступичные части 2
- 4. Ось унифицированной колесной пары электровозов ВЛ60, ВЛ80 и ВЛ10к : 1 — буксовая шейка; 2 —
- 5. Оси изготовляют из стали Ос. Л с последующим отпуском и должны соответствовать требованиям ГОСТ3281-81. Галтели выполняют
- 6. Клейма на оси колёсной пары:
- 7. Зона 1 (наносят при изготовлении оси). 1). Товарный знак предприятия изготовителя необработанной оси. 2) месяц (
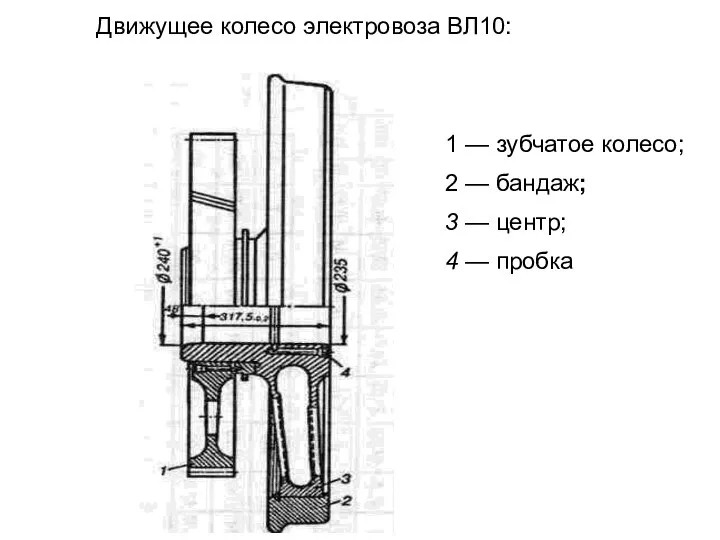
- 8. Движущее колесо электровоза ВЛ10: 1 — зубчатое колесо; 2 — бандаж; 3 — центр; 4 —
- 9. Колесный центр действуют силы от посадки бандажа и запрессовки оси колесной пары; вертикальные и горизонтальные продольные
- 10. Диаметр посадочной поверхности колесного центра на ось 235 мм. Для уменьшения внутренних напряжений в оси при
- 11. Знаки и клейма на наружном торце ступицы 1 — условный номер или товарный знак предприятия-изготовителя; 2
- 12. Знаки и клейма на наружной боковой поверхности обода цельнокатаного колеса: 1 — год изготовления (две последние
- 13. Бандажи воспринимают нагрузки от вертикальных и горизонтальных сил взаимодействия колес и рельсов, которые имеют ударный характер
- 14. Клейма бандажей 1 — условный номер или товарный знак предприятия-изготовителя; 2 — год изготовления (две последние
- 15. Ширина локомотивных бандажей 140 мм, толщина новых бандажей на электровозах 90мм. Профиль бандажа определяется ГОСТ11018-87. Поверхность
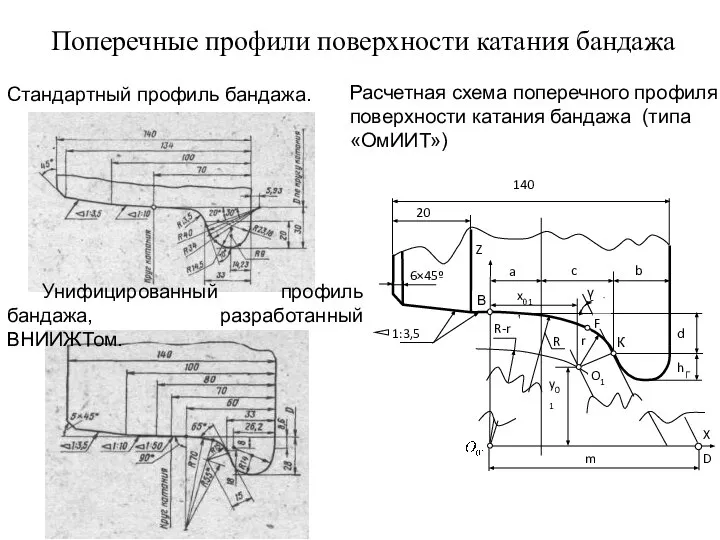
- 16. Поперечные профили поверхности катания бандажа Расчетная схема поперечного профиля поверхности катания бандажа (типа «ОмИИТ») Унифицированный профиль
- 18. Скачать презентацию
Слайд 3Ось имеет две буксовые шейки 1 (они служат для монтажа роликовых подшипников
Ось имеет две буксовые шейки 1 (они служат для монтажа роликовых подшипников
Слайд 4Ось унифицированной колесной пары электровозов ВЛ60, ВЛ80 и ВЛ10к :
1 — буксовая
Ось унифицированной колесной пары электровозов ВЛ60, ВЛ80 и ВЛ10к :
1 — буксовая

Слайд 5Оси изготовляют из стали Ос. Л с последующим отпуском и должны соответствовать
Оси изготовляют из стали Ос. Л с последующим отпуском и должны соответствовать
Слайд 6Клейма на оси колёсной пары:
Клейма на оси колёсной пары:

Слайд 7Зона 1 (наносят при изготовлении оси).
1). Товарный знак предприятия изготовителя необработанной оси.
Зона 1 (наносят при изготовлении оси).
1). Товарный знак предприятия изготовителя необработанной оси.
Слайд 8Движущее колесо электровоза ВЛ10:
1 — зубчатое колесо;
2 — бандаж;
3 —
Движущее колесо электровоза ВЛ10:
1 — зубчатое колесо;
2 — бандаж;
3 —
Слайд 9Колесный центр действуют силы от посадки бандажа и запрессовки оси колесной пары;
Колесный центр действуют силы от посадки бандажа и запрессовки оси колесной пары;
Слайд 10Диаметр посадочной поверхности колесного центра на ось 235 мм. Для уменьшения внутренних
Диаметр посадочной поверхности колесного центра на ось 235 мм. Для уменьшения внутренних
Слайд 11Знаки и клейма на наружном торце ступицы
1 — условный номер или товарный
Знаки и клейма на наружном торце ступицы
1 — условный номер или товарный

Слайд 12Знаки и клейма на наружной боковой поверхности обода цельнокатаного колеса:
1 — год
Знаки и клейма на наружной боковой поверхности обода цельнокатаного колеса:
1 — год

Слайд 13Бандажи воспринимают нагрузки от вертикальных и горизонтальных сил взаимодействия колес и рельсов,
Бандажи воспринимают нагрузки от вертикальных и горизонтальных сил взаимодействия колес и рельсов,
Слайд 14Клейма бандажей
1 — условный номер или товарный знак предприятия-изготовителя;
2 — год
Клейма бандажей
1 — условный номер или товарный знак предприятия-изготовителя;
2 — год

Слайд 15Ширина локомотивных бандажей 140 мм, толщина новых бандажей на электровозах 90мм.
Профиль бандажа
Ширина локомотивных бандажей 140 мм, толщина новых бандажей на электровозах 90мм.
Профиль бандажа
Слайд 16Поперечные профили поверхности катания бандажа
Расчетная схема поперечного профиля поверхности катания бандажа (типа
Поперечные профили поверхности катания бандажа
Расчетная схема поперечного профиля поверхности катания бандажа (типа
 Неравномерное движение (9 класс)
Неравномерное движение (9 класс)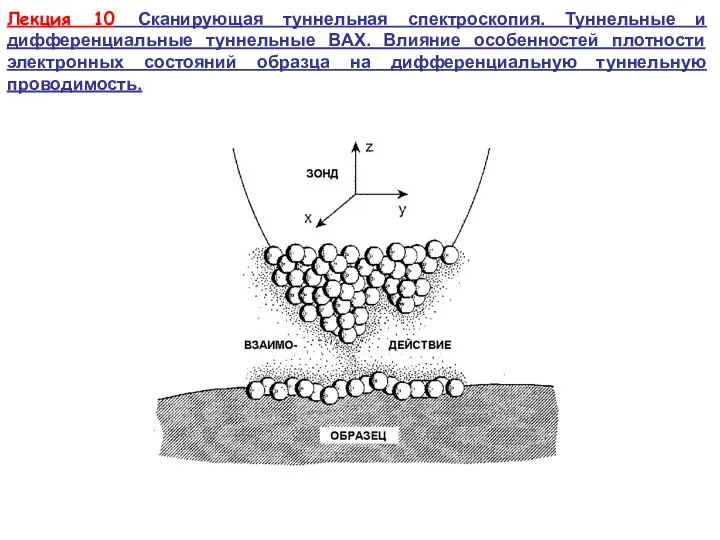 Сканирующая туннельная спектроскопия. Туннельные и дифференциальные туннельные ВАХ
Сканирующая туннельная спектроскопия. Туннельные и дифференциальные туннельные ВАХ Электрический ток. Лекция 24(6)
Электрический ток. Лекция 24(6) Задания по механике
Задания по механике Сила трения
Сила трения Коробки передач. Рабочие процессы
Коробки передач. Рабочие процессы Монтаж электропривода
Монтаж электропривода Импульс тела (количество движения)
Импульс тела (количество движения) Понятие о несущей способности упругодеформируемых конструкций. Руководство к расчетно-графической работе
Понятие о несущей способности упругодеформируемых конструкций. Руководство к расчетно-графической работе Презентация на тему Применение кристаллов
Презентация на тему Применение кристаллов  Общая фармакопейная статья
Общая фармакопейная статья “Методы регистрации заряженных частиц
“Методы регистрации заряженных частиц Презентация на тему Манометр
Презентация на тему Манометр  Лётные и эксплуатационные ограничения многодвигательного ВС DA-42. Тема 7
Лётные и эксплуатационные ограничения многодвигательного ВС DA-42. Тема 7 Прибор, открывающий тайны
Прибор, открывающий тайны Презентация на тему Дифракция света
Презентация на тему Дифракция света  Заточка дереворежущего инструмента
Заточка дереворежущего инструмента Презентация на тему Криволинейное движение
Презентация на тему Криволинейное движение  Элементы электрических схем
Элементы электрических схем Плоские ЭМВ в неограниченных средах
Плоские ЭМВ в неограниченных средах Плавление и кристаллизация вещества
Плавление и кристаллизация вещества Методы повышения конструкционной прочности деталей машин
Методы повышения конструкционной прочности деталей машин Вимірювання проекції спіну на заданий напрямок. Експеримент Штерна-Герлаха
Вимірювання проекції спіну на заданий напрямок. Експеримент Штерна-Герлаха Кинематика материальной точки, лекция 1
Кинематика материальной точки, лекция 1 Сила Лоренца
Сила Лоренца Давление газа
Давление газа Проектирование и использование индивидуальных образовательных маршрутов на уроках физики
Проектирование и использование индивидуальных образовательных маршрутов на уроках физики Геометрическая оптика. Лекция 10
Геометрическая оптика. Лекция 10