- Фанерование. Цель фанерования

Содержание
- 2. Цель фанерования. Этапы фанерования. ВОПРОСЫ ДЛЯ ОБСУЖДЕНИЯ СЕГОДНЯ НА УРОКЕ:
- 3. Мебель из дерева, деревянные элементы карниза, гнутые перила и ступени – все это смотрится отлично в
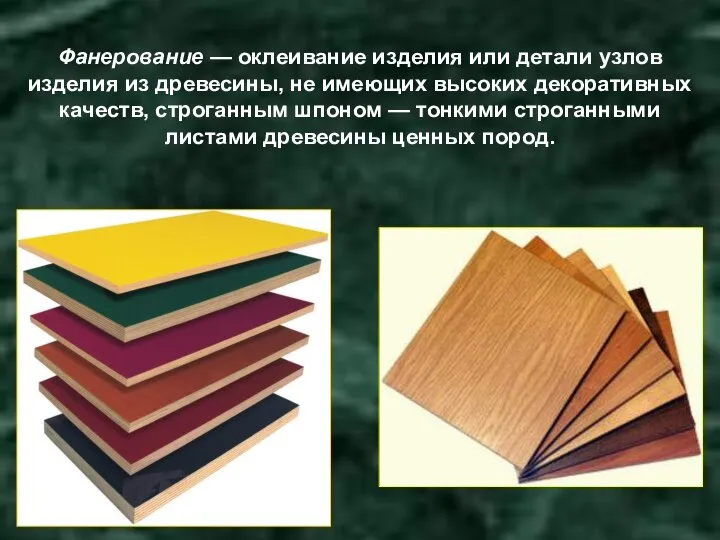
- 4. Фанерование — оклеивание изделия или детали узлов изделия из древесины, не имеющих высоких декоративных качеств, строганным
- 5. Назначение фанерования состоит в том, чтобы придать изделиям, изготовленным из дешевых, малоценных пород дерева, более красивый
- 6. Для того чтобы произвести качественное фанерование, необходимо выполнить ряд условий. Процесс фанерования проходит в несколько этапов:
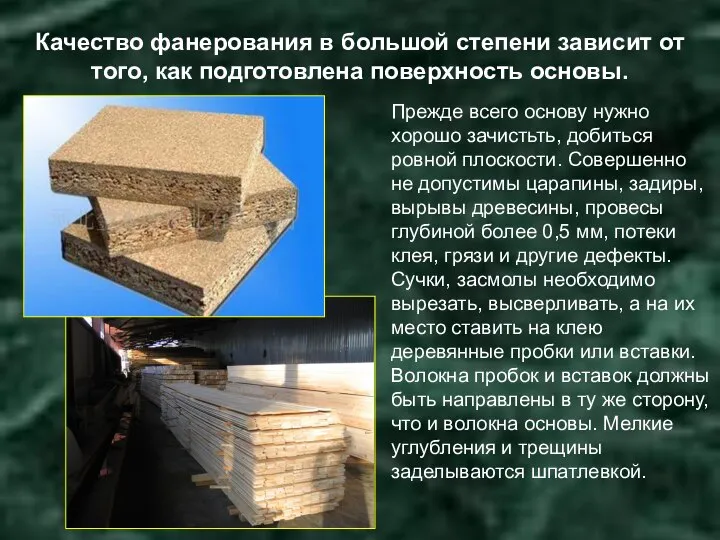
- 7. Прежде всего основу нужно хорошо зачистьть, добиться ровной плоскости. Совершенно не допустимы царапины, задиры, вырывы древесины,
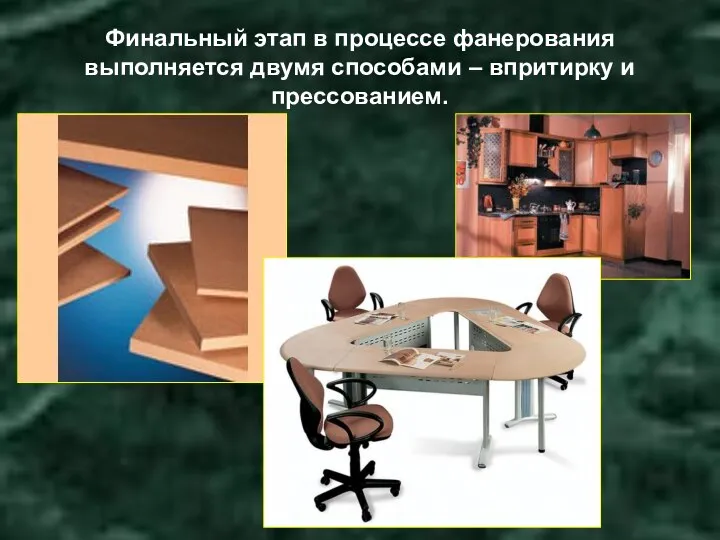
- 8. Финальный этап в процессе фанерования выполняется двумя способами – впритирку и прессованием.
- 9. И так, впритирку! После выравнивания поверхности подбирают и набирают шпон в листы, учитывая их цвет, текстуру
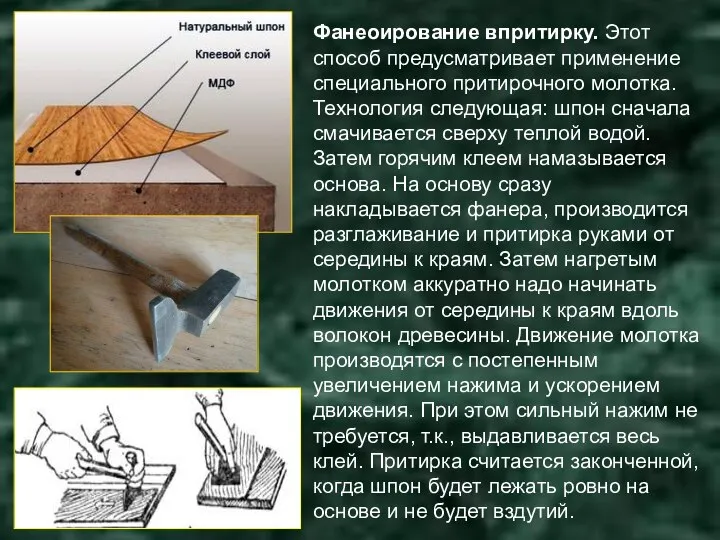
- 10. Фанеоирование впритирку. Этот способ предусматривает применение специального притирочного молотка. Технология следующая: шпон сначала смачивается сверху теплой
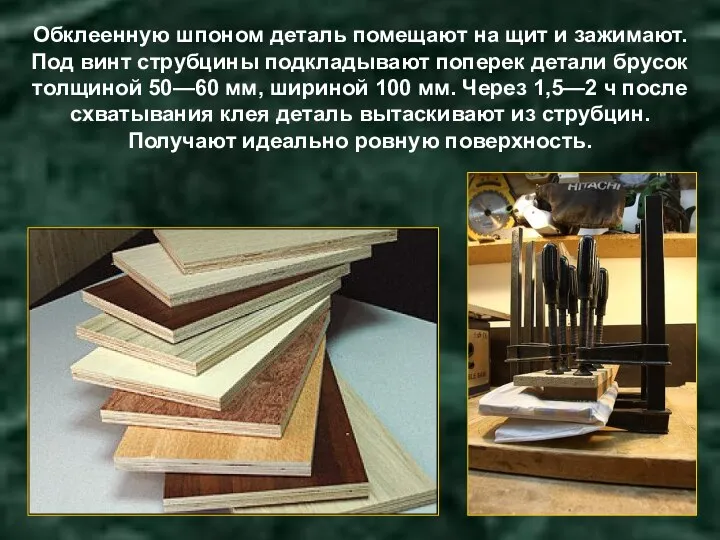
- 11. Обклеенную шпоном деталь помещают на щит и зажимают. Под винт струбцины подкладывают поперек детали брусок толщиной
- 12. Плоскости изделия рекомендуется выдерживать под давлением 6...8 часов, а кромки - 2. .4 часа После распрессовки
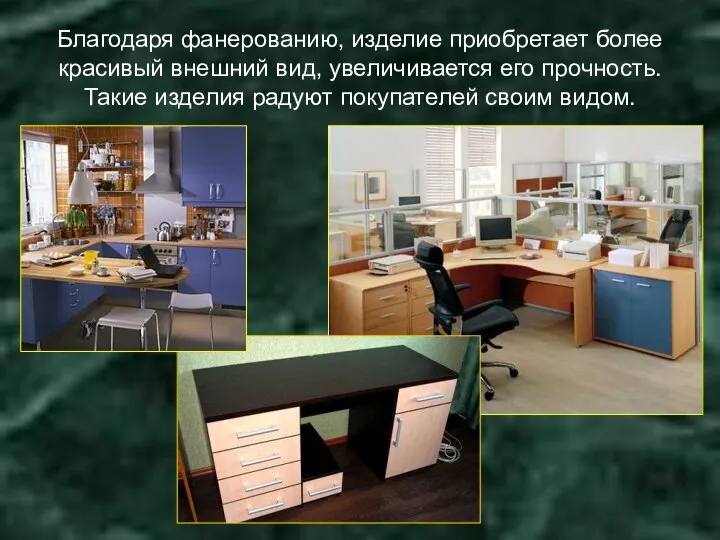
- 13. Благодаря фанерованию, изделие приобретает более красивый внешний вид, увеличивается его прочность. Такие изделия радуют покупателей своим
- 14. Процесс фанерования состоит из трех этапов: подготовки основы, то есть самой поверхности детали, подлежащей фанерованию, подготовки
- 16. Скачать презентацию

Слайд 3Мебель из дерева, деревянные элементы карниза, гнутые перила и ступени – все
Мебель из дерева, деревянные элементы карниза, гнутые перила и ступени – все
Слайд 4Фанерование — оклеивание изделия или детали узлов изделия из древесины, не имеющих высоких декоративных
Фанерование — оклеивание изделия или детали узлов изделия из древесины, не имеющих высоких декоративных
Слайд 5Назначение фанерования состоит в том, чтобы придать изделиям, изготовленным из дешевых, малоценных
Назначение фанерования состоит в том, чтобы придать изделиям, изготовленным из дешевых, малоценных
Слайд 6Для того чтобы произвести качественное фанерование, необходимо выполнить ряд условий. Процесс фанерования
Для того чтобы произвести качественное фанерование, необходимо выполнить ряд условий. Процесс фанерования
Слайд 7Прежде всего основу нужно хорошо зачистьть, добиться ровной плоскости. Совершенно не допустимы
Прежде всего основу нужно хорошо зачистьть, добиться ровной плоскости. Совершенно не допустимы
Слайд 8Финальный этап в процессе фанерования выполняется двумя способами – впритирку и прессованием.
Финальный этап в процессе фанерования выполняется двумя способами – впритирку и прессованием.
Слайд 9И так, впритирку! После выравнивания поверхности подбирают и набирают шпон в листы,
И так, впритирку! После выравнивания поверхности подбирают и набирают шпон в листы,

Слайд 10Фанеоирование впритирку. Этот способ предусматривает применение специального притирочного молотка. Технология следующая: шпон
Фанеоирование впритирку. Этот способ предусматривает применение специального притирочного молотка. Технология следующая: шпон
Слайд 11Обклеенную шпоном деталь помещают на щит и зажимают. Под винт струбцины подкладывают
Обклеенную шпоном деталь помещают на щит и зажимают. Под винт струбцины подкладывают
Слайд 12Плоскости изделия рекомендуется выдерживать под давлением 6...8 часов, а кромки - 2.
Плоскости изделия рекомендуется выдерживать под давлением 6...8 часов, а кромки - 2.

Слайд 13Благодаря фанерованию, изделие приобретает более красивый внешний вид, увеличивается его прочность. Такие
Благодаря фанерованию, изделие приобретает более красивый внешний вид, увеличивается его прочность. Такие
Слайд 14Процесс фанерования состоит из трех этапов: подготовки основы, то есть самой поверхности
Процесс фанерования состоит из трех этапов: подготовки основы, то есть самой поверхности

 Robert Scott and "Terra nova"
Robert Scott and "Terra nova" Утомление при физической и умственной работе. Восстановление
Утомление при физической и умственной работе. Восстановление «Исследование теплового расширения твёрдых тел»
«Исследование теплового расширения твёрдых тел» Использование нетрадиционных форм обучения на уроках физической культуры
Использование нетрадиционных форм обучения на уроках физической культуры Отчёт о деятельности общеобразовательного учреждения за 2010-2011 учебный год
Отчёт о деятельности общеобразовательного учреждения за 2010-2011 учебный год Интерактивная доска нового поколения PolyVision eno flex как средство развития педагогического мастерства
Интерактивная доска нового поколения PolyVision eno flex как средство развития педагогического мастерства Администрирование налогов
Администрирование налогов Финансовый рынок и его сегменты
Финансовый рынок и его сегменты Курить – здоровью вредить!
Курить – здоровью вредить! Управление временем –управление проектом
Управление временем –управление проектом В начале кризиса ожидалось, что он повлияет только на размер кошелька покупателя, а бизнес ждет временное, на время кризиса, снижен
В начале кризиса ожидалось, что он повлияет только на размер кошелька покупателя, а бизнес ждет временное, на время кризиса, снижен Презентация на тему Славные символы России 4 класс
Презентация на тему Славные символы России 4 класс Гапонова Стелла
Гапонова Стелла МНПО Биокон. Солнцезащитная серия
МНПО Биокон. Солнцезащитная серия Презентация на тему Избирательное право в России
Презентация на тему Избирательное право в России  Структура дипломного проекта
Структура дипломного проекта Живая материя при низких и сверхнизких температурах
Живая материя при низких и сверхнизких температурах История СНК Хирургии, онкологии и экспериментальной медицины
История СНК Хирургии, онкологии и экспериментальной медицины COFME ПРЕЗЕНТАЦИЯ SACI
COFME ПРЕЗЕНТАЦИЯ SACI Сказочно-красивые платки
Сказочно-красивые платки Глобализация
Глобализация Основы трудового права
Основы трудового права Индия – родина Будды
Индия – родина Будды Презентация на тему Тест по БЖД
Презентация на тему Тест по БЖД  Электрические схемы устройств для преобразования электрической энергии на постоянном и переменном токе. (Лекция 11)
Электрические схемы устройств для преобразования электрической энергии на постоянном и переменном токе. (Лекция 11) Египетские украшения
Египетские украшения Модернизация вагона-хоппера
Модернизация вагона-хоппера Химический БРЕЙН-РИНГ
Химический БРЕЙН-РИНГ