УСТАНОВКИ ДЛЯ ПЛАЗМЕННО-ЭЛЕКТРОЛИТНОГО ПОЛИРОВАНИЯ металлических изделий Руководитель мероприятия докт. физ.мат. Наук И.
- УСТАНОВКИ ДЛЯ ПЛАЗМЕННО-ЭЛЕКТРОЛИТНОГО ПОЛИРОВАНИЯ металлических изделий Руководитель мероприятия докт. физ.мат. Наук И.

Содержание
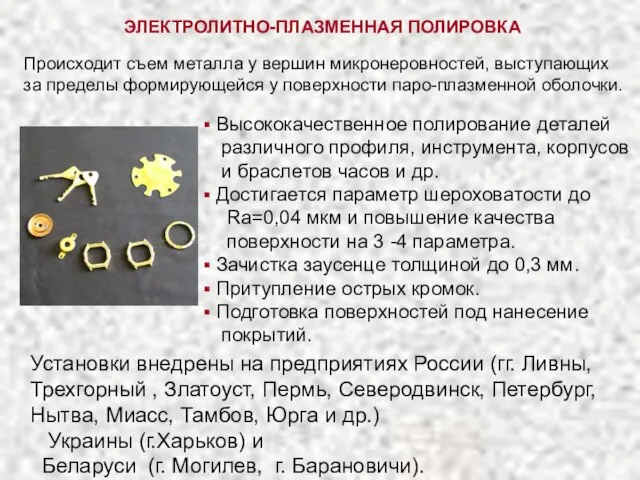
- 2. ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ПОЛИРОВКА изделий из нержавеющих сталей, цветных металлов и сплавов (латунь, бронза, мельхиор ) в водных
- 3. Высококачественное полирование деталей различного профиля, инструмента, корпусов и браслетов часов и др. Достигается параметр шероховатости до
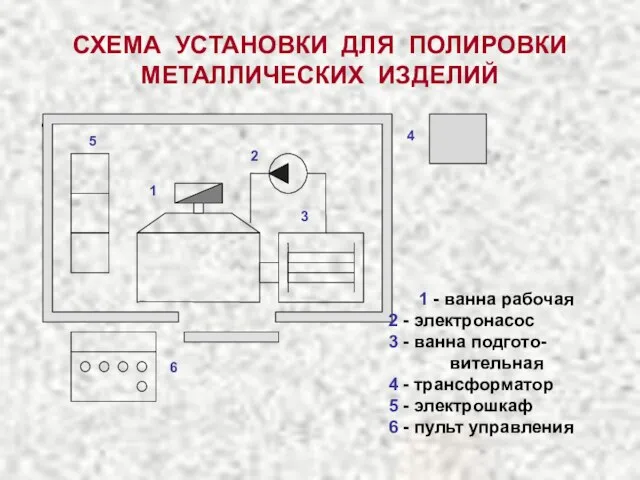
- 4. СХЕМА УСТАНОВКИ ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ 1 - ванна рабочая 2 - электронасос 3 - ванна
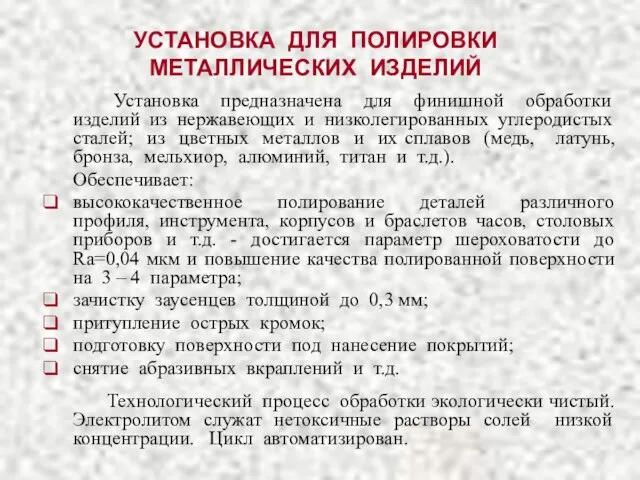
- 5. УСТАНОВКА ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ Установка предназначена для финишной обработки изделий из нержавеющих и низколегированных углеродистых
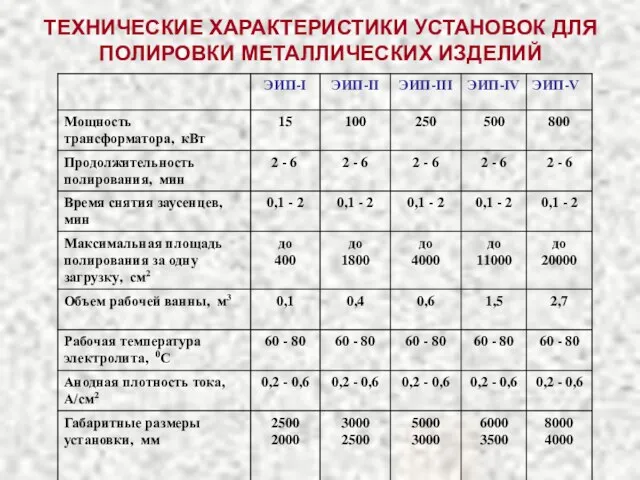
- 6. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
- 7. СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЙ ПОЛИРОВКИ Электролитно-плазменная технология имеет более высокие технические характеристики процесса, такие как скорость обработки
- 9. Скачать презентацию
Слайд 2ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ПОЛИРОВКА
изделий из нержавеющих сталей,
цветных металлов и сплавов (латунь, бронза, мельхиор
ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ПОЛИРОВКА
изделий из нержавеющих сталей,
цветных металлов и сплавов (латунь, бронза, мельхиор

Слайд 3 Высококачественное полирование деталей
различного профиля, инструмента, корпусов
и браслетов часов
Высококачественное полирование деталей
различного профиля, инструмента, корпусов
и браслетов часов
Слайд 4СХЕМА УСТАНОВКИ ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
1 - ванна
СХЕМА УСТАНОВКИ ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
1 - ванна
Слайд 5УСТАНОВКА ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
Установка предназначена для финишной обработки изделий из
УСТАНОВКА ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
Установка предназначена для финишной обработки изделий из
Слайд 6ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УСТАНОВОК ДЛЯ ПОЛИРОВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ
Слайд 7 СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЙ ПОЛИРОВКИ
Электролитно-плазменная технология имеет более высокие технические характеристики
СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЙ ПОЛИРОВКИ
Электролитно-плазменная технология имеет более высокие технические характеристики

 Промысловые прогнозы улова рыбы
Промысловые прогнозы улова рыбы Новая энергетическая стратегия ЕС:Умеренный экспортный сценарий Газпрома
Новая энергетическая стратегия ЕС:Умеренный экспортный сценарий Газпрома Основные факторы развития личности
Основные факторы развития личности Презентация на тему Буква Ы (1 класс)
Презентация на тему Буква Ы (1 класс) Общие положения. Многофункциональные центры предоставления государственных услуг города Москвы и Военный комиссариат
Общие положения. Многофункциональные центры предоставления государственных услуг города Москвы и Военный комиссариат Развитие основных физических качеств юношей
Развитие основных физических качеств юношей Что изучает синтаксис и пунктуация
Что изучает синтаксис и пунктуация Правильные финансовые решения
Правильные финансовые решения Деловое общение
Деловое общение Как понималось спасение в Ветхом Завете? Контуры ветхозаветной сотериологии Вячес
Как понималось спасение в Ветхом Завете? Контуры ветхозаветной сотериологии Вячес Чтобы глаза видели!
Чтобы глаза видели! НАСЛЕДСТВЕННЫЕ ЗАБОЛЕВАНИЯ
НАСЛЕДСТВЕННЫЕ ЗАБОЛЕВАНИЯ ИСТОРИЯ СРЕДНЕВЕКОВОГО ГОСУДАРСТВА И ПРАВА
ИСТОРИЯ СРЕДНЕВЕКОВОГО ГОСУДАРСТВА И ПРАВА Химия и пища
Химия и пища Юбилей Уралхим
Юбилей Уралхим Маркетинг. Задача маркетинга
Маркетинг. Задача маркетинга Разработка программ для обработки данных измерений in-situ (
Разработка программ для обработки данных измерений in-situ ( Витамины. Их роль в жизнедеятельности организма
Витамины. Их роль в жизнедеятельности организма ВРЕДОНОСНОЕ ПО И МЕТОДЫ БОРЬБЫ С НИМ
ВРЕДОНОСНОЕ ПО И МЕТОДЫ БОРЬБЫ С НИМ Физиология питания
Физиология питания Маркетинговая среда компании
Маркетинговая среда компании Формирование у младших школьников правильной читательской деятельности
Формирование у младших школьников правильной читательской деятельности Узоречье теремов (ИЗО)
Узоречье теремов (ИЗО) Анализ деятельности МБОУ «Средняя общеобразовательная школа №40 им. Катасонова С.А.» за 1 полугодие 2011-2012 учебного года
Анализ деятельности МБОУ «Средняя общеобразовательная школа №40 им. Катасонова С.А.» за 1 полугодие 2011-2012 учебного года Экваториальный бассейн Конго
Экваториальный бассейн Конго Проект консалтинговой практики
Проект консалтинговой практики Характеристики уровней развития группы по Новиковой Л.И.
Характеристики уровней развития группы по Новиковой Л.И. Научно-технический центр “БИОМАССА” Институт технической теплофизики НАН Украины
Научно-технический центр “БИОМАССА” Институт технической теплофизики НАН Украины