- Методы подготовки восковой композиции к литью. (Лекция 1,2)

Содержание
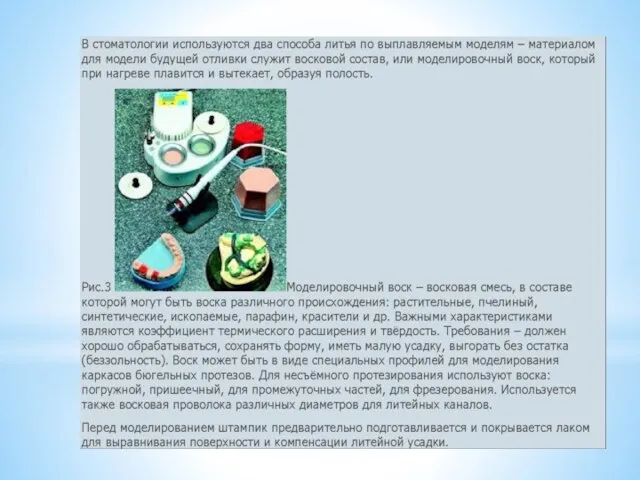
- 2. Устанавливаем литники на каждый восковой элемент композиции,используя литниковую проволоку.
- 8. Из оборудования АВЕРОН на этом этапе используются воскотопки ВТ, электрошпатели ЭШ, а так же аппарат для
- 10. При одновременном использовании различных восков востребована комбинированная воскотопка ВТ 3.2: воска в 3 ванночках постоянно под
- 11. Литейная форма В основном применяется технология, при которой форма с помещенными внутри восковыми моделями отливаемых деталей
- 12. Результат несоблюдения этого правила – дефект, обусловленный концентрацией примесей и растворённых газов в середине отливки. Получение
- 13. При дублировании гелином используется аппарат для подогрева дублирующей массы: АПДМ автоматически производит нагрев, расплавление, охлаждение массы
- 18. Скачать презентацию




Слайд 8Из оборудования АВЕРОН на этом этапе используются воскотопки ВТ, электрошпатели ЭШ, а
Из оборудования АВЕРОН на этом этапе используются воскотопки ВТ, электрошпатели ЭШ, а

Слайд 10При одновременном использовании различных восков востребована комбинированная воскотопка ВТ 3.2: воска в
При одновременном использовании различных восков востребована комбинированная воскотопка ВТ 3.2: воска в

Слайд 11Литейная форма
В основном применяется технология, при которой форма с помещенными внутри восковыми
Литейная форма
В основном применяется технология, при которой форма с помещенными внутри восковыми
Слайд 12Результат несоблюдения этого правила – дефект, обусловленный концентрацией примесей и растворённых газов
Результат несоблюдения этого правила – дефект, обусловленный концентрацией примесей и растворённых газов
Слайд 13При дублировании гелином используется аппарат для подогрева дублирующей массы: АПДМ автоматически производит
При дублировании гелином используется аппарат для подогрева дублирующей массы: АПДМ автоматически производит
 Мой родной посёлок Высокий
Мой родной посёлок Высокий проект 2022
проект 2022 Психологическое здоровье детей младшего школьного возраста
Психологическое здоровье детей младшего школьного возраста Презентация на тему Применение тестов на уроках математики
Презентация на тему Применение тестов на уроках математики Идиомы
Идиомы ПРЕЗЕНТАЦІЯ ПРОЕКТУ Ключове питання: в чому сенс життя? Мета: узагальнити та повторити вивчений матеріал з зарубіжної літератури;
ПРЕЗЕНТАЦІЯ ПРОЕКТУ Ключове питання: в чому сенс життя? Мета: узагальнити та повторити вивчений матеріал з зарубіжної літератури; Навыки эффективных продаж. Soft Skills
Навыки эффективных продаж. Soft Skills Способы выделения композиционного центра
Способы выделения композиционного центра Стратегия МИРПАЛ и реализация регионального плана действий
Стратегия МИРПАЛ и реализация регионального плана действий Создание единого реестра застройщиков
Создание единого реестра застройщиков ДОМАШНЕЕ ЗАДАНИЕ
ДОМАШНЕЕ ЗАДАНИЕ Инвестиции в высокодоходные направления с твердым обеспечением. ООО Национальная инвестиционная компания
Инвестиции в высокодоходные направления с твердым обеспечением. ООО Национальная инвестиционная компания Обеспечение знакомства и взаимодействие школьников с миром высоких технологий на базе детского мини – технопарка Квантум
Обеспечение знакомства и взаимодействие школьников с миром высоких технологий на базе детского мини – технопарка Квантум Экономическое обоснование мероприятий по увеличению дохода банка за счет продвижения инвестиционных продуктов
Экономическое обоснование мероприятий по увеличению дохода банка за счет продвижения инвестиционных продуктов Игристые и газированные вина, коньяк: классификация, ассортимент, показатели качества, упаковка, маркировка, условия хранения
Игристые и газированные вина, коньяк: классификация, ассортимент, показатели качества, упаковка, маркировка, условия хранения Социальная миссия высшего образования
Социальная миссия высшего образования Общая характеристика административного права Украины
Общая характеристика административного права Украины Как выращивают хлопок
Как выращивают хлопок (БХАРАТА)
(БХАРАТА) Souvenirs
Souvenirs Полосатый сеанс
Полосатый сеанс Правосудие и правоохранительные органы
Правосудие и правоохранительные органы Творческий отчет 9 микрогруппы группы математиков
Творческий отчет 9 микрогруппы группы математиков Вена
Вена Западноевропейский костюм в раннем Средневековье (V-X вв.)
Западноевропейский костюм в раннем Средневековье (V-X вв.) правила цитирования
правила цитирования Буквы з-с на конце приставок.
Буквы з-с на конце приставок. Применение распределительного свойства умножения
Применение распределительного свойства умножения