- 1С:Электронный паспорт металлургического изделия

Содержание
- 2. О предприятии Главная особенность ООО "Юргинский машзавод" заключается в том, что он представляет собой машиностроительный комплекс
- 3. Металлургическая продукция Металлургическое производство Юргинского машзавода представляет собой комплекс цехов полного цикла, оснащенных высокотехнологичным оборудованием. Электросталеплавильное
- 4. Виды выпускаемой металлургической продукции Прессовые поковки Кольца раскатные Молотовые поковки и штамповки Литые заготовки Точное литье
- 5. Основная задача поставленная для отдела – это создание единой информационной базы, содержащую и накапливающую информацию обо
- 6. Маршрутизация и заполнение электронных Паспортов плавок/слитков/заготовок в металлургическом производстве Титульный лист плавки Сертификат на металлошихту Проба
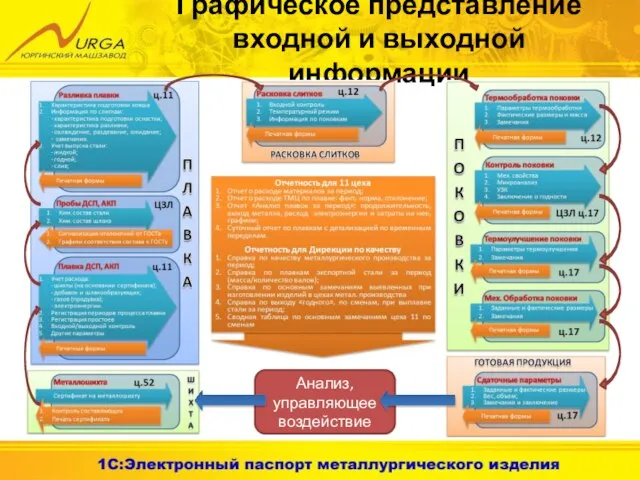
- 7. Графическое представление входной и выходной информации Анализ, управляющее воздействие
- 8. Функции разрабатываемой ИС формирование пакета документов «Паспорт изделия»; взаимный обмен информацией о заказах и контрагентах с
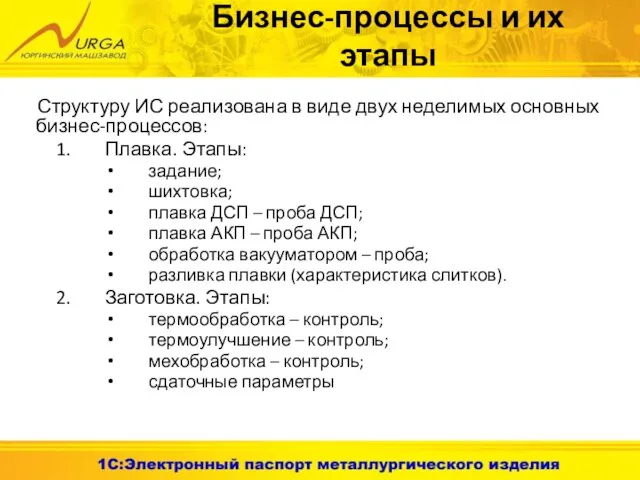
- 9. Бизнес-процессы и их этапы Структуру ИС реализована в виде двух неделимых основных бизнес-процессов: Плавка. Этапы: задание;
- 10. Интерфейсы ИС В данный момент времени, система имеет 5 основных интерфейсов, для работы с ней: Администратор
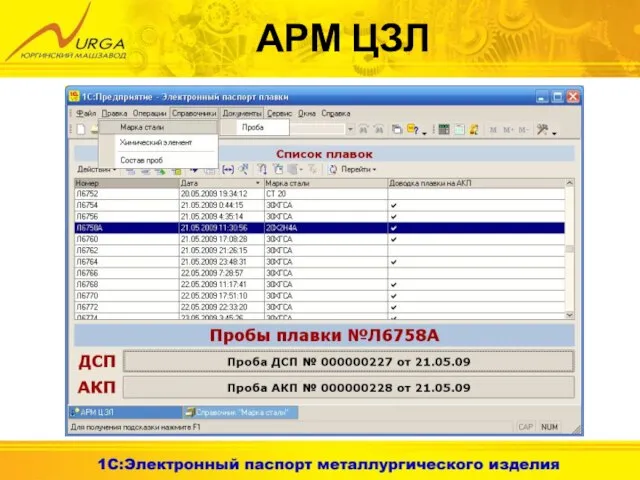
- 11. АРМ ЦЗЛ
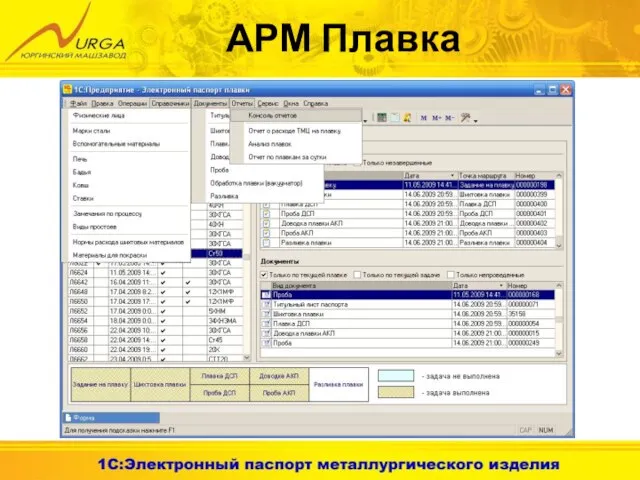
- 12. АРМ Плавка
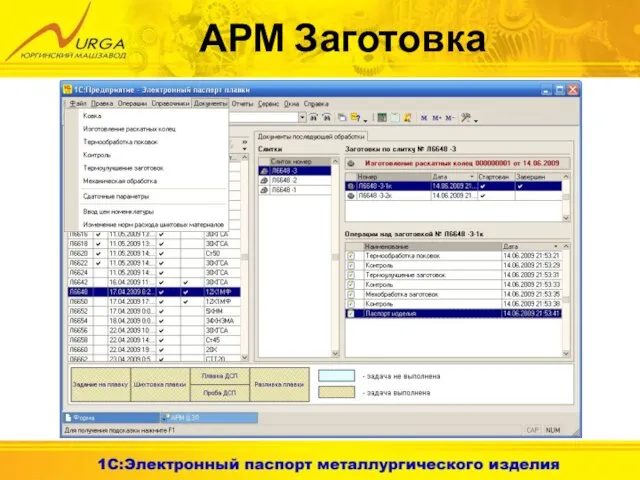
- 13. АРМ Заготовка
- 14. Модуль «Термообработка» Блок-схема База данных Операции над заготовками Загрузка нагревательной печи № __ Выбор номенклатуры, ввод
- 15. Модуль «Термообработка» Пример: наложение фактических данных полученных с датчиков на график тех. процесса
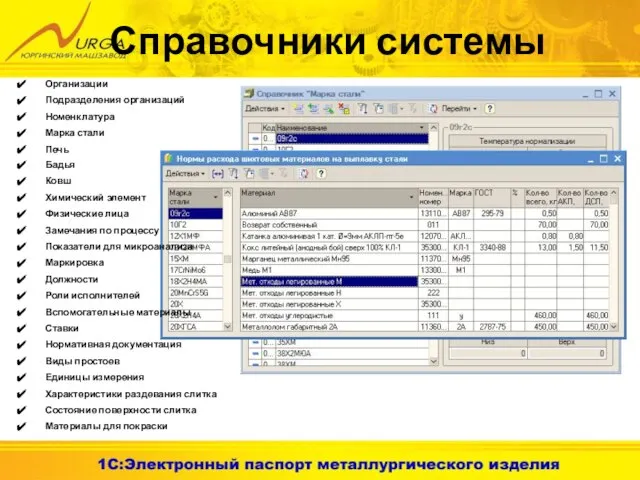
- 16. Справочники системы Организации Подразделения организаций Номенклатура Марка стали Печь Бадья Ковш Химический элемент Физические лица Замечания
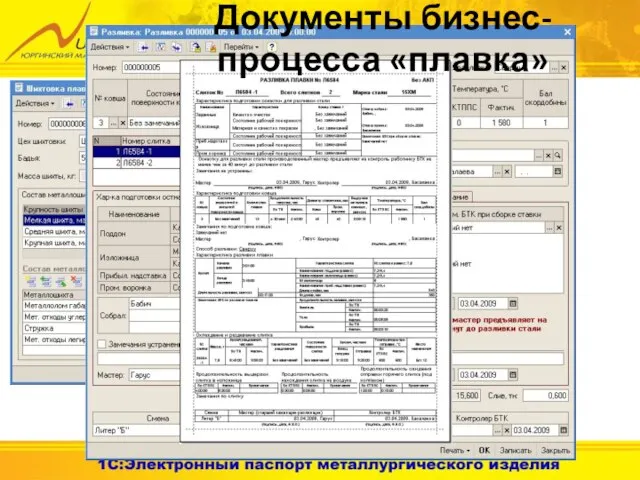
- 17. Документы бизнес-процесса «плавка»
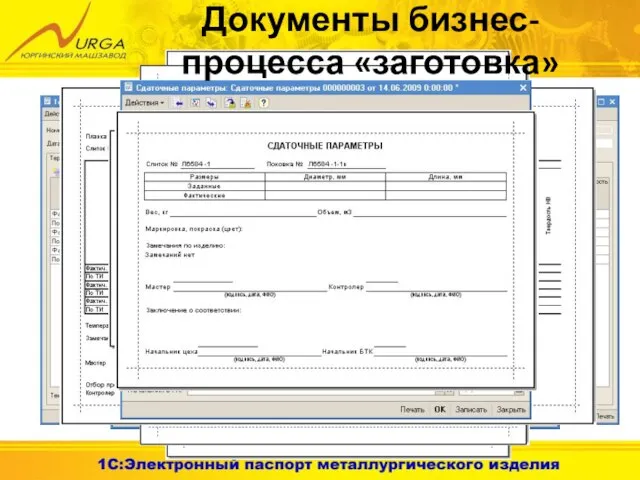
- 18. Документы бизнес-процесса «заготовка»
- 19. Отчеты системы
- 20. Достигнутые результаты Снижена нагрузка на персонал, связанная с необходимостью сбора и обработки большого количества информации на
- 21. Перспективы развития дополнение системы всеми необходимыми отчетами, потребность в которых может появиться в будущем; автоматический съем
- 22. Заключение В результате автоматизации упростилась обработка документов, что позволяем руководству в режиме реального времени получать информацию
- 24. Скачать презентацию
Слайд 2О предприятии
Главная особенность ООО "Юргинский машзавод" заключается в том, что он представляет
О предприятии
Главная особенность ООО "Юргинский машзавод" заключается в том, что он представляет
Слайд 3Металлургическая продукция
Металлургическое производство Юргинского машзавода представляет собой комплекс цехов полного цикла, оснащенных
Металлургическая продукция
Металлургическое производство Юргинского машзавода представляет собой комплекс цехов полного цикла, оснащенных
Слайд 4Виды выпускаемой металлургической продукции
Прессовые поковки
Кольца раскатные
Молотовые поковки и штамповки
Литые заготовки
Точное литье
Кузнечные слитки
Сифонные
Виды выпускаемой металлургической продукции
Прессовые поковки
Кольца раскатные
Молотовые поковки и штамповки
Литые заготовки
Точное литье
Кузнечные слитки
Сифонные

Слайд 5Основная задача поставленная для отдела – это создание единой информационной базы, содержащую
Основная задача поставленная для отдела – это создание единой информационной базы, содержащую
Слайд 6Маршрутизация и заполнение электронных Паспортов плавок/слитков/заготовок в металлургическом производстве
Титульный лист плавки
Сертификат
Маршрутизация и заполнение электронных Паспортов плавок/слитков/заготовок в металлургическом производстве
Титульный лист плавки
Сертификат

Слайд 7Графическое представление входной и выходной информации
Анализ, управляющее воздействие
Графическое представление входной и выходной информации
Анализ, управляющее воздействие
Слайд 8Функции разрабатываемой ИС
формирование пакета документов «Паспорт изделия»;
взаимный обмен информацией о заказах и
Функции разрабатываемой ИС
формирование пакета документов «Паспорт изделия»;
взаимный обмен информацией о заказах и

Слайд 9Бизнес-процессы и их этапы
Структуру ИС реализована в виде двух неделимых основных бизнес-процессов:
Плавка.
Бизнес-процессы и их этапы
Структуру ИС реализована в виде двух неделимых основных бизнес-процессов:
Плавка.
Слайд 10Интерфейсы ИС
В данный момент времени, система имеет 5 основных интерфейсов, для работы
Интерфейсы ИС
В данный момент времени, система имеет 5 основных интерфейсов, для работы
Слайд 11АРМ ЦЗЛ
АРМ ЦЗЛ
Слайд 12АРМ Плавка
АРМ Плавка
Слайд 13АРМ Заготовка
АРМ Заготовка
Слайд 14Модуль «Термообработка»
Блок-схема
База данных
Операции над заготовками
Загрузка нагревательной печи № __
Выбор номенклатуры,
Модуль «Термообработка»
Блок-схема
База данных
Операции над заготовками
Загрузка нагревательной печи № __
Выбор номенклатуры,

Слайд 15Модуль «Термообработка»
Пример: наложение фактических данных
полученных с датчиков на график тех. процесса
Модуль «Термообработка»
Пример: наложение фактических данных
полученных с датчиков на график тех. процесса

Слайд 16Справочники системы
Организации
Подразделения организаций
Номенклатура
Марка стали
Печь
Бадья
Ковш
Химический элемент
Физические лица
Замечания по процессу
Показатели для микроанализа
Маркировка
Должности
Роли исполнителей
Вспомогательные материалы
Ставки
Нормативная
Справочники системы
Организации
Подразделения организаций
Номенклатура
Марка стали
Печь
Бадья
Ковш
Химический элемент
Физические лица
Замечания по процессу
Показатели для микроанализа
Маркировка
Должности
Роли исполнителей
Вспомогательные материалы
Ставки
Нормативная
Слайд 17Документы бизнес-процесса «плавка»
Документы бизнес-процесса «плавка»
Слайд 18Документы бизнес-процесса «заготовка»
Документы бизнес-процесса «заготовка»
Слайд 19Отчеты системы
Отчеты системы

Слайд 20Достигнутые результаты
Снижена нагрузка на персонал, связанная с необходимостью сбора и обработки большого
Достигнутые результаты
Снижена нагрузка на персонал, связанная с необходимостью сбора и обработки большого
Слайд 21Перспективы развития
дополнение системы всеми необходимыми отчетами, потребность в которых может появиться в
Перспективы развития
дополнение системы всеми необходимыми отчетами, потребность в которых может появиться в
Слайд 22Заключение
В результате автоматизации упростилась обработка документов, что позволяем руководству в режиме реального
Заключение
В результате автоматизации упростилась обработка документов, что позволяем руководству в режиме реального
 Сказка о том, откуда возникла наука Информатика
Сказка о том, откуда возникла наука Информатика "Последний звонок" - 2011
"Последний звонок" - 2011 Динозавры
Динозавры Boyko_Prezentatsiya_2_0
Boyko_Prezentatsiya_2_0 Натюрморт
Натюрморт Последняя миля BI проекта:визуализация и анализ данных
Последняя миля BI проекта:визуализация и анализ данных Степи Кубани
Степи Кубани Презентация на тему Энерготраты человека и пищевой рацион
Презентация на тему Энерготраты человека и пищевой рацион “Присутність кандидатів у Президенти України в Livejournal* як складовий елемент передвиборчої кампанії” Микола Малуха ака jesfor 30.01.2009 Р.Х. *персонального блоґу
“Присутність кандидатів у Президенти України в Livejournal* як складовий елемент передвиборчої кампанії” Микола Малуха ака jesfor 30.01.2009 Р.Х. *персонального блоґу Презентация на тему Понятие о систематике растений (6 класс)
Презентация на тему Понятие о систематике растений (6 класс) СЕКСУАЛЬНОЕ ЗДОРОВЬЕИ ПРАВА ЧЕЛОВЕКА
СЕКСУАЛЬНОЕ ЗДОРОВЬЕИ ПРАВА ЧЕЛОВЕКА техника безоп
техника безоп Типы костров
Типы костров Токарь профессия
Токарь профессия Светлейший князь Григорий Александрович Потемкин-Таврический
Светлейший князь Григорий Александрович Потемкин-Таврический Акробатические элементы. Упражнения на гибкость, растяжка, координация
Акробатические элементы. Упражнения на гибкость, растяжка, координация Древнейшая Греция
Древнейшая Греция Общая характеристика судебников 1497 и 1550. Их значение в истории Российского государства
Общая характеристика судебников 1497 и 1550. Их значение в истории Российского государства БОРОДИНСКАЯ ПАНОРАМА
БОРОДИНСКАЯ ПАНОРАМА Колебания
Колебания Сбор и подготовка нефти, газа и воды Грековского месторождения
Сбор и подготовка нефти, газа и воды Грековского месторождения NEW BEGINNING
NEW BEGINNING  Конфликты
Конфликты И это тоже Профсоюз!
И это тоже Профсоюз! Квартиры в домах в ЖК Янино Парк в 20 минутах от Ладожского вокзала в Санкт-Петербурге
Квартиры в домах в ЖК Янино Парк в 20 минутах от Ладожского вокзала в Санкт-Петербурге Тема презентации. Размер презентации
Тема презентации. Размер презентации Презентация на тему Групповая работа с детьми старшей группы компенсирующей направленности с ЗПР
Презентация на тему Групповая работа с детьми старшей группы компенсирующей направленности с ЗПР Запоминающие устройства
Запоминающие устройства