- Оптимизация технологических процессов изготовления швейных изделий

Содержание
- 2. Цель работы: Освоение методики оптимизации технологических процессов изготовления швейных изделий. Содержание работы: 1.Постановка задачи оптимизации и
- 3. Оптимизация технологических процессов является довольно сложной многокритериальной задачей, т.к. область решений (множество возможных вариантов ТП) обусловлена
- 4. Структурная схема процесса оптимизации ТПШИ представлена на рис
- 5. Исходной информацией для выполнения первого этапа работы являются варианты технологических решений КТМ ТПШИ, полученные в предыдущих
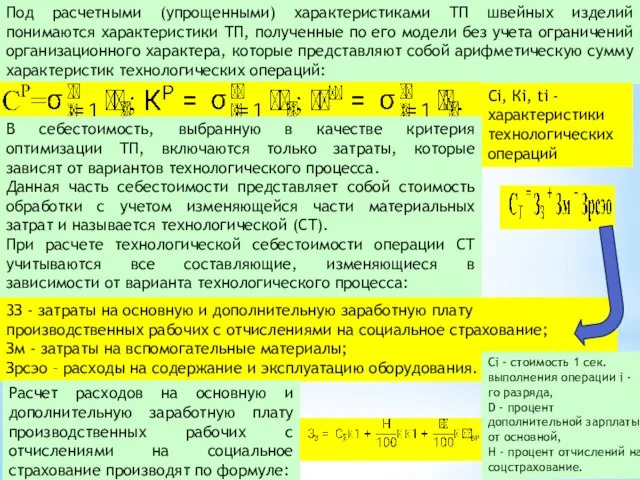
- 6. Под расчетными (упрощенными) характеристиками ТП швейных изделий понимаются характеристики ТП, полученные по его модели без учета
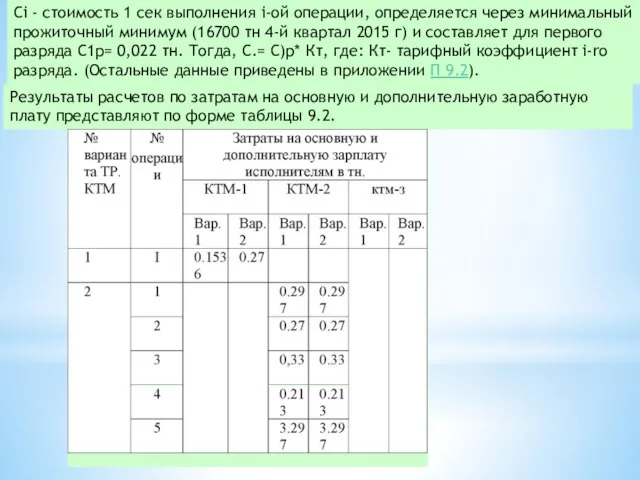
- 7. Сi - стоимость 1 сек выполнения i-ой операции, определяется через минимальный прожиточный минимум (16700 тн 4-й
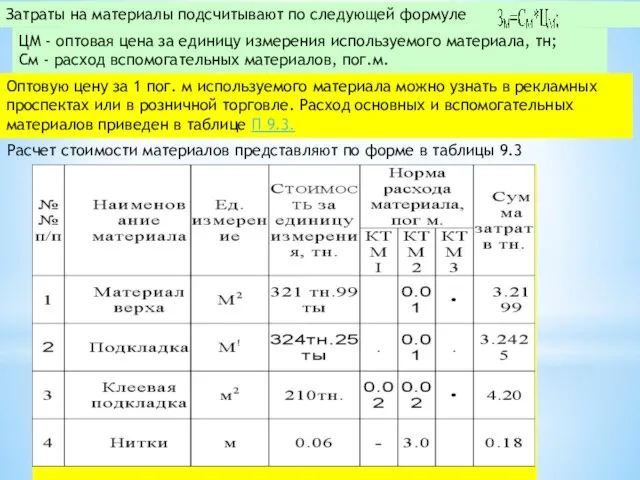
- 8. Затраты на материалы подсчитывают по следующей формуле ЦМ - оптовая цена за единицу измерения используемого материала,
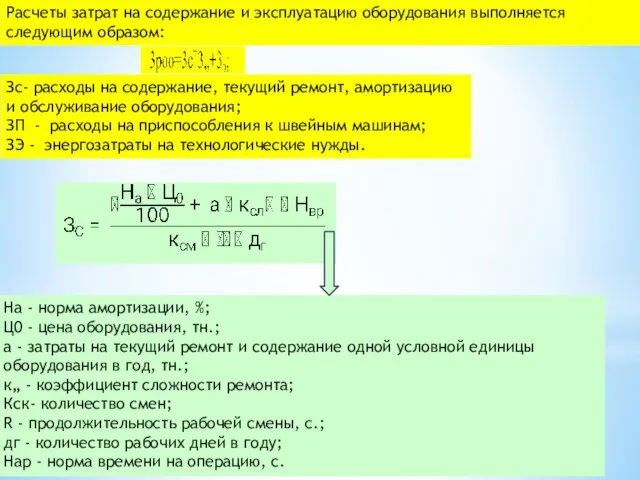
- 9. Расчеты затрат на содержание и эксплуатацию оборудования выполняется следующим образом: Зс- расходы на содержание, текущий ремонт,
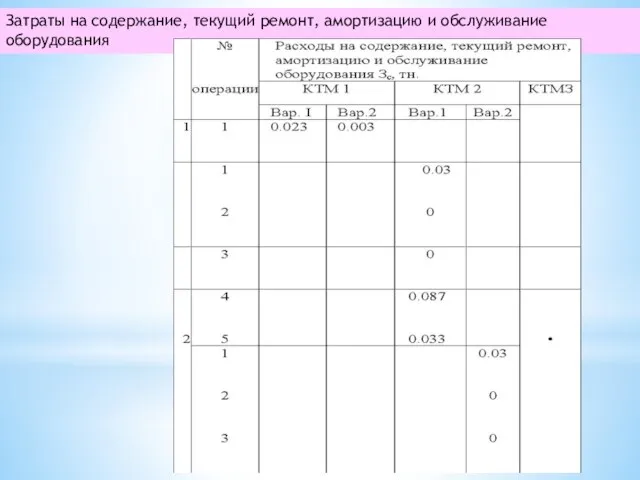
- 10. Затраты на содержание, текущий ремонт, амортизацию и обслуживание оборудования
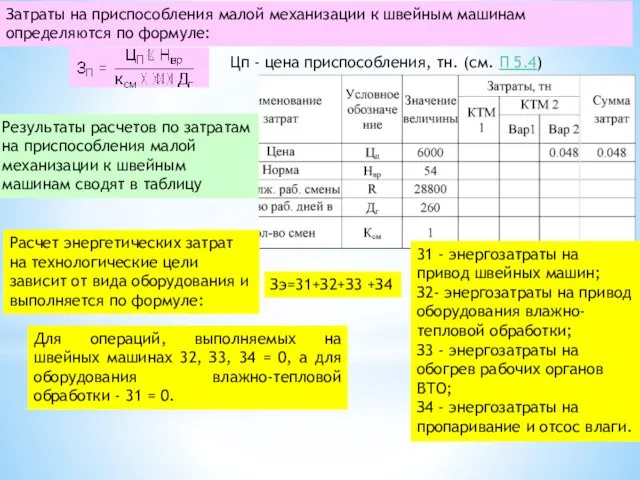
- 11. Затраты на приспособления малой механизации к швейным машинам определяются по формуле: Цп - цена приспособления, тн.
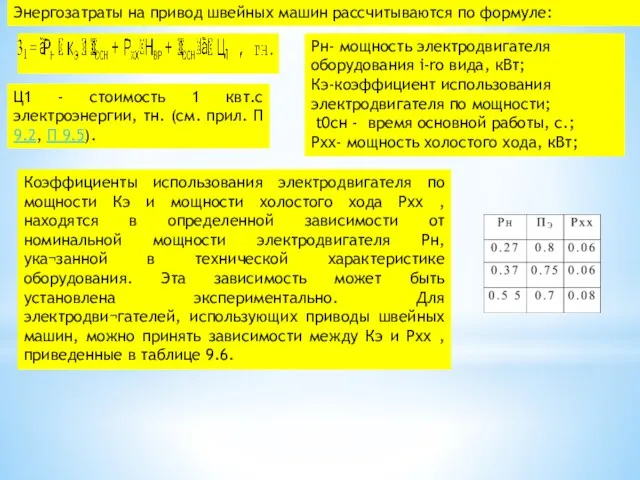
- 12. Энергозатраты на привод швейных машин рассчитываются по формуле: Рн- мощность электродвигателя оборудования i-ro вида, кВт; Кэ-коэффициент
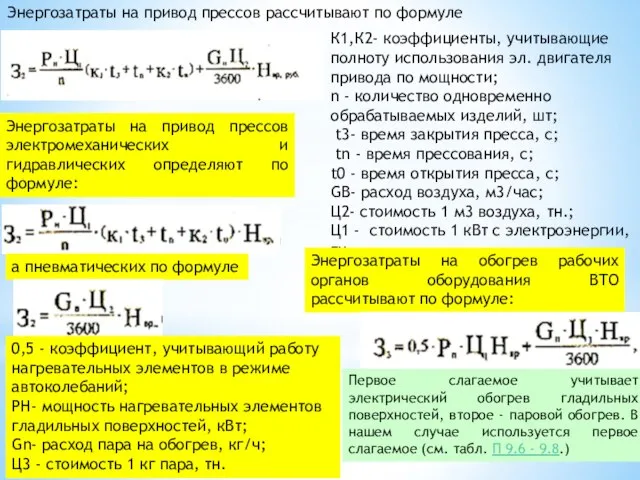
- 13. Энергозатраты на привод прессов рассчитывают по формуле К1,К2- коэффициенты, учитывающие полноту использования эл. двигателя привода по
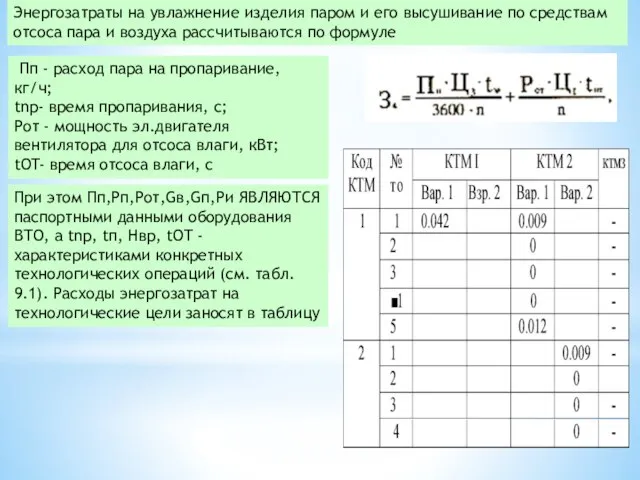
- 14. Энергозатраты на увлажнение изделия паром и его высушивание по средствам отсоса пара и воздуха рассчитываются по
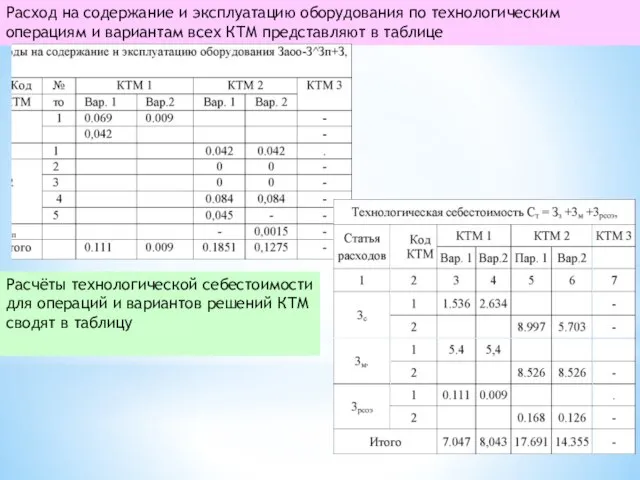
- 15. Расход на содержание и эксплуатацию оборудования по технологическим операциям и вариантам всех КТМ представляют в таблице
- 16. Рассмотренный пример расчета основных параметров оптимизации приведен для производственной ситуации, когда новая модель подключается к действующему
- 18. Скачать презентацию
Слайд 2Цель работы:
Освоение методики оптимизации технологических процессов изготовления швейных изделий.
Содержание работы:
1.Постановка задачи оптимизации
Цель работы:
Освоение методики оптимизации технологических процессов изготовления швейных изделий.
Содержание работы:
1.Постановка задачи оптимизации
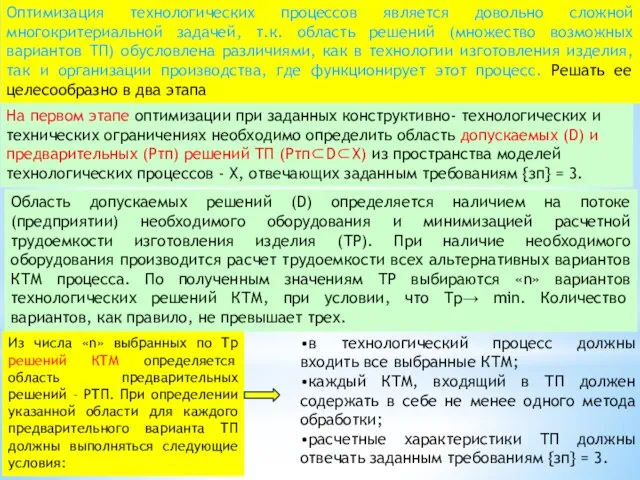
Слайд 3Оптимизация технологических процессов является довольно сложной многокритериальной задачей, т.к. область решений (множество
Оптимизация технологических процессов является довольно сложной многокритериальной задачей, т.к. область решений (множество
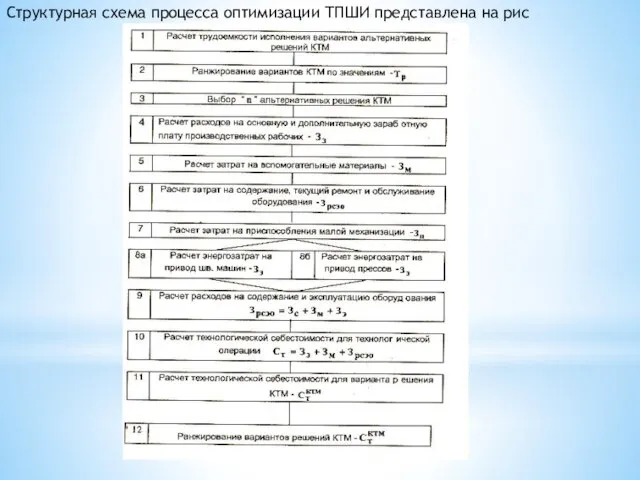
Слайд 4Структурная схема процесса оптимизации ТПШИ представлена на рис
Структурная схема процесса оптимизации ТПШИ представлена на рис
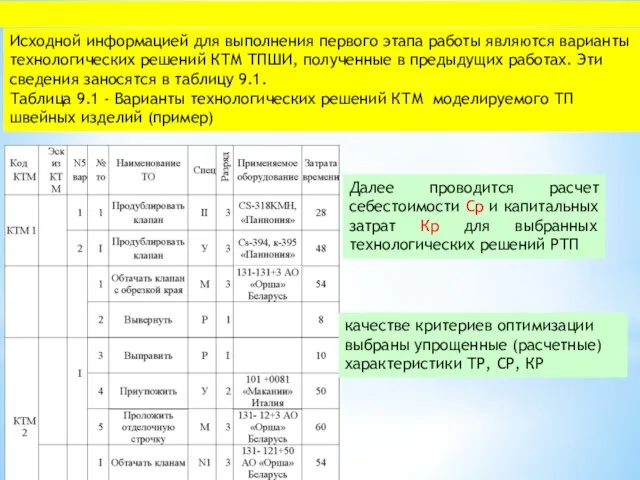
Слайд 5Исходной информацией для выполнения первого этапа работы являются варианты технологических решений КТМ
Исходной информацией для выполнения первого этапа работы являются варианты технологических решений КТМ
Слайд 6Под расчетными (упрощенными) характеристиками ТП швейных изделий понимаются характеристики ТП, полученные по
Под расчетными (упрощенными) характеристиками ТП швейных изделий понимаются характеристики ТП, полученные по
Слайд 7Сi - стоимость 1 сек выполнения i-ой операции, определяется через минимальный прожиточный
Сi - стоимость 1 сек выполнения i-ой операции, определяется через минимальный прожиточный
Слайд 8Затраты на материалы подсчитывают по следующей формуле
ЦМ - оптовая цена за единицу
Затраты на материалы подсчитывают по следующей формуле
ЦМ - оптовая цена за единицу
Слайд 9Расчеты затрат на содержание и эксплуатацию оборудования выполняется следующим образом:
Зс- расходы на
Расчеты затрат на содержание и эксплуатацию оборудования выполняется следующим образом:
Зс- расходы на
Слайд 10Затраты на содержание, текущий ремонт, амортизацию и обслуживание оборудования
Затраты на содержание, текущий ремонт, амортизацию и обслуживание оборудования
Слайд 11Затраты на приспособления малой механизации к швейным машинам определяются по формуле:
Цп -
Затраты на приспособления малой механизации к швейным машинам определяются по формуле:
Цп -
Слайд 12Энергозатраты на привод швейных машин рассчитываются по формуле:
Рн- мощность электродвигателя оборудования i-ro
Энергозатраты на привод швейных машин рассчитываются по формуле:
Рн- мощность электродвигателя оборудования i-ro
Слайд 13Энергозатраты на привод прессов рассчитывают по формуле
К1,К2- коэффициенты, учитывающие полноту использования эл.
Энергозатраты на привод прессов рассчитывают по формуле
К1,К2- коэффициенты, учитывающие полноту использования эл.
Слайд 14Энергозатраты на увлажнение изделия паром и его высушивание по средствам отсоса пара
Энергозатраты на увлажнение изделия паром и его высушивание по средствам отсоса пара
Слайд 15Расход на содержание и эксплуатацию оборудования по технологическим операциям и вариантам всех
Расход на содержание и эксплуатацию оборудования по технологическим операциям и вариантам всех
Слайд 16Рассмотренный пример расчета основных параметров оптимизации приведен для производственной ситуации, когда новая
Рассмотренный пример расчета основных параметров оптимизации приведен для производственной ситуации, когда новая
 Абстрактное искусство
Абстрактное искусство Презентация для арендодателей
Презентация для арендодателей Бюджетная реформа: повышение эффективности и результативности бюджетных расходов
Бюджетная реформа: повышение эффективности и результативности бюджетных расходов 10. культура стран халифата
10. культура стран халифата УУД по выделению главного в тексте
УУД по выделению главного в тексте  Московский гуманитарный университет
Московский гуманитарный университет Всероссийский слет учителей
Всероссийский слет учителей Права и обязанности
Права и обязанности Кем быть? Как открыть своё дело?
Кем быть? Как открыть своё дело? Общество с ограниченной ответственностью Строй-Ресурс
Общество с ограниченной ответственностью Строй-Ресурс Автоматизированная система управления имущественным комплексом АС УМЗ
Автоматизированная система управления имущественным комплексом АС УМЗ Стратегический маркетинг
Стратегический маркетинг Анонсы секций СНО
Анонсы секций СНО Птицы Забота о потомстве
Птицы Забота о потомстве продукция произведена предприятием ОАО «Химик», система менеджмента качества которого сертифицирована на соответствие стандарт
продукция произведена предприятием ОАО «Химик», система менеджмента качества которого сертифицирована на соответствие стандарт МОЛОДІЖНА ГРОМАДСЬКА ОРГАНІЗАЦІЯ “АВАНГАРД ПЛЮС”
МОЛОДІЖНА ГРОМАДСЬКА ОРГАНІЗАЦІЯ “АВАНГАРД ПЛЮС” Критерии оценивания
Критерии оценивания Малые инвестиции. Способы вложения небольших сумм
Малые инвестиции. Способы вложения небольших сумм Бастама- начало, зачин
Бастама- начало, зачин Уроки этикета
Уроки этикета Портфолио студентки группы Э-32 Гулой Маргариты
Портфолио студентки группы Э-32 Гулой Маргариты Продвижение образовательного веб-ресурса на примере виртуального музея памяти Солдаты Победы
Продвижение образовательного веб-ресурса на примере виртуального музея памяти Солдаты Победы Зажим-держатель для обуви, серый
Зажим-держатель для обуви, серый Презентация на тему Электромагнитные колебания
Презентация на тему Электромагнитные колебания  Культура и традиции
Культура и традиции  Рождество в Германии и России
Рождество в Германии и России Планируемые и достигаемые результаты ресурсы и условия организация и содержание К результатам освоения основной образовательной
Планируемые и достигаемые результаты ресурсы и условия организация и содержание К результатам освоения основной образовательной Рабочие и обучающие группы
Рабочие и обучающие группы