- Автоматизированные системы управления цехом – постановка задачи и проблема внедрения

Содержание
- 2. Производство и ремонт газотурбинной техники: Авиационные двигатели (ПС-90, разработка ПД-14) Наземные ГТУ (энергетические и газоперекачивающие) Более
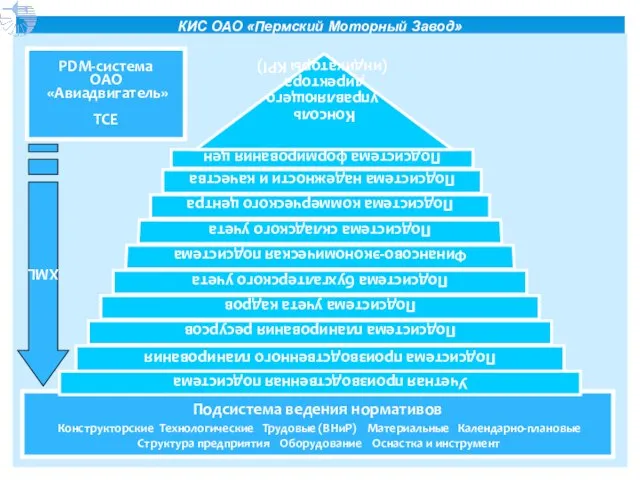
- 3. КИС ОАО «Пермский Моторный Завод» Подсистема ведения нормативов Конструкторские Технологические Трудовые (ВНиР) Материальные Календарно-плановые Структура предприятия
- 4. Внутрицеховый уровень планирования и учета содержит следующие элементы: 1.1 формирование краткосрочного плана (день, неделя,…) производства ДСЕ
- 5. Реализация п.1.1 требует наличия на входе в подсистему плана запуска/выпуска ДСЕ цехами/участками, рассчитанного от бизнес-плана выпуска
- 6. На основании вышесказанного, на предприятии было принято решение реализовать внутрицеховую автоматизированную систему, реализующую функции пооперационного учета
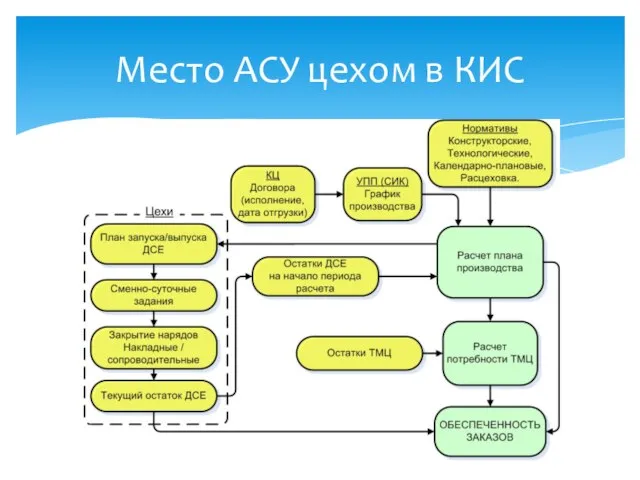
- 7. Место АСУ цехом в КИС
- 8. В условиях конкуренции на рынке выживают предприятия с наиболее эффективной системой управления производством, с наибольшей производительностью
- 9. Требования к бизнес-процессу. 1. Все перемещения ТМЦ осуществляются по документам. В местах получения ТМЦ делается подтверждение
- 10. Партии обработки формируются по ДСЕ из плана запуска. Приоритетность изготовления определяется плановой датой запуска. Партии формируются
- 11. Сменные задания выдаются по операциям карты обработки, сформированной на партию изготовления ДСЕ. Последовательность выдачи операций определяется
- 12. все перемещения ТМЦ между складами, цехами, участками осуществляются по документам, на основании которых можно однозначно определить,
- 13. ПРОБЛЕМЫ 1. Увеличение прозрачности состояния производства в цехе (на уровне предприятия) повышает ответственность исполнителей и руководства
- 15. Скачать презентацию
Слайд 2
Производство и ремонт газотурбинной техники:
Авиационные двигатели (ПС-90, разработка ПД-14)
Наземные ГТУ (энергетические и
Производство и ремонт газотурбинной техники:
Авиационные двигатели (ПС-90, разработка ПД-14)
Наземные ГТУ (энергетические и
Слайд 3КИС ОАО «Пермский Моторный Завод»
Подсистема ведения нормативов
Конструкторские Технологические Трудовые (ВНиР)
КИС ОАО «Пермский Моторный Завод»
Подсистема ведения нормативов
Конструкторские Технологические Трудовые (ВНиР)
Слайд 4Внутрицеховый уровень планирования и учета содержит следующие элементы:
1.1 формирование краткосрочного плана (день,
Внутрицеховый уровень планирования и учета содержит следующие элементы:
1.1 формирование краткосрочного плана (день,
Слайд 5Реализация п.1.1 требует наличия на входе в подсистему плана запуска/выпуска ДСЕ цехами/участками,
Реализация п.1.1 требует наличия на входе в подсистему плана запуска/выпуска ДСЕ цехами/участками,
Слайд 6На основании вышесказанного, на предприятии было принято решение реализовать внутрицеховую автоматизированную систему,
На основании вышесказанного, на предприятии было принято решение реализовать внутрицеховую автоматизированную систему,
Слайд 7Место АСУ цехом в КИС
Место АСУ цехом в КИС
Слайд 8В условиях конкуренции на рынке выживают предприятия с наиболее эффективной системой управления
В условиях конкуренции на рынке выживают предприятия с наиболее эффективной системой управления
Слайд 9Требования к бизнес-процессу.
1. Все перемещения ТМЦ осуществляются по документам. В местах получения
Требования к бизнес-процессу.
1. Все перемещения ТМЦ осуществляются по документам. В местах получения
Слайд 10Партии обработки формируются по ДСЕ из плана запуска. Приоритетность изготовления определяется плановой
Партии обработки формируются по ДСЕ из плана запуска. Приоритетность изготовления определяется плановой
Слайд 11Сменные задания выдаются по операциям карты обработки, сформированной на партию изготовления ДСЕ.
Сменные задания выдаются по операциям карты обработки, сформированной на партию изготовления ДСЕ.
Слайд 12все перемещения ТМЦ между складами, цехами, участками осуществляются по документам, на основании
Слайд 13ПРОБЛЕМЫ
1. Увеличение прозрачности состояния производства в цехе (на уровне предприятия) повышает ответственность
ПРОБЛЕМЫ
1. Увеличение прозрачности состояния производства в цехе (на уровне предприятия) повышает ответственность
 Внутреннее строение Земли
Внутреннее строение Земли База отдыха Борвиха
База отдыха Борвиха Сегментирование рынка
Сегментирование рынка  Преступление
Преступление  Основы С++
Основы С++ В здоровом теле - здоровый дух!
В здоровом теле - здоровый дух! Основные сведения о мониторах с ЭЛТ
Основные сведения о мониторах с ЭЛТ Русская литература 18 века. Классицизм.
Русская литература 18 века. Классицизм. Изложение в 3 классе
Изложение в 3 классе Переработка отходов в рубительной машине
Переработка отходов в рубительной машине Презентация на тему Святые и химеры
Презентация на тему Святые и химеры БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ
БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ День космонавтики - 2012
День космонавтики - 2012 Примитивная группа в классе, или класс как примитивная группа
Примитивная группа в классе, или класс как примитивная группа Осциллограф ВМ8020
Осциллограф ВМ8020 НОВАЯ СЕРИЯ WM
НОВАЯ СЕРИЯ WM Бытовой подряд
Бытовой подряд Архитектура и искусство эпохи Просвещения
Архитектура и искусство эпохи Просвещения Современные образовательные технологии в начальной школе
Современные образовательные технологии в начальной школе Презентация на темум Повесть о Петре и Февронии Муромских
Презентация на темум Повесть о Петре и Февронии Муромских ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?…
ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?… Размер 56-62
Размер 56-62 "Горжусь профессией своей!"
"Горжусь профессией своей!" День школьных библиотек
День школьных библиотек Великий Багратион
Великий Багратион КЛИНИЧЕСКИЕ СУПЕРВИЗИИ
КЛИНИЧЕСКИЕ СУПЕРВИЗИИ Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах
Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс
Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс