- АКЦИОНЕРНОЕ ОБЩЕСТВО «АЗИЯ АВТО»

Содержание
- 2. Энергосбережение – это наше направление! Конденсаторы – наша продукция! Качество – наше кредо!
- 3. История завода 1959 год – выпущены первые конденсаторы; 1962 год – освоены конденсаторные установки и конденсаторы
- 4. История завода 2007 год: Внедрено автоматическое намоточное оборудование фирмы «Synthesis»; Приобретены высокопроизводительные, высокоточные гидравлические ножницы компании
- 5. Профессии предприятия Сверловщик Наладчик КИПиА Оператор станков с программным управлением (револьверно-пробивной) Маляр Сборщик сильноточных конденсаторов Намотчик
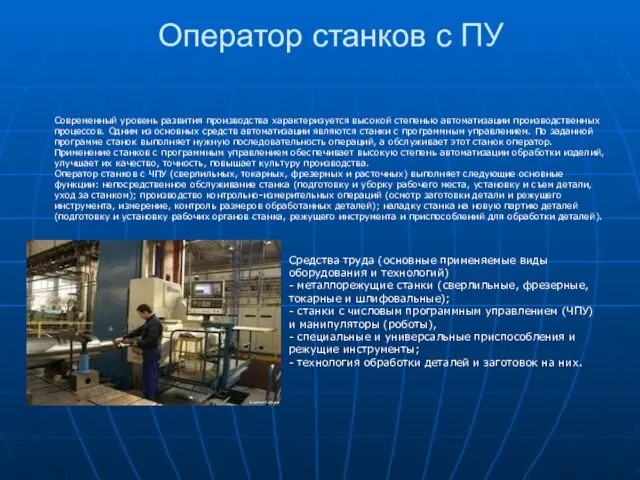
- 6. Оператор станков с ПУ Современный уровень развития производства характеризуется высокой степенью автоматизации производственных процессов. Одним из
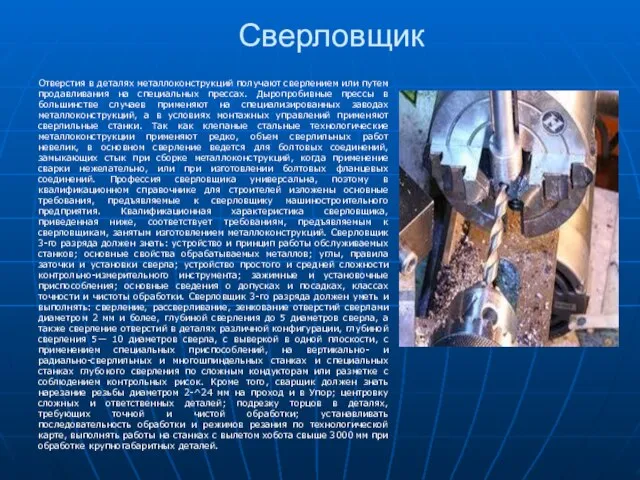
- 7. Сверловщик Отверстия в деталях металлоконструкций получают сверлением или путем продавливания на специальных прессах. Дыропробивные прессы в
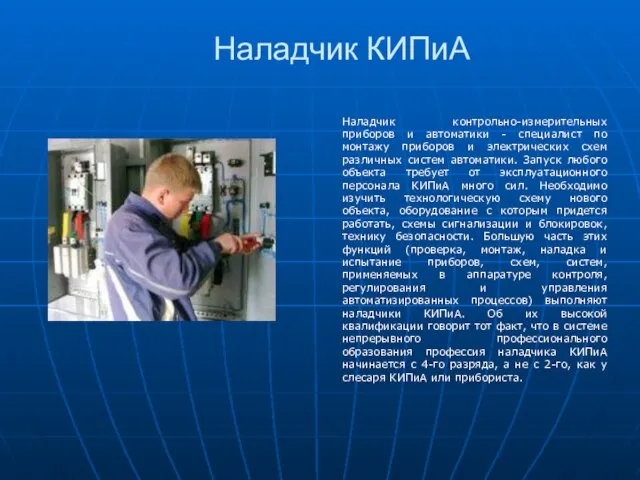
- 8. Наладчик КИПиА Наладчик контрольно-измерительных приборов и автоматики - специалист по монтажу приборов и электрических схем различных
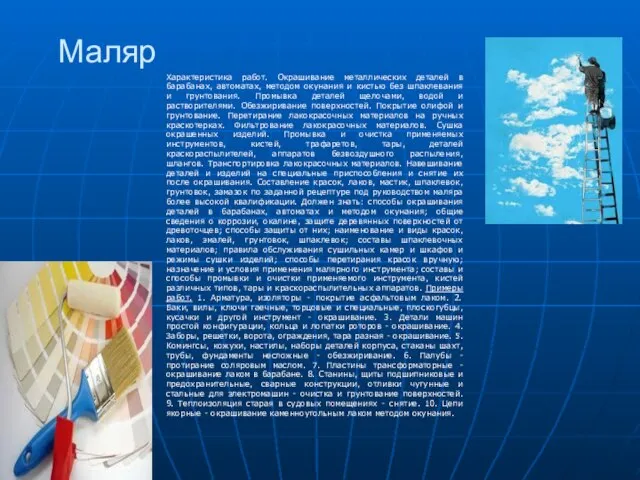
- 9. Маляр Характеристика работ. Окрашивание металлических деталей в барабанах, автоматах, методом окунания и кистью без шпаклевания и
- 10. Сборщик сильноточных конденсаторов Характеристика работ. Сборка из непропитанных пакетов выемной части сильноточных конденсаторов. Сборка и пайка
- 11. Намотчик секций силовых конденсаторов Характеристика работ, задачи и должностные обязанности - Наматывает секции для низковольтных и
- 12. СЕРТИФИКАТЫ
- 13. КАРТА ДИЛЕРСКОЙ СЕТИ АО «УККЗ»
- 14. КАРТА ПОСТАВОК ПРОДУКЦИИ АО «УККЗ»
- 15. ПРЕИМУЩЕСТВА
- 16. Среди производителей Европы и стран СНГ ТОО «УККЗ» имеет наиболее широкую номенклатуру выпускаемой продукции, которая постоянно
- 18. Скачать презентацию

Слайд 3История завода
1959 год – выпущены первые конденсаторы;
1962 год – освоены конденсаторные установки
История завода
1959 год – выпущены первые конденсаторы;
1962 год – освоены конденсаторные установки
Слайд 4История завода
2007 год:
Внедрено автоматическое намоточное оборудование фирмы «Synthesis»;
Приобретены высокопроизводительные, высокоточные
История завода
2007 год:
Внедрено автоматическое намоточное оборудование фирмы «Synthesis»;
Приобретены высокопроизводительные, высокоточные
Слайд 5Профессии предприятия
Сверловщик
Наладчик КИПиА
Оператор станков с программным управлением (револьверно-пробивной)
Маляр
Сборщик сильноточных конденсаторов
Намотчик секций силовых
Профессии предприятия
Сверловщик
Наладчик КИПиА
Оператор станков с программным управлением (револьверно-пробивной)
Маляр
Сборщик сильноточных конденсаторов
Намотчик секций силовых
Слайд 6Оператор станков с ПУ
Современный уровень развития производства характеризуется высокой степенью автоматизации производственных
Оператор станков с ПУ
Современный уровень развития производства характеризуется высокой степенью автоматизации производственных
Слайд 7Сверловщик
Отверстия в деталях металлоконструкций получают сверлением или путем продавливания на специальных прессах.
Сверловщик
Отверстия в деталях металлоконструкций получают сверлением или путем продавливания на специальных прессах.
Слайд 8Наладчик КИПиА
Наладчик контрольно-измерительных приборов и автоматики - специалист по монтажу приборов и
Наладчик КИПиА
Наладчик контрольно-измерительных приборов и автоматики - специалист по монтажу приборов и
Слайд 9Маляр
Характеристика работ. Окрашивание металлических деталей в барабанах, автоматах, методом окунания и кистью
Маляр
Характеристика работ. Окрашивание металлических деталей в барабанах, автоматах, методом окунания и кистью
Слайд 10Сборщик сильноточных конденсаторов
Характеристика работ. Сборка из непропитанных пакетов выемной части сильноточных конденсаторов. Сборка
Сборщик сильноточных конденсаторов
Характеристика работ. Сборка из непропитанных пакетов выемной части сильноточных конденсаторов. Сборка

Слайд 11Намотчик секций силовых конденсаторов
Характеристика работ, задачи и должностные обязанности
- Наматывает секции для
Намотчик секций силовых конденсаторов
Характеристика работ, задачи и должностные обязанности
- Наматывает секции для

Слайд 12СЕРТИФИКАТЫ
СЕРТИФИКАТЫ

Слайд 13КАРТА ДИЛЕРСКОЙ СЕТИ АО «УККЗ»
КАРТА ДИЛЕРСКОЙ СЕТИ АО «УККЗ»

Слайд 14КАРТА ПОСТАВОК ПРОДУКЦИИ АО «УККЗ»
КАРТА ПОСТАВОК ПРОДУКЦИИ АО «УККЗ»

Слайд 15ПРЕИМУЩЕСТВА
ПРЕИМУЩЕСТВА
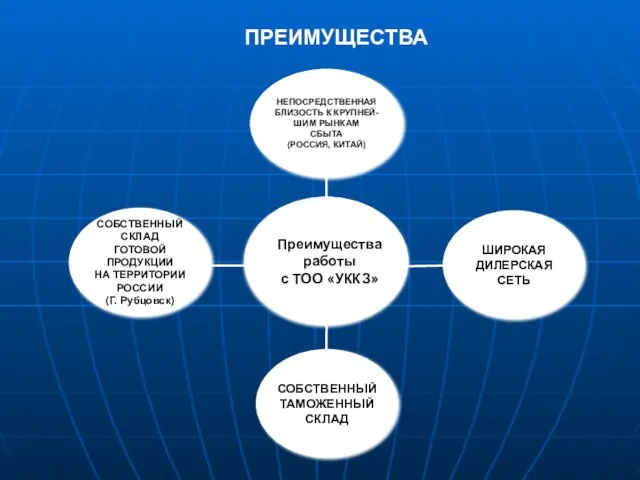
Слайд 16 Среди производителей Европы и стран СНГ ТОО «УККЗ» имеет наиболее широкую
Среди производителей Европы и стран СНГ ТОО «УККЗ» имеет наиболее широкую
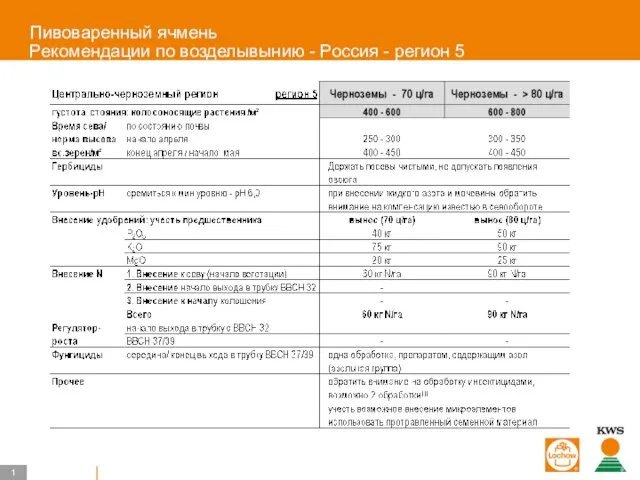 Пивоваренный ячмень Рекомендации по возделывынию - Россия - регион 5
Пивоваренный ячмень Рекомендации по возделывынию - Россия - регион 5 Rvany_burger
Rvany_burger Музыкальные инструменты Коми края
Музыкальные инструменты Коми края Проповедь. Дерево или вереск
Проповедь. Дерево или вереск назначение устройства и принцип действия гид систем тракторов3
назначение устройства и принцип действия гид систем тракторов3 Художественная культура 30-50-хгг. XIX века Реализм в зарубежной живописи
Художественная культура 30-50-хгг. XIX века Реализм в зарубежной живописи 3 класс Порядок действий класс.
3 класс Порядок действий класс. Осенний пейзаж
Осенний пейзаж Презентация EchoLink !!!
Презентация EchoLink !!! Учебный тренажёр ЕГЭ - Орфография и пунктуация
Учебный тренажёр ЕГЭ - Орфография и пунктуация Чехов и Левитан
Чехов и Левитан Организованная преступность
Организованная преступность Классный час Сталинградская битва
Классный час Сталинградская битва Презентация на тему Физическая культура в странах Древнего Востока
Презентация на тему Физическая культура в странах Древнего Востока  Творческий проект
Творческий проект Предраковые заболевания слизистой оболочки рта и красной каймы
Предраковые заболевания слизистой оболочки рта и красной каймы «Государственно-общественное управление образованием»
«Государственно-общественное управление образованием» Обучение страноведению с применением информационно-коммуникационных технологий
Обучение страноведению с применением информационно-коммуникационных технологий Виконання завдань технічного забезпечення
Виконання завдань технічного забезпечення Применение методов решения задачи удовлетворения ограничениям для построения управляющих конечных автоматов по сценариям работ
Применение методов решения задачи удовлетворения ограничениям для построения управляющих конечных автоматов по сценариям работ Вариант 1 1) Из списка устройств выберите устройства, которые только вводят информацию в компьютер2) Из списка устройств выбери
Вариант 1 1) Из списка устройств выберите устройства, которые только вводят информацию в компьютер2) Из списка устройств выбери Презентация_33
Презентация_33 Презентация на тему Буддизм (5 класс)
Презентация на тему Буддизм (5 класс) Средний класс в Украине
Средний класс в Украине 4,3,2,1,5 – основа супов 3,1,2,5,4 – клеймо, выжигаемое на коже или рогах сельскохозяйственных животных 5,4,3,1 – войсковое подразделение 4,3,1
4,3,2,1,5 – основа супов 3,1,2,5,4 – клеймо, выжигаемое на коже или рогах сельскохозяйственных животных 5,4,3,1 – войсковое подразделение 4,3,1 РАБОТА ЦЕНТРА «СОДЕЙСТВИЯ И УКРЕПЛЕНИЯ ЗДОРОВЬЯ» 2011-2012 УЧ. ГОД
РАБОТА ЦЕНТРА «СОДЕЙСТВИЯ И УКРЕПЛЕНИЯ ЗДОРОВЬЯ» 2011-2012 УЧ. ГОД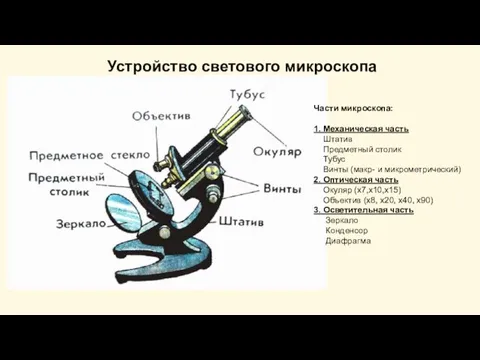 USTROI_774_STVO_MIKROSKOPA_preparaty
USTROI_774_STVO_MIKROSKOPA_preparaty Нормативно-правовые основы и порядок оформления документов на выдачу музейных предметов для передвижных выставок
Нормативно-правовые основы и порядок оформления документов на выдачу музейных предметов для передвижных выставок