- Агрегатные станки ТМ-21 (Ре дизайн)

Содержание
- 2. Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных и частично специальных агрегатов. применяются в крупносерийном и массовом
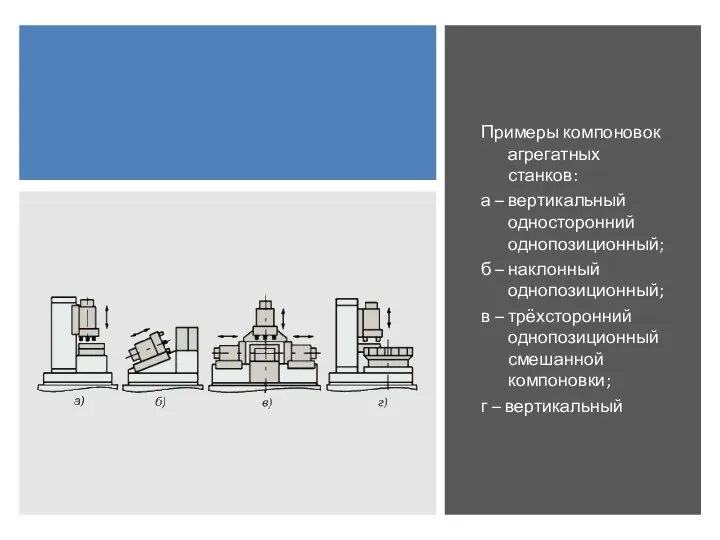
- 3. Примеры компоновок агрегатных станков: а – вертикальный односторонний однопозиционный; б – наклонный однопозиционный; в – трёхсторонний
- 4. Модель BP-50 с удлиненным столом 400×1500 мм для сверления прутов, используя многошпиндельные сверлильные головы установленные в
- 6. К нормализованным узлам относятся: 1. Силовые головки 2. Столы: силовые, делительные, фиксации и зажима, транспортных узлов.
- 7. Сверлильный станок с вращающейся головой вокруг 2-х уровневого стола.
- 8. 4-х позиционная круговая батарея сверлильных станков. Позиция 1: загрузка заготовки с автоматическим регулированием положения по длине;
- 9. станки однопозиционные (а, б, в) и многопозиционные (в, д); одношпиндельные и многошпиндельные; горизонтальные (а), вертикальные (г),
- 10. Агрегатный станок модели 13ПА
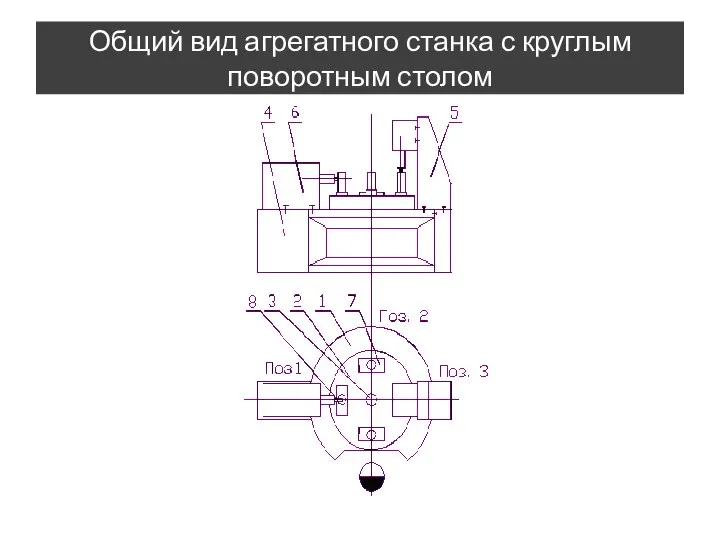
- 11. Общий вид агрегатного станка с круглым поворотным столом
- 12. Силовые столы предназначены для установки на них инструментальных бабок (фрезерных, сверлильных и др.) с самостоятельным приводом
- 13. Силовые головки Предназначены для сообщения инструменту главного движения, рабочей подачи и установочных перемещений. работают обычно в
- 14. Головки, у которых привод подачи встроен в корпус, называют самодействующими- обеспечивают и вращение и подачу инструмента
- 15. Силовые головки с кулачковым приводом
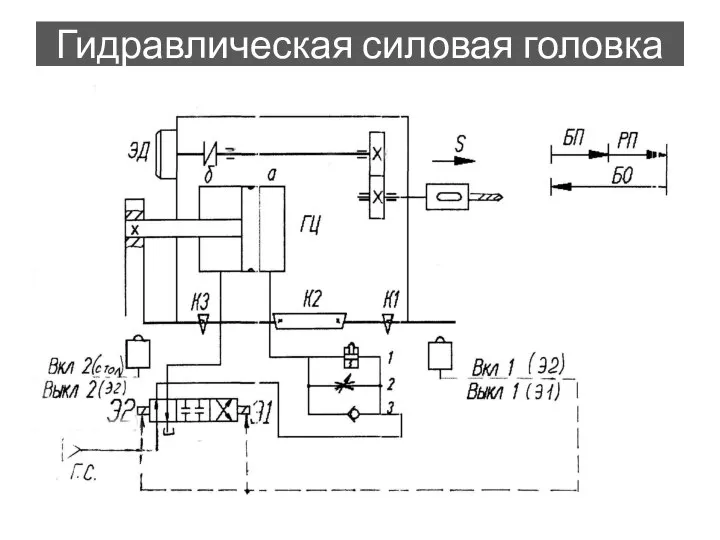
- 16. Гидравлическая силовая головка
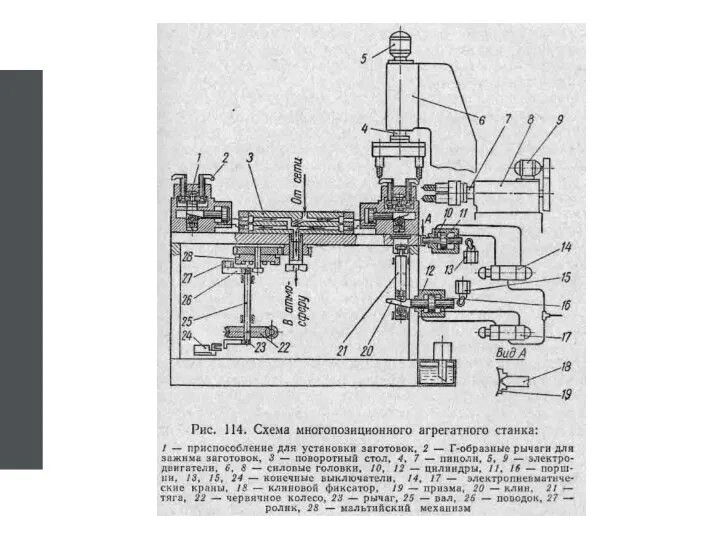
- 17. Схема агрегатного станка в работе: 1 — электродвигатели; 2 — силовые головки; 3 — шпиндели; 4
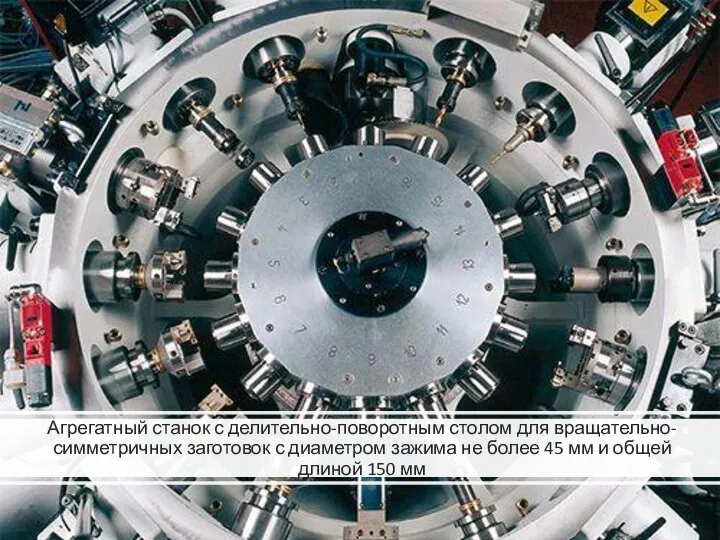
- 19. Агрегатный станок с делительно-поворотным столом для вращательно-симметричных заготовок с диаметром зажима не более 45 мм и
- 21. Обработка отверстий в профильной трубе (мелкосерийное производство), Обработка длинномерных деталей (до 12м.)
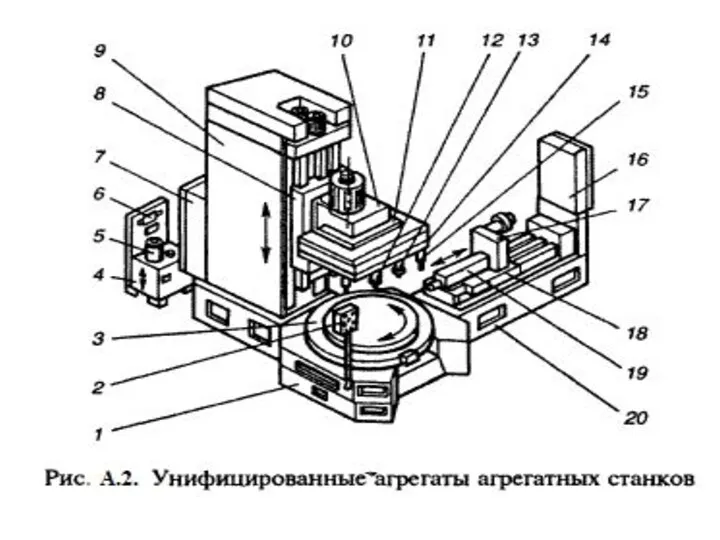
- 22. Принцип компоновки агрегатных станков из унифицированных узлов
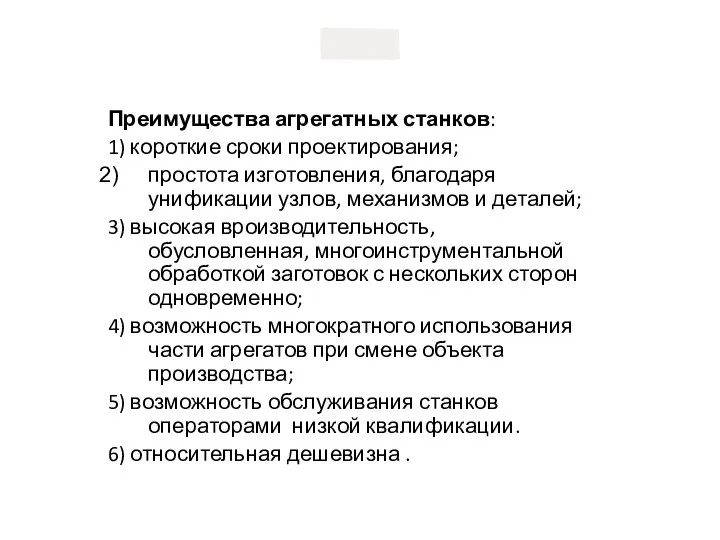
- 24. Преимущества агрегатных станков: 1) короткие сроки проектирования; простота изготовления, благодаря унификации узлов, механизмов и деталей; 3)
- 26. Скачать презентацию
Слайд 2Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных
и частично специальных
агрегатов.
применяются в
крупносерийном
и массовом производстве.
Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных
и частично специальных
агрегатов.
применяются в
крупносерийном
и массовом производстве.

Слайд 3Примеры компоновок агрегатных станков:
а – вертикальный односторонний однопозиционный;
б – наклонный однопозиционный;
в –
Примеры компоновок агрегатных станков:
а – вертикальный односторонний однопозиционный;
б – наклонный однопозиционный;
в –
Слайд 4Модель BP-50 с удлиненным столом 400×1500 мм для сверления прутов, используя многошпиндельные
Модель BP-50 с удлиненным столом 400×1500 мм для сверления прутов, используя многошпиндельные


Слайд 6К нормализованным узлам относятся:
1. Силовые головки
2. Столы: силовые, делительные, фиксации и зажима,
К нормализованным узлам относятся:
1. Силовые головки
2. Столы: силовые, делительные, фиксации и зажима,
Слайд 7Сверлильный станок с вращающейся головой вокруг 2-х уровневого стола.
Сверлильный станок с вращающейся головой вокруг 2-х уровневого стола.

Слайд 84-х позиционная круговая батарея сверлильных станков.
Позиция 1: загрузка
заготовки с
автоматическим
регулированием
положения по длине;
позиция 2: операция
сверления;
позиция 3: операция
резьбонарезния;
позиция 4:
автоматическое
выталкивание
4-х позиционная круговая батарея сверлильных станков.
Позиция 1: загрузка
заготовки с
автоматическим
регулированием
положения по длине;
позиция 2: операция
сверления;
позиция 3: операция
резьбонарезния;
позиция 4:
автоматическое
выталкивание

Слайд 9станки однопозиционные (а, б, в) и многопозиционные (в, д);
одношпиндельные и многошпиндельные;
горизонтальные
станки однопозиционные (а, б, в) и многопозиционные (в, д);
одношпиндельные и многошпиндельные;
горизонтальные
Слайд 10Агрегатный станок модели 13ПА
Агрегатный станок модели 13ПА

Слайд 11
Общий вид агрегатного станка с круглым поворотным столом
Общий вид агрегатного станка с круглым поворотным столом
Слайд 12Силовые столы
предназначены для установки на них инструментальных бабок (фрезерных, сверлильных и др.)
Силовые столы
предназначены для установки на них инструментальных бабок (фрезерных, сверлильных и др.)
Слайд 13Силовые головки
Предназначены для сообщения инструменту главного движения, рабочей подачи и установочных перемещений.
работают
Силовые головки
Предназначены для сообщения инструменту главного движения, рабочей подачи и установочных перемещений.
работают

Слайд 14Головки, у которых привод подачи встроен в корпус, называют самодействующими- обеспечивают и
Головки, у которых привод подачи встроен в корпус, называют самодействующими- обеспечивают и
Слайд 15
Силовые головки с кулачковым приводом
Силовые головки с кулачковым приводом

Слайд 16
Гидравлическая силовая головка
Гидравлическая силовая головка
Слайд 17Схема агрегатного станка в работе:
1 — электродвигатели;
2 — силовые головки;
3 — шпиндели;
4
Схема агрегатного станка в работе:
1 — электродвигатели;
2 — силовые головки;
3 — шпиндели;
4

Слайд 19Агрегатный станок с делительно-поворотным столом для вращательно-симметричных заготовок с диаметром зажима не более 45 мм
Агрегатный станок с делительно-поворотным столом для вращательно-симметричных заготовок с диаметром зажима не более 45 мм

Слайд 21
Обработка отверстий в профильной трубе (мелкосерийное производство), Обработка длинномерных деталей (до 12м.)
Обработка отверстий в профильной трубе (мелкосерийное производство), Обработка длинномерных деталей (до 12м.)

Слайд 22
Принцип компоновки агрегатных станков из унифицированных узлов
Принцип компоновки агрегатных станков из унифицированных узлов

Слайд 24Преимущества агрегатных станков:
1) короткие сроки проектирования;
простота изготовления, благодаря унификации узлов, механизмов и
Преимущества агрегатных станков:
1) короткие сроки проектирования;
простота изготовления, благодаря унификации узлов, механизмов и
 О вреде курения для детей
О вреде курения для детей Казанский государственный институт культуры
Казанский государственный институт культуры Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ
Инновационная экономика в России – что делать? Лекция памяти Егора Гайдара в РЭШ Важные советы для ведения переговоров
Важные советы для ведения переговоров Таиланд
Таиланд Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries
Система оплаты труда сотрудников самовывозов и пунктов выдачи заказов интернет магазина Wildberries Организация деятельности отделения психологического обеспечения
Организация деятельности отделения психологического обеспечения Education in Great Britain
Education in Great Britain  Бюджет для граждан 2021 год
Бюджет для граждан 2021 год Готика (готический стиль). Конец 12 - 14 век
Готика (готический стиль). Конец 12 - 14 век Жесткий диск
Жесткий диск Юридические коллизии: понятие и способы их разрешения
Юридические коллизии: понятие и способы их разрешения Гипертония
Гипертония  Фенотипическая или модификационная изменчивость
Фенотипическая или модификационная изменчивость Архитектура первой половины XIX века
Архитектура первой половины XIX века искусство высокого возрождения
искусство высокого возрождения Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины
Пути снижения отрицательного влияния регулирующей ступени на экономичность последующих нерегулируемых ступеней паровой турбины 23 февраля – День Защитника Отечества
23 февраля – День Защитника Отечества Дороги, которые мы выбираем
Дороги, которые мы выбираем Шоколад-польза или вред?
Шоколад-польза или вред? Из истории вышивки
Из истории вышивки Презентация Нагрузки и воздействия
Презентация Нагрузки и воздействия A Day to Remember. The Past Simple Tense
A Day to Remember. The Past Simple Tense «Пословицы и поговорки на современный лад»
«Пословицы и поговорки на современный лад» Программно-аппаратный комплекс для построения среды электронного документооборота
Программно-аппаратный комплекс для построения среды электронного документооборота Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством
Обзор зарубежной международно-правовой практики борьбы c интернет-пиратством Моделирование и конструирование
Моделирование и конструирование Бухгалтерский умный модуль
Бухгалтерский умный модуль