- Контрольная карта шухарта

Содержание
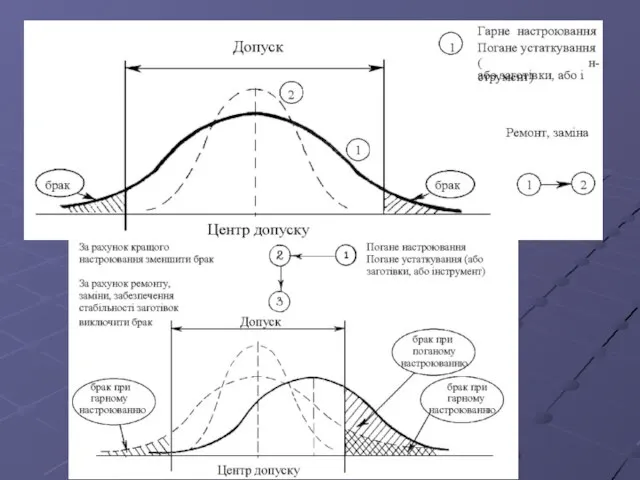
- 2. Контрольна карта — це графічний засіб застосовування статистичних методів, важливість яких для керування виробничими процесами була
- 3. Наведемо приклади групи факторів випадкового характеру: • випадкові розкид характеристик матеріалів, напівфабрикатів і комплектуючих виробів; •
- 4. Мінливість, обумовлена факторами випадкового характеру, може бути зменшена шляхом проведення відповідних організаційно-технічних заходів на основі дослідження
- 5. Особливі причини мінливості є невипадкові фактори, що порушують стабільний перебіг процесу. Наведемо приклади групи факторів невипадкового
- 6. Мета контрольних карт — знайти неприродні зміни в даних для процесів, які повторюються, і дати критерії
- 7. Метод контрольних карт допомагає визначити, чи дійсно процес досяг статистично керованого стану на правильно заданому рівні
- 8. Для карти Шухарта потрібні вибіркові дані процесу, одержані через приблизно рівні інтервали. Інтервали можуть бути задані
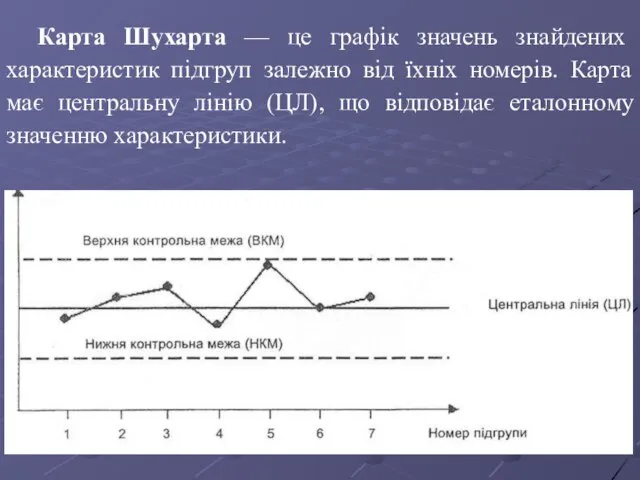
- 9. Карта Шухарта — це графік значень знайдених характеристик підгруп залежно від їхніх номерів. Карта має центральну
- 10. Під час оцінювання того, чи знаходиться процес у статистично керованому стані, еталонним звичайно служить середнє арифметичне
- 11. Контрольні межі на карті Шухарта містяться на відстані 3σ від центральної лінії, де σ — генеральне
- 12. Межі 3σ вказують, що приблизно 99,7 % значень характеристики підгруп потраплять у ці межі за умови,
- 13. Аналогічно деякі спеціалісти застосовують фактичні значення ймовірностей для карт, що базуються на розподілах, відмінних від нормального,
- 14. Під час застосовування контрольних карт можливі два види помилок. Помилка першого роду виникає, коли процес знаходиться
- 15. Система карт Шухарта враховує тільки помилки першого роду, рівні 0,3 % у межах 3σ. Оскільки у
- 16. Шухарт підкреслював саме емпіричну корисність контрольних карт для встановлення відхилень від стану статистичної керованості, а не
- 17. Коли нанесене значення виходить за одну з контрольних меж або серія значень виявляє незвичайні структури відповідний
- 18. Якщо контрольну карту процесу будують уперше, то часто трапляється так, що процес статистично некерований. Контрольні межі,
- 19. ТИПИ КОНТРОЛЬНИХ КАРТ Контрольні карти Шухарта бувають двох типів: для кількісних і альтернативних даних. Для кожної
- 20. Контрольні карти, для яких не задано стандартні значення Мета таких карт — виявити, чи є відхилення
- 21. Контрольні карти за наявності заданих стандартних значень Метою таких карт є визначання того, чи відрізняються значення
- 22. Бажано, щоб встановлені значення визначали на основі дослідження попередніх даних, що, як передбачено, стануть типовими для
- 23. Типи контрольних карт для кількісних та альтернативних даних Розглядають такі контрольні карти: а) контрольні карти для
- 24. КОНТРОЛЬНІ КАРТИ ДЛЯ КІЛЬКІСНИХ ДАНИХ Кількісні дані являють собою спостереження, отримані вимірюванням і записуванням значень деякої
- 25. Контрольні карти для кількісних даних мають такі переваги: а) Більшість процесів і їхня продукція на виході
- 26. Для контрольних карт, що використовують кількісні дані, передбачено нормальний (гауссівський) розподіл відхилень в межах вибірок, причому
- 27. Під час розгляду окремих спостережень для вивчення властивостей процесу важливу роль відіграє його істинний розподіл. Рекомендовано
- 28. Карти середніх (XCP) та розмахів (R) або вибіркових стандартних відхилень (s) Карти для кількісних даних можуть
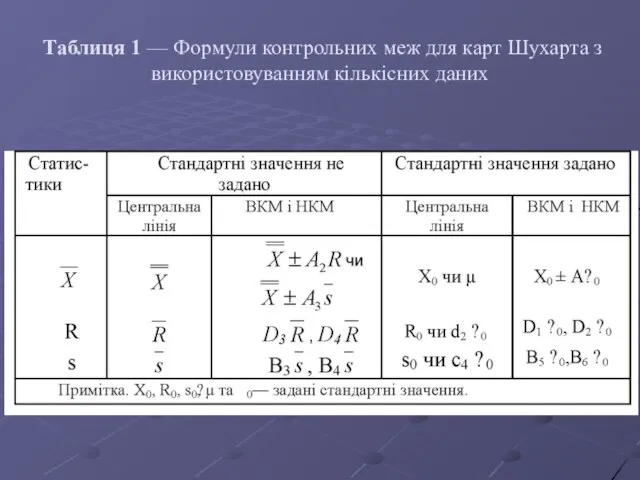
- 29. Таблиця 1 — Формули контрольних меж для карт Шухарта з використовуванням кількісних даних
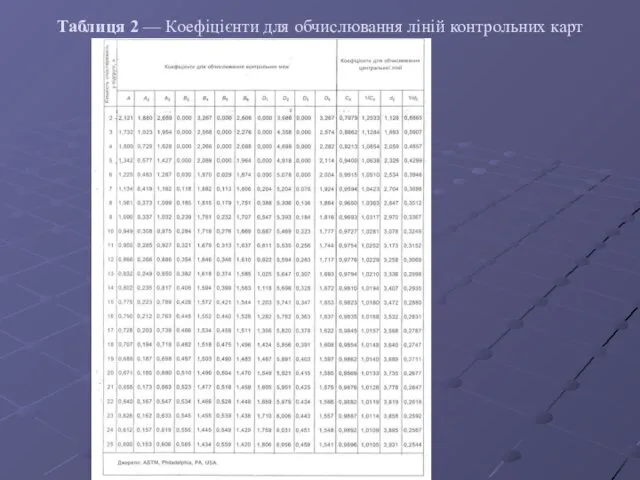
- 30. Таблиця 2 — Коефіцієнти для обчислювання ліній контрольних карт
- 31. Контрольні карти для індивідуальних значень (X) У деяких ситуаціях для керування процесами неможливо або непрактично мати
- 32. Ковзний розмах — це абсолютне значення різниці вимірювань в послідовних парах; тобто це різниця першого і
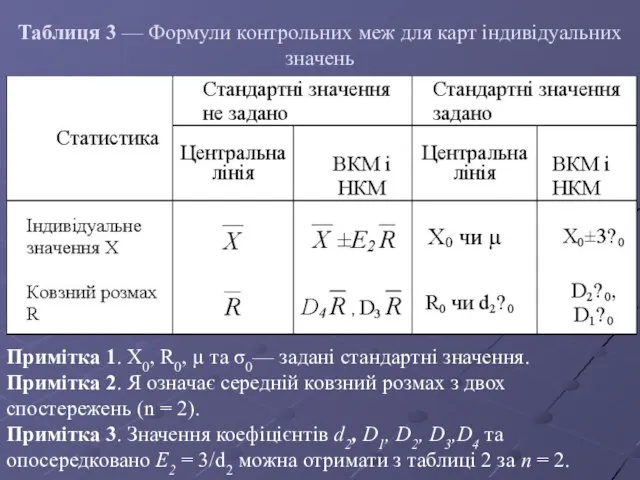
- 33. Таблиця 3 — Формули контрольних меж для карт індивідуальних значень
- 34. Під час використовування карт індивідуальних значень необхідно враховувати таке: карти індивідуальних значень не так чутливі до
- 35. Контрольні карти для медіан (Ме) Карти медіан є альтернативою – XCP - та R-карт для керування
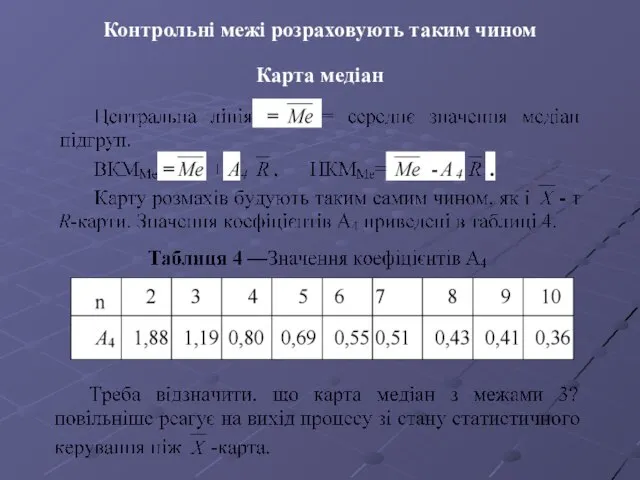
- 36. Контрольні межі розраховують таким чином Карта медіан
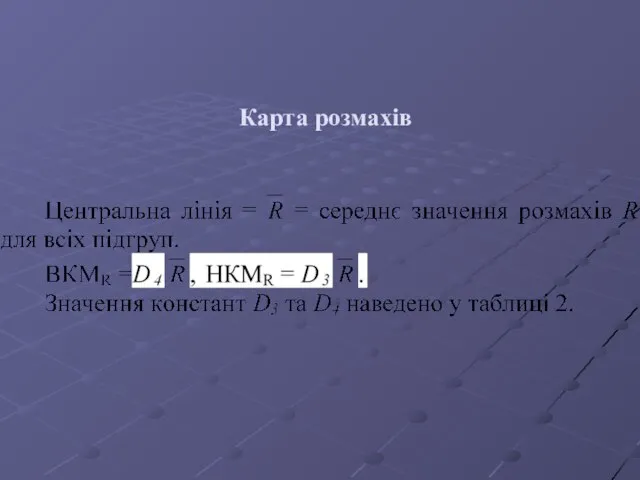
- 37. Карта розмахів
- 38. МЕТОД КЕРУВАННЯ ТА ІНТЕРПРЕТАЦІЯ КОНТРОЛЬНИХ КАРТ ДЛЯ КІЛЬКІСНИХ ДАНИХ
- 39. Це міра слушності (конзистентності) і однорідності процесу. Якщо R-карта показує, що варіації всередині підгруп не змінюються,
- 41. Треба слідувати наступній процедурі керування Збирають і аналізують дані, обчислюють середні і розмахи. Спочатку будують R-карту.
- 42. Коли розмахи знаходяться в статистично керованому стані, розкид процесу (відхилення всередині підгруп) вважають стабільним. У цьому
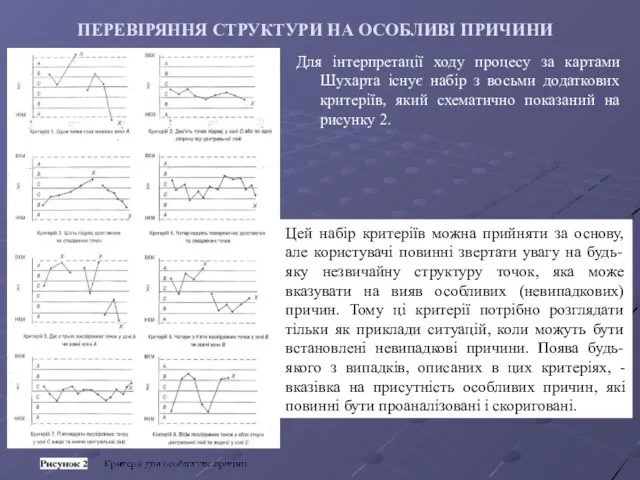
- 45. ПЕРЕВІРЯННЯ СТРУКТУРИ НА ОСОБЛИВІ ПРИЧИНИ Для інтерпретації ходу процесу за картами Шухарта існує набір з восьми
- 47. КЕРУВАННЯ ПРОЦЕСОМ І МОЖЛИВОСТІ ПРОЦЕСУ Призначення системи керування процесом полягає в отриманні статистичного сигналу про наявність
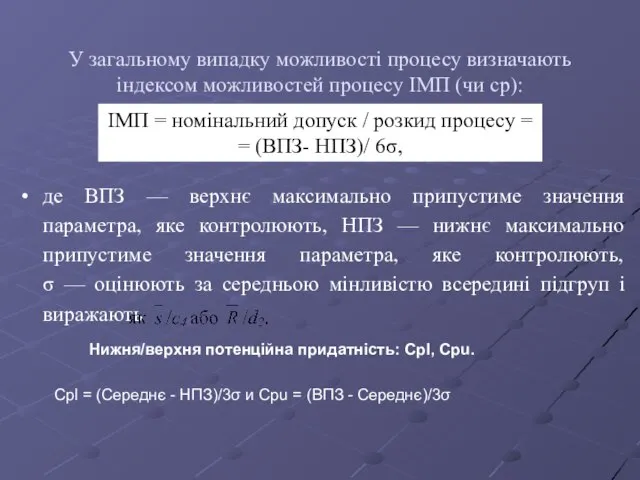
- 49. У загальному випадку можливості процесу визначають індексом можливостей процесу IМП (чи ср): де ВПЗ — верхнє
- 50. Нормальний розподіл, границі допуску
- 51. Потрібно зазначити, що ІМП вимірює тільки відношення розкиду процесу і допуску, а положення або центрування процесу
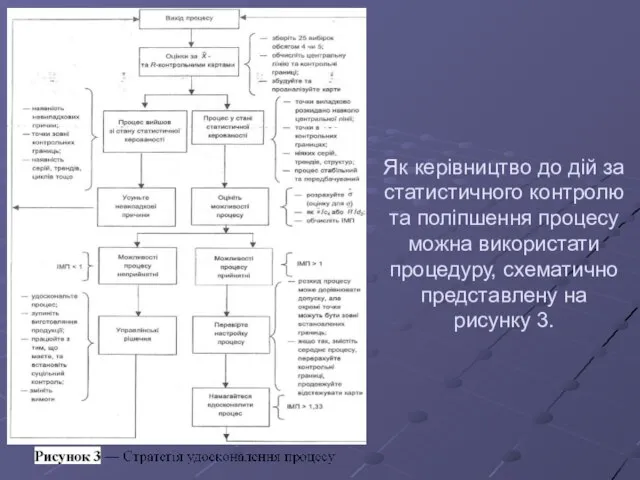
- 52. Як керівництво до дій за статистичного контролю та поліпшення процесу можна використати процедуру, схематично представлену на
- 57. Явище самоорганізації і його застосування при вирішенні завдань менеджменту якості У результаті досліджень процесів створення продукції
- 58. Відкрита інформаційна система, зв’язана з зовнішнім світом, відкіля надходить потік енергії (інформації), що стимулює внутрішні процеси
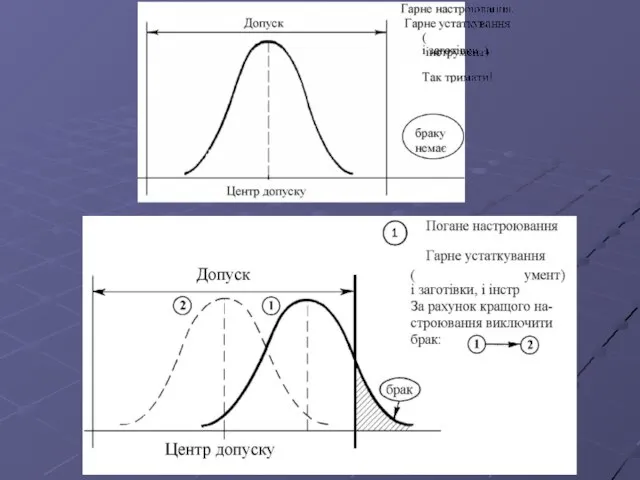
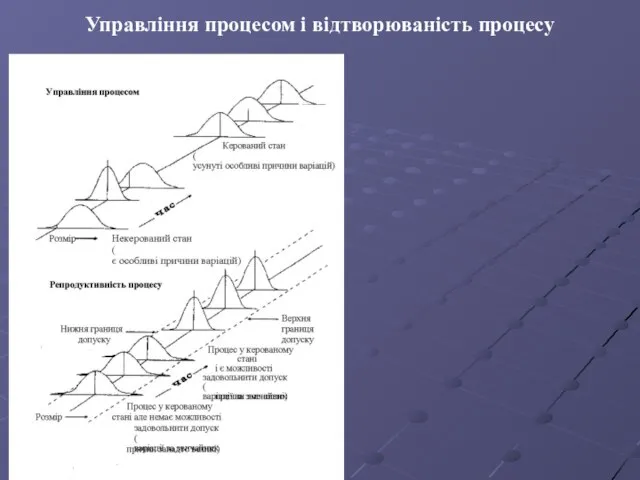
- 59. Управління процесом і відтворюваність процесу
- 60. Напрямок процесів виникнення відмов у процесі роботи виробу, відповідно до другого закону термодинаміки, вказує на зростання
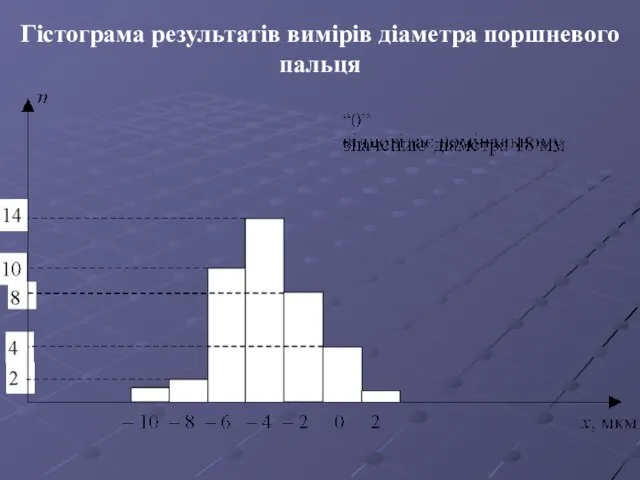
- 61. Гістограма результатів вимірів діаметра поршневого пальця
- 62. Варіації: звичайні та особливі причини
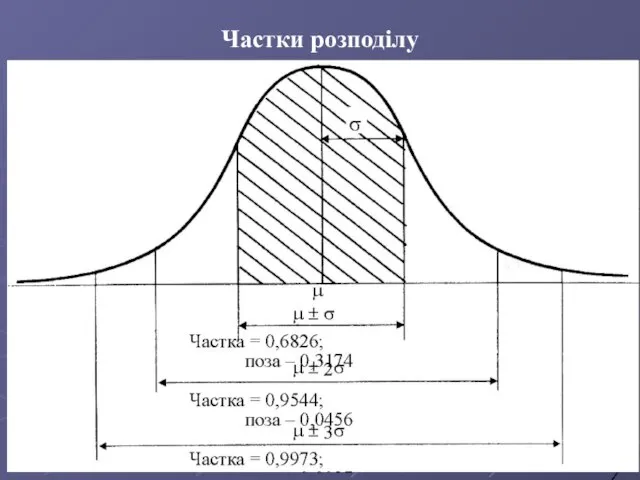
- 63. Частки розподілу
- 64. Приклад двовимірної випадкової величини
- 66. Скачать презентацию
Слайд 2Контрольна карта — це графічний засіб застосовування статистичних методів, важливість яких для
Контрольна карта — це графічний засіб застосовування статистичних методів, важливість яких для
Слайд 3Наведемо приклади групи факторів випадкового характеру:
• випадкові розкид характеристик матеріалів, напівфабрикатів
Наведемо приклади групи факторів випадкового характеру:
• випадкові розкид характеристик матеріалів, напівфабрикатів
Слайд 4Мінливість, обумовлена факторами випадкового характеру, може бути зменшена шляхом проведення відповідних організаційно-технічних
Мінливість, обумовлена факторами випадкового характеру, може бути зменшена шляхом проведення відповідних організаційно-технічних
Слайд 5Особливі причини мінливості є невипадкові фактори, що порушують стабільний перебіг процесу. Наведемо
Особливі причини мінливості є невипадкові фактори, що порушують стабільний перебіг процесу. Наведемо
Слайд 6Мета контрольних карт — знайти неприродні зміни в даних для процесів, які
Мета контрольних карт — знайти неприродні зміни в даних для процесів, які
Слайд 7Метод контрольних карт допомагає визначити, чи дійсно процес досяг статистично керованого стану
Метод контрольних карт допомагає визначити, чи дійсно процес досяг статистично керованого стану
Слайд 8Для карти Шухарта потрібні вибіркові дані процесу, одержані через приблизно рівні інтервали.
Для карти Шухарта потрібні вибіркові дані процесу, одержані через приблизно рівні інтервали.
Слайд 9Карта Шухарта — це графік значень знайдених характеристик підгруп залежно від їхніх
Карта Шухарта — це графік значень знайдених характеристик підгруп залежно від їхніх
Слайд 10Під час оцінювання того, чи знаходиться процес у статистично керованому стані, еталонним
Під час оцінювання того, чи знаходиться процес у статистично керованому стані, еталонним
Слайд 11Контрольні межі на карті Шухарта містяться на відстані 3σ від центральної лінії,
Контрольні межі на карті Шухарта містяться на відстані 3σ від центральної лінії,
Слайд 12Межі 3σ вказують, що приблизно 99,7 % значень характеристики підгруп потраплять у ці
Межі 3σ вказують, що приблизно 99,7 % значень характеристики підгруп потраплять у ці
Слайд 13Аналогічно деякі спеціалісти застосовують фактичні значення ймовірностей для карт, що базуються на
Аналогічно деякі спеціалісти застосовують фактичні значення ймовірностей для карт, що базуються на
Слайд 14Під час застосовування контрольних карт можливі два види помилок. Помилка першого роду
Під час застосовування контрольних карт можливі два види помилок. Помилка першого роду
Слайд 15Система карт Шухарта враховує тільки помилки першого роду, рівні 0,3 % у
Система карт Шухарта враховує тільки помилки першого роду, рівні 0,3 % у
Слайд 16Шухарт підкреслював саме емпіричну корисність контрольних карт для встановлення відхилень від стану
Шухарт підкреслював саме емпіричну корисність контрольних карт для встановлення відхилень від стану
Слайд 17Коли нанесене значення виходить за одну з контрольних меж або серія значень
Коли нанесене значення виходить за одну з контрольних меж або серія значень
Слайд 18Якщо контрольну карту процесу будують уперше, то часто трапляється так, що процес
Якщо контрольну карту процесу будують уперше, то часто трапляється так, що процес
Слайд 19ТИПИ КОНТРОЛЬНИХ КАРТ
Контрольні карти Шухарта бувають двох типів: для кількісних і альтернативних
ТИПИ КОНТРОЛЬНИХ КАРТ
Контрольні карти Шухарта бувають двох типів: для кількісних і альтернативних
Слайд 20Контрольні карти, для яких не задано стандартні значення
Мета таких карт — виявити,
Контрольні карти, для яких не задано стандартні значення
Мета таких карт — виявити,
Слайд 21Контрольні карти за наявності заданих стандартних значень
Метою таких карт є визначання того,
Контрольні карти за наявності заданих стандартних значень
Метою таких карт є визначання того,
Слайд 22Бажано, щоб встановлені значення визначали на основі дослідження попередніх даних, що, як
Бажано, щоб встановлені значення визначали на основі дослідження попередніх даних, що, як
Слайд 23Типи контрольних карт для кількісних та альтернативних даних
Розглядають такі контрольні карти:
а) контрольні
Типи контрольних карт для кількісних та альтернативних даних
Розглядають такі контрольні карти:
а) контрольні
Слайд 24КОНТРОЛЬНІ КАРТИ ДЛЯ КІЛЬКІСНИХ ДАНИХ
Кількісні дані являють собою спостереження, отримані вимірюванням і
КОНТРОЛЬНІ КАРТИ ДЛЯ КІЛЬКІСНИХ ДАНИХ
Кількісні дані являють собою спостереження, отримані вимірюванням і
Слайд 25Контрольні карти для кількісних даних мають такі переваги:
а) Більшість процесів і їхня
Контрольні карти для кількісних даних мають такі переваги:
а) Більшість процесів і їхня
Слайд 26Для контрольних карт, що використовують кількісні дані, передбачено нормальний (гауссівський) розподіл відхилень
Для контрольних карт, що використовують кількісні дані, передбачено нормальний (гауссівський) розподіл відхилень
Слайд 27Під час розгляду окремих спостережень для вивчення властивостей процесу важливу роль відіграє
Під час розгляду окремих спостережень для вивчення властивостей процесу важливу роль відіграє
Слайд 28Карти середніх (XCP) та розмахів (R) або вибіркових стандартних відхилень (s)
Карти для
Карти середніх (XCP) та розмахів (R) або вибіркових стандартних відхилень (s)
Карти для
Слайд 29Таблиця 1 — Формули контрольних меж для карт Шухарта з використовуванням кількісних
Таблиця 1 — Формули контрольних меж для карт Шухарта з використовуванням кількісних
Слайд 30Таблиця 2 — Коефіцієнти для обчислювання ліній контрольних карт
Таблиця 2 — Коефіцієнти для обчислювання ліній контрольних карт
Слайд 31Контрольні карти для індивідуальних значень (X)
У деяких ситуаціях для керування процесами неможливо
Контрольні карти для індивідуальних значень (X)
У деяких ситуаціях для керування процесами неможливо
Слайд 32Ковзний розмах — це абсолютне значення різниці вимірювань в послідовних парах; тобто
Ковзний розмах — це абсолютне значення різниці вимірювань в послідовних парах; тобто
Слайд 33Таблиця 3 — Формули контрольних меж для карт індивідуальних значень
Таблиця 3 — Формули контрольних меж для карт індивідуальних значень
Слайд 34Під час використовування карт індивідуальних значень необхідно враховувати таке:
карти індивідуальних значень не
Під час використовування карт індивідуальних значень необхідно враховувати таке:
карти індивідуальних значень не
Слайд 35Контрольні карти для медіан (Ме)
Карти медіан є альтернативою – XCP - та
Контрольні карти для медіан (Ме)
Карти медіан є альтернативою – XCP - та
Слайд 36Контрольні межі розраховують таким чином
Карта медіан
Контрольні межі розраховують таким чином
Карта медіан
Слайд 37Карта розмахів
Карта розмахів
Слайд 38МЕТОД КЕРУВАННЯ ТА ІНТЕРПРЕТАЦІЯ КОНТРОЛЬНИХ КАРТ ДЛЯ КІЛЬКІСНИХ ДАНИХ
МЕТОД КЕРУВАННЯ ТА ІНТЕРПРЕТАЦІЯ КОНТРОЛЬНИХ КАРТ ДЛЯ КІЛЬКІСНИХ ДАНИХ
Слайд 39 Це міра слушності (конзистентності) і однорідності процесу. Якщо R-карта показує, що
Це міра слушності (конзистентності) і однорідності процесу. Якщо R-карта показує, що
Слайд 41Треба слідувати наступній процедурі керування
Збирають і аналізують дані, обчислюють середні і розмахи.
Спочатку
Треба слідувати наступній процедурі керування
Збирають і аналізують дані, обчислюють середні і розмахи.
Спочатку
Слайд 42Коли розмахи знаходяться в статистично керованому стані, розкид процесу (відхилення всередині підгруп)
Коли розмахи знаходяться в статистично керованому стані, розкид процесу (відхилення всередині підгруп)
Слайд 45ПЕРЕВІРЯННЯ СТРУКТУРИ НА ОСОБЛИВІ ПРИЧИНИ
Для інтерпретації ходу процесу за картами Шухарта існує
ПЕРЕВІРЯННЯ СТРУКТУРИ НА ОСОБЛИВІ ПРИЧИНИ
Для інтерпретації ходу процесу за картами Шухарта існує
Слайд 47КЕРУВАННЯ ПРОЦЕСОМ І МОЖЛИВОСТІ ПРОЦЕСУ
Призначення системи керування процесом полягає в отриманні статистичного
КЕРУВАННЯ ПРОЦЕСОМ І МОЖЛИВОСТІ ПРОЦЕСУ
Призначення системи керування процесом полягає в отриманні статистичного
Слайд 49У загальному випадку можливості процесу визначають індексом можливостей процесу IМП (чи ср):
де
У загальному випадку можливості процесу визначають індексом можливостей процесу IМП (чи ср):
де
Слайд 50Нормальний розподіл, границі допуску
Нормальний розподіл, границі допуску
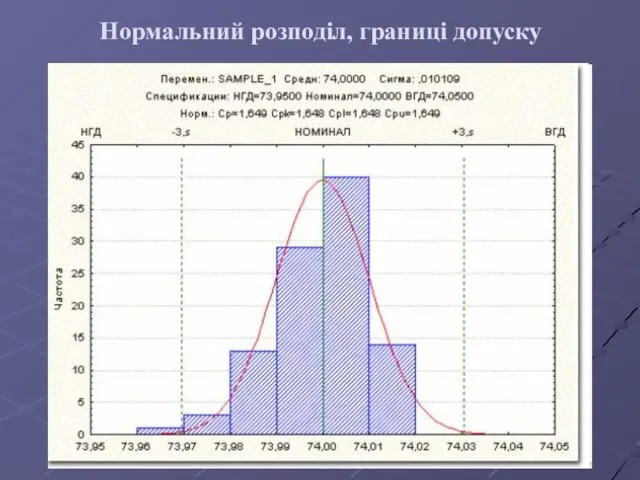
Слайд 51Потрібно зазначити, що ІМП вимірює тільки відношення розкиду процесу і допуску, а
Потрібно зазначити, що ІМП вимірює тільки відношення розкиду процесу і допуску, а
Слайд 52Як керівництво до дій за статистичного контролю та поліпшення процесу можна використати
Як керівництво до дій за статистичного контролю та поліпшення процесу можна використати
Слайд 57Явище самоорганізації і його застосування при вирішенні завдань менеджменту якості
У результаті досліджень
Явище самоорганізації і його застосування при вирішенні завдань менеджменту якості
У результаті досліджень
Слайд 58Відкрита інформаційна система, зв’язана з зовнішнім світом, відкіля надходить потік енергії (інформації),
Відкрита інформаційна система, зв’язана з зовнішнім світом, відкіля надходить потік енергії (інформації),
Слайд 59Управління процесом і відтворюваність процесу
Управління процесом і відтворюваність процесу
Слайд 60Напрямок процесів виникнення відмов у процесі роботи виробу, відповідно до другого закону
Напрямок процесів виникнення відмов у процесі роботи виробу, відповідно до другого закону
Слайд 61Гістограма результатів вимірів діаметра поршневого пальця
Гістограма результатів вимірів діаметра поршневого пальця
Слайд 62Варіації: звичайні та особливі причини
Варіації: звичайні та особливі причини
Слайд 63Частки розподілу
Частки розподілу
Слайд 64Приклад двовимірної випадкової величини
Приклад двовимірної випадкової величини
 Введение в специальность
Введение в специальность Изменения налогового законодательства 2021
Изменения налогового законодательства 2021 The study of the American Democracy in today's world
The study of the American Democracy in today's world Художник в цирке
Художник в цирке Половозрастные особенности мотивации
Половозрастные особенности мотивации м. Буськ, вул.Надсяння
м. Буськ, вул.Надсяння Что такое любовь
Что такое любовь Презентация на тему УКУСЫ ЗМЕЙ
Презентация на тему УКУСЫ ЗМЕЙ  Всероссийское совещание «Об итогах прохождения субъектами электроэнергетики осенне-зимнего периода 2009-2010 годов и задачах на пред
Всероссийское совещание «Об итогах прохождения субъектами электроэнергетики осенне-зимнего периода 2009-2010 годов и задачах на пред ПРАВИЛА ПОВЕДЕНИЯ В СИТУАЦИЯХ КРИМИНОГЕННОГО ХАРАКТЕРА
ПРАВИЛА ПОВЕДЕНИЯ В СИТУАЦИЯХ КРИМИНОГЕННОГО ХАРАКТЕРА «Господин из Сан-Франциско» Иван Бунин
«Господин из Сан-Франциско» Иван Бунин Легенда об Антонио Гауди
Легенда об Антонио Гауди Германские земли в XVIII веке
Германские земли в XVIII веке электронная сигарета
электронная сигарета Трехмачтовый корабль
Трехмачтовый корабль Управление введением в образовательные учреждения федеральных государственных образовательных стандартов 5 направлений 20 упра
Управление введением в образовательные учреждения федеральных государственных образовательных стандартов 5 направлений 20 упра Инфляция издержек
Инфляция издержек Филиал московского университета имени С.Ю. Витте в г. Сергиев Посад, для выпускников 11 классов
Филиал московского университета имени С.Ю. Витте в г. Сергиев Посад, для выпускников 11 классов Биосфера
Биосфера Юридическая психология
Юридическая психология Her zaman yardima hazırız
Her zaman yardima hazırız ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ – ПРИОРИТЕТНЫЙ ВОПРОС ПОЛИТИЧЕСКОЙ, ЭКОНОМИЧЕСКОЙ И ОБЩЕСТВЕНОЙ ЖИЗНИ СТРАНЫ
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ – ПРИОРИТЕТНЫЙ ВОПРОС ПОЛИТИЧЕСКОЙ, ЭКОНОМИЧЕСКОЙ И ОБЩЕСТВЕНОЙ ЖИЗНИ СТРАНЫ ИЗОБРАЖЕНИЯ ДЕТЕЙВ ИЗОБРАЗИТЕЛЬНОМ ИСКУССТВЕ
ИЗОБРАЖЕНИЯ ДЕТЕЙВ ИЗОБРАЗИТЕЛЬНОМ ИСКУССТВЕ Автономному дому – свою микро-ТЭЦ
Автономному дому – свою микро-ТЭЦ GIGAFONE ™Реклама в сетях мобильной связи«Вам звонят – мы платим»
GIGAFONE ™Реклама в сетях мобильной связи«Вам звонят – мы платим» 150 лет со дня рождения великого реформатора П. А. Столыпина
150 лет со дня рождения великого реформатора П. А. Столыпина Who wants to be a millionaire
Who wants to be a millionaire Участники арбитражного процесса
Участники арбитражного процесса