- Система стандартов безопасности труда

Содержание
- 2. 2. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ При разработке технологических процессов и выполнении кузнечно-прессовых работ должно быть предусмотрено
- 3. 2.6. При применении сжатого воздуха для удаления отштампованных деталей, отходов и окалины должны быть приняты меры
- 4. 2.10. Требования при нагреве заготовок 2.10.1. Конструкции электропечей для нагрева заготовок должны соответствовать требованиям ГОСТ 12.2.007.9-93.
- 5. С задней (нерабочей) стороны двухстоечного молота должен быть установлен металлический щит для защиты в случае отлетания
- 6. При раскрое тонколистового материала с применением заднего упора, в необходимых случаях, должны быть поддерживающие устройства. 2.13.3.
- 7. 2.14.7. Подкладные штампы должны снабжаться прочно закрепленными рукоятками, расположенными заподлицо с опорными поверхностями штампа. 2.14.8. Крепежные
- 8. 2.14.19. Лотки, применяемые для подачи заготовок в штамп, должны иметь направляющие линейки с открытым пространством между
- 9. 3. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННЫМ ПОМЕЩЕНИЯМ 3.1. Производственные здания для выполнения кузнечно-прессовых работ должны соответствовать требованиям строительных
- 10. 3.6.4. Воздух, удаляемый из помещений кузнечно-прессовых цехов, перед выбросом в атмосферу должен быть очищен до уровней,
- 11. 4. ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ И ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ 4.1. КПО следует располагать в отдельных
- 12. 5. ТРЕБОВАНИЯ К ХРАНЕНИЮ И ТРАНСПОРТИРОВАНИЮ ИНСТРУМЕНТА, ЗАГОТОВОК И ГОТОВЫХ ДЕТАЛЕЙ 5.1. Погрузочно-разгрузочные работы должны проводиться
- 13. 5.10. Материал в бунтах массой до 60 кг должен храниться на стержневых стеллажах в подвешенном состоянии.
- 14. 5.17. Конструкция напольных конвейеров и транспортеров должна иметь защитные ограждения, обеспечивающие безопасность эксплуатации. Конвейеры, предназначенные для
- 15. 6. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУ К ВЫПОЛНЕНИЮ КУЗНЕЧНО-ПРЕССОВЫХ РАБОТ 6.1. К выполнению кузнечно-прессовых работ допускаются лица,
- 16. 7. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ СРЕДСТВ ЗАЩИТЫ РАБОТАЮЩИХ 7.1. Для защиты от воздействия опасных и вредных производственных
- 18. Скачать презентацию
Слайд 22. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
При разработке технологических процессов и выполнении кузнечно-прессовых
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
При разработке технологических процессов и выполнении кузнечно-прессовых
Слайд 32.6. При применении сжатого воздуха для удаления отштампованных деталей, отходов и окалины
2.6. При применении сжатого воздуха для удаления отштампованных деталей, отходов и окалины
Слайд 42.10. Требования при нагреве заготовок
2.10.1. Конструкции электропечей для нагрева заготовок должны соответствовать
2.10. Требования при нагреве заготовок
2.10.1. Конструкции электропечей для нагрева заготовок должны соответствовать
Слайд 5С задней (нерабочей) стороны двухстоечного молота должен быть установлен металлический щит для
С задней (нерабочей) стороны двухстоечного молота должен быть установлен металлический щит для
Слайд 6При раскрое тонколистового материала с применением заднего упора, в необходимых случаях, должны
При раскрое тонколистового материала с применением заднего упора, в необходимых случаях, должны
Слайд 72.14.7. Подкладные штампы должны снабжаться прочно закрепленными рукоятками, расположенными заподлицо с опорными
2.14.7. Подкладные штампы должны снабжаться прочно закрепленными рукоятками, расположенными заподлицо с опорными
Слайд 82.14.19. Лотки, применяемые для подачи заготовок в штамп, должны иметь направляющие линейки
2.14.19. Лотки, применяемые для подачи заготовок в штамп, должны иметь направляющие линейки
Слайд 9
3. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННЫМ ПОМЕЩЕНИЯМ
3.1. Производственные здания для выполнения кузнечно-прессовых работ должны
3. ТРЕБОВАНИЯ К ПРОИЗВОДСТВЕННЫМ ПОМЕЩЕНИЯМ
3.1. Производственные здания для выполнения кузнечно-прессовых работ должны
Слайд 103.6.4. Воздух, удаляемый из помещений кузнечно-прессовых цехов, перед выбросом в атмосферу должен
3.6.4. Воздух, удаляемый из помещений кузнечно-прессовых цехов, перед выбросом в атмосферу должен
Слайд 114. ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ И
ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ
4.1. КПО следует
4. ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ И
ОРГАНИЗАЦИИ РАБОЧИХ МЕСТ
4.1. КПО следует
Слайд 125. ТРЕБОВАНИЯ К ХРАНЕНИЮ И ТРАНСПОРТИРОВАНИЮ ИНСТРУМЕНТА,
ЗАГОТОВОК И ГОТОВЫХ ДЕТАЛЕЙ
5.1. Погрузочно-разгрузочные
5. ТРЕБОВАНИЯ К ХРАНЕНИЮ И ТРАНСПОРТИРОВАНИЮ ИНСТРУМЕНТА,
ЗАГОТОВОК И ГОТОВЫХ ДЕТАЛЕЙ
5.1. Погрузочно-разгрузочные
Слайд 135.10. Материал в бунтах массой до 60 кг должен храниться на стержневых
5.10. Материал в бунтах массой до 60 кг должен храниться на стержневых
Слайд 145.17. Конструкция напольных конвейеров и транспортеров должна иметь защитные ограждения, обеспечивающие безопасность
5.17. Конструкция напольных конвейеров и транспортеров должна иметь защитные ограждения, обеспечивающие безопасность
Слайд 156. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУ К ВЫПОЛНЕНИЮ
КУЗНЕЧНО-ПРЕССОВЫХ РАБОТ
6.1. К выполнению кузнечно-прессовых работ
6. ТРЕБОВАНИЯ К ПЕРСОНАЛУ, ДОПУСКАЕМОМУ К ВЫПОЛНЕНИЮ
КУЗНЕЧНО-ПРЕССОВЫХ РАБОТ
6.1. К выполнению кузнечно-прессовых работ
Слайд 167. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ СРЕДСТВ ЗАЩИТЫ РАБОТАЮЩИХ
7.1. Для защиты от воздействия опасных
7. ТРЕБОВАНИЯ К ПРИМЕНЕНИЮ СРЕДСТВ ЗАЩИТЫ РАБОТАЮЩИХ
7.1. Для защиты от воздействия опасных
 Mamedova_gruppa_B
Mamedova_gruppa_B Влияние сотового телефона на организм человека
Влияние сотового телефона на организм человека Наркомания с разных сторон
Наркомания с разных сторон Презентация на тему Загрязнение воды и последствия
Презентация на тему Загрязнение воды и последствия  Параметры микроклимата на рабочих местах производственных помещений и жилых комнатах
Параметры микроклимата на рабочих местах производственных помещений и жилых комнатах Інтернет. Що правильно, що ні
Інтернет. Що правильно, що ні Мы за здоровый образ жизни!
Мы за здоровый образ жизни! Безопасность. Лекция №2. Поток 2
Безопасность. Лекция №2. Поток 2 Outcomes Upper Intermediate Vocabulary Builder
Outcomes Upper Intermediate Vocabulary Builder Соревнования пожарно-спасательной направленности
Соревнования пожарно-спасательной направленности Отложение снега у сплошной преграды. Классификация мероприятий по защите дорог от снежных заносов
Отложение снега у сплошной преграды. Классификация мероприятий по защите дорог от снежных заносов Нарушения, угрожающие здоровью и жизни людей, нормальной работе оборудования, требующие отключения электрооборудования
Нарушения, угрожающие здоровью и жизни людей, нормальной работе оборудования, требующие отключения электрооборудования Я, сижу дома!
Я, сижу дома! Посетителям, родным и близким получателям социальных услуг (объявление)
Посетителям, родным и близким получателям социальных услуг (объявление) Вредная еда Coca Cola
Вредная еда Coca Cola Наиболее вероятные чрезвычайные ситуации в Оренбургской области
Наиболее вероятные чрезвычайные ситуации в Оренбургской области Презентация на тему Детский дорожно-транспортный травматизм
Презентация на тему Детский дорожно-транспортный травматизм  Личная гигиена и здоровье
Личная гигиена и здоровье Презентация на тему Развитие культуры потребления - путь к сохранению природных ресурсов
Презентация на тему Развитие культуры потребления - путь к сохранению природных ресурсов  Безопасность и защита человека от различных видов чрезвычайных ситуаций
Безопасность и защита человека от различных видов чрезвычайных ситуаций Автоматизированные системы управления и связь. Система связи МЧС России
Автоматизированные системы управления и связь. Система связи МЧС России Первая помощь при отравлении. Острые отравления
Первая помощь при отравлении. Острые отравления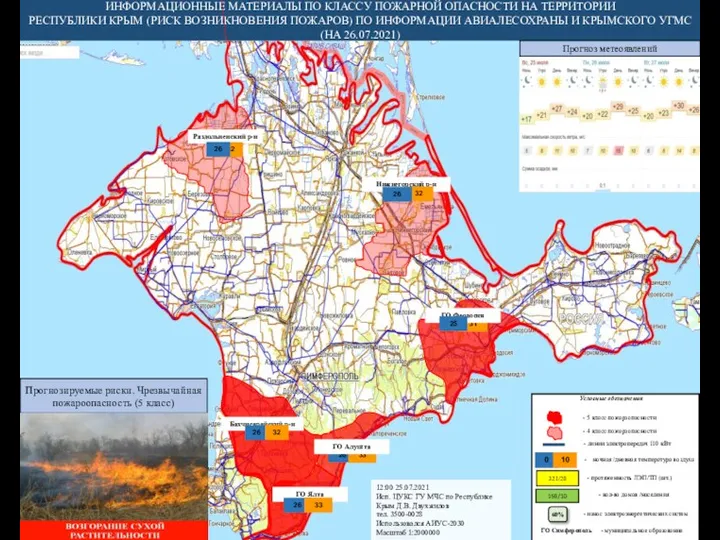 Информационные материалы по классу пожарной опасности на территории Республики Крым
Информационные материалы по классу пожарной опасности на территории Республики Крым Презентация на тему Биатлон
Презентация на тему Биатлон  Безопасные действия в условиях ЧС военного характера
Безопасные действия в условиях ЧС военного характера Вас приветствуют ребята отряда ЮИД
Вас приветствуют ребята отряда ЮИД Физическая культура и закаливание
Физическая культура и закаливание Задания по правилам дорожного движения для детей и родителей
Задания по правилам дорожного движения для детей и родителей