- Измерительная система фрезерных станков DMG MORI

Содержание
- 2. проанализировать виды КИМ изучить принцип работы и назначение КИМ выполнить анализ достоинств и недостатков использования каждого
- 3. Делятся на следующие типы: (К)оординатно-(И)змерительные-(М)ашины С часовым индикатором: С 3D щупом: С лазерным датчиком:
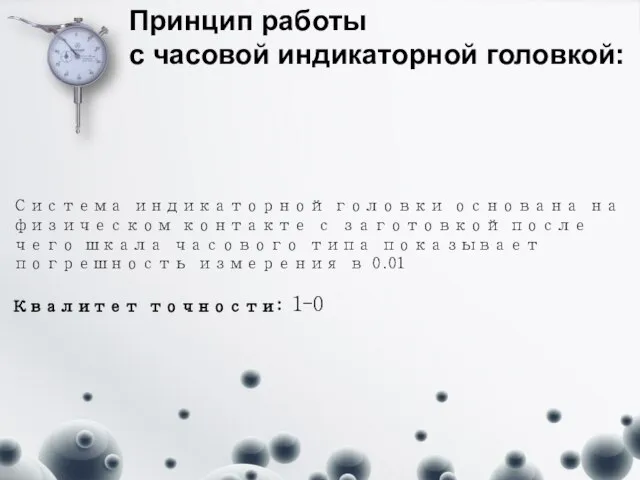
- 4. Система индикаторной головки основана на физическом контакте с заготовкой после чего шкала часового типа показывает погрешность
- 5. Принцип работы с часовой индикаторной головкой: 1 2 3
- 6. Аналоги системы индикаторной головки:
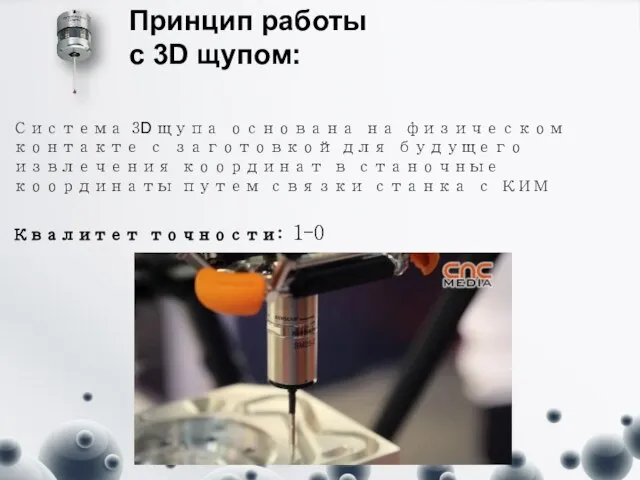
- 7. Система 3D щупа основана на физическом контакте с заготовкой для будущего извлечения координат в станочные координаты
- 8. Аналоги системы 3D щуп:
- 9. Новая координатно измерительная машина, измерения основаны на контакте лазерного луча с заготовкой после чего координаты отправляются
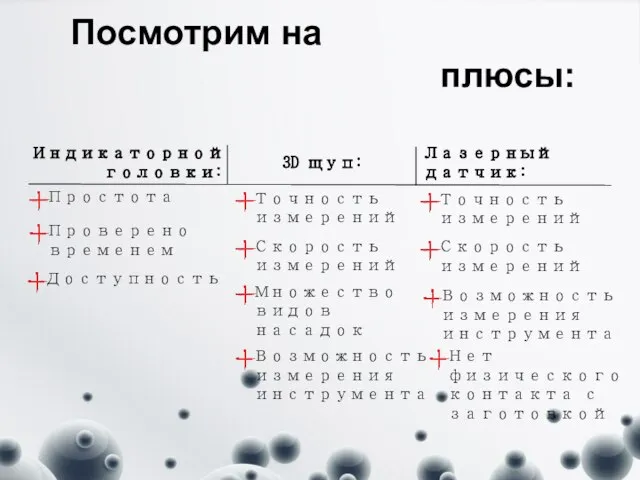
- 10. Индикаторной головки: Посмотрим на плюсы: 3D щуп: Лазерный датчик: Простота Проверено временем Точность измерений Скорость измерений
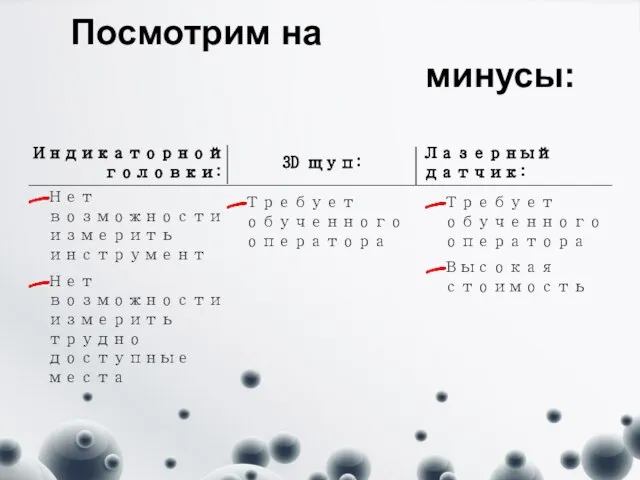
- 11. Индикаторной головки: Посмотрим на минусы: 3D щуп: Лазерный датчик: Нет возможности измерить инструмент Нет возможности измерить
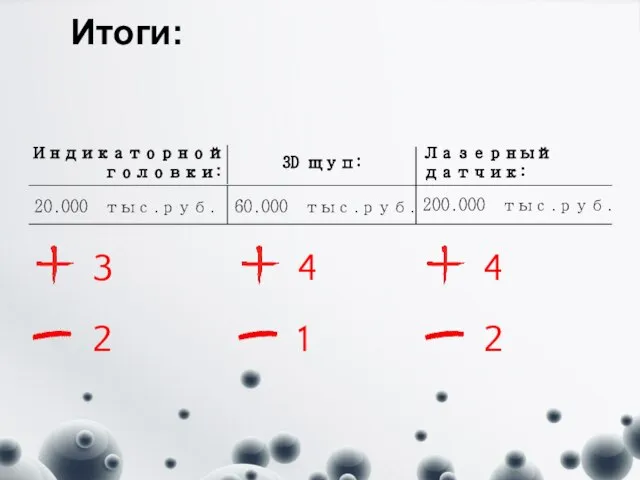
- 12. Индикаторной головки: Итоги: 3D щуп: Лазерный датчик: 20.000 тыс.руб. 60.000 тыс.руб. 200.000 тыс.руб. 3 2 4
- 14. Скачать презентацию
Слайд 2проанализировать виды КИМ
изучить принцип работы и назначение КИМ
выполнить анализ достоинств и недостатков
проанализировать виды КИМ
изучить принцип работы и назначение КИМ
выполнить анализ достоинств и недостатков
Слайд 3Делятся на следующие типы:
(К)оординатно-(И)змерительные-(М)ашины
С часовым индикатором:
С 3D щупом:
С лазерным датчиком:
Делятся на следующие типы:
(К)оординатно-(И)змерительные-(М)ашины
С часовым индикатором:
С 3D щупом:
С лазерным датчиком:

Слайд 4Система индикаторной головки основана на физическом контакте с заготовкой после чего шкала
Система индикаторной головки основана на физическом контакте с заготовкой после чего шкала
Слайд 5Принцип работы
с часовой индикаторной головкой:
1
2
3
Принцип работы
с часовой индикаторной головкой:
1
2
3

Слайд 6Аналоги системы индикаторной головки:
Аналоги системы индикаторной головки:

Слайд 7Система 3D щупа основана на физическом контакте с заготовкой для будущего извлечения
Система 3D щупа основана на физическом контакте с заготовкой для будущего извлечения
Слайд 8Аналоги системы
3D щуп:
Аналоги системы
3D щуп:

Слайд 9Новая координатно измерительная машина, измерения основаны на контакте лазерного луча с заготовкой
Новая координатно измерительная машина, измерения основаны на контакте лазерного луча с заготовкой

Слайд 10Индикаторной головки:
Посмотрим на
плюсы:
3D щуп:
Лазерный датчик:
Простота
Проверено временем
Точность измерений
Скорость измерений
Множество
Индикаторной головки:
Посмотрим на
плюсы:
3D щуп:
Лазерный датчик:
Простота
Проверено временем
Точность измерений
Скорость измерений
Множество
Слайд 11Индикаторной головки:
Посмотрим на
минусы:
3D щуп:
Лазерный датчик:
Нет возможности измерить инструмент
Нет возможности измерить
Индикаторной головки:
Посмотрим на
минусы:
3D щуп:
Лазерный датчик:
Нет возможности измерить инструмент
Нет возможности измерить
Слайд 12Индикаторной головки:
Итоги:
3D щуп:
Лазерный датчик:
20.000 тыс.руб.
60.000 тыс.руб.
200.000 тыс.руб.
3
2
4
1
4
2
Индикаторной головки:
Итоги:
3D щуп:
Лазерный датчик:
20.000 тыс.руб.
60.000 тыс.руб.
200.000 тыс.руб.
3
2
4
1
4
2
 Внутреннее строение Земли
Внутреннее строение Земли База отдыха Борвиха
База отдыха Борвиха Сегментирование рынка
Сегментирование рынка  Преступление
Преступление  Основы С++
Основы С++ В здоровом теле - здоровый дух!
В здоровом теле - здоровый дух! Основные сведения о мониторах с ЭЛТ
Основные сведения о мониторах с ЭЛТ Русская литература 18 века. Классицизм.
Русская литература 18 века. Классицизм. Изложение в 3 классе
Изложение в 3 классе Переработка отходов в рубительной машине
Переработка отходов в рубительной машине Презентация на тему Святые и химеры
Презентация на тему Святые и химеры БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ
БАНКИЗАЦИЯ РОССИИ И ЭКОНОМИЧЕСКИЙ РОСТ День космонавтики - 2012
День космонавтики - 2012 Примитивная группа в классе, или класс как примитивная группа
Примитивная группа в классе, или класс как примитивная группа Осциллограф ВМ8020
Осциллограф ВМ8020 НОВАЯ СЕРИЯ WM
НОВАЯ СЕРИЯ WM Бытовой подряд
Бытовой подряд Архитектура и искусство эпохи Просвещения
Архитектура и искусство эпохи Просвещения Современные образовательные технологии в начальной школе
Современные образовательные технологии в начальной школе Презентация на темум Повесть о Петре и Февронии Муромских
Презентация на темум Повесть о Петре и Февронии Муромских ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?…
ПРОЕКТ AUTOMANIA.BYобмен опытом и никакого PR ?… Размер 56-62
Размер 56-62 "Горжусь профессией своей!"
"Горжусь профессией своей!" День школьных библиотек
День школьных библиотек Великий Багратион
Великий Багратион КЛИНИЧЕСКИЕ СУПЕРВИЗИИ
КЛИНИЧЕСКИЕ СУПЕРВИЗИИ Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах
Обзор практики установления производственно-финансовых показателей в секторе ВКХ - Исследование в отдельных странах Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс
Презентация на тему Интегрированный урок ОБЖ и русский язык «Рыцари огня» 3 класс