Слайд 2Основным режущим инструментом для работы на фрезерных станках является фреза. Фреза –
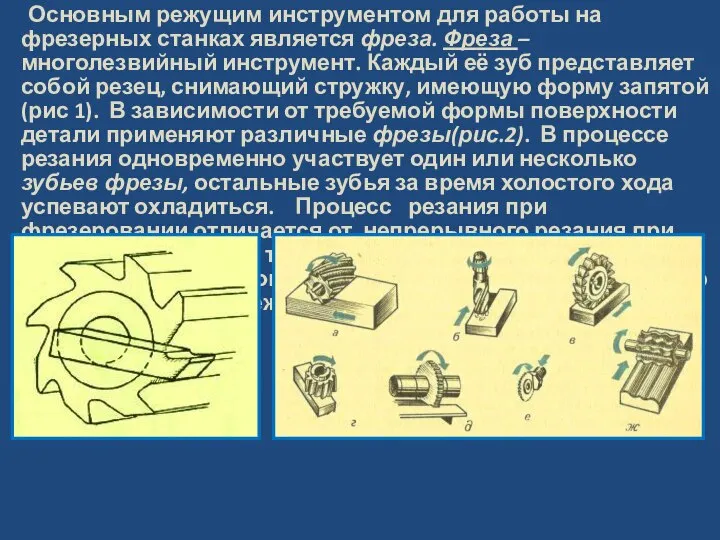
многолезвийный инструмент. Каждый её зуб представляет собой резец, снимающий стружку, имеющую форму запятой(рис 1). В зависимости от требуемой формы поверхности детали применяют различные фрезы(рис.2). В процессе резания одновременно участвует один или несколько зубьев фрезы, остальные зубья за время холостого хода успевают охладиться. Процесс резания при фрезеровании отличается от непрерывного резания при точении и сверлении тем, что зубья фрезы работают периодически. Это повышает стойкость фрез по сравнению с другими металлорежущими инструментами.
Рис.1 Рис. 2. Фрезы: а – цилиндрическая; б-концевая;
в – дисковая; г – торцовая; д– отрезная;
е – прорезная; ж – фасонная.
Слайд 3 Элементы зуба фрезы и его геометрия
Каждый зуб фрезы, как и
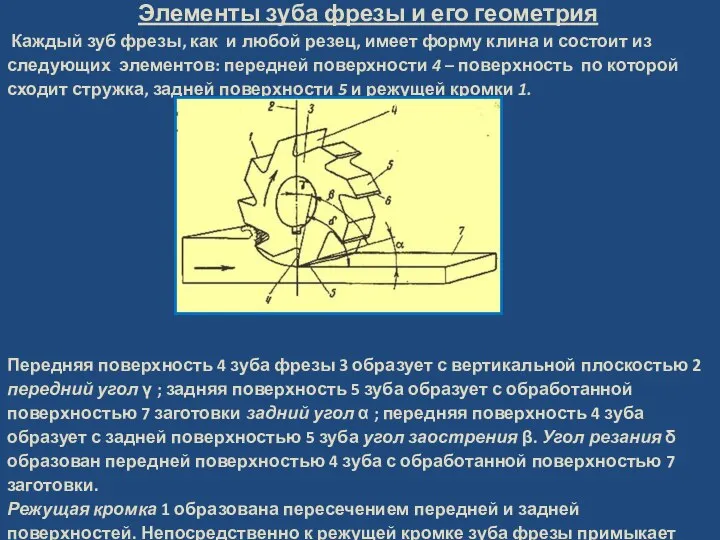
любой резец, имеет форму клина и состоит из следующих элементов: передней поверхности 4 – поверхность по которой сходит стружка, задней поверхности 5 и режущей кромки 1.
Передняя поверхность 4 зуба фрезы 3 образует с вертикальной плоскостью 2 передний угол γ ; задняя поверхность 5 зуба образует с обработанной поверхностью 7 заготовки задний угол α ; передняя поверхность 4 зуба образует с задней поверхностью 5 зуба угол заострения β. Угол резания δ образован передней поверхностью 4 зуба с обработанной поверхностью 7 заготовки.
Режущая кромка 1 образована пересечением передней и задней поверхностей. Непосредственно к режущей кромке зуба фрезы примыкает узкая полоска-ленточка, так называемая фаска, шириной около 0,1 мм. Ленточка 6, или фаска, обеспечивает правильную заточку фрезы.
Слайд 4 Материал фрез
Для изготовления фрез применяются различные материалы. Фрезы, работающие при
скорости резания 10…15 м/мин, изготовляются из углеродистых инструментальных сталей У7 – У13, работающие при скорости резания 20..25 м/мин – из легированных сталей ХГ, ХВ5, 9ХС, ХВГ. Для фрез, работающих при более высоких скоростях резания, применяются быстрорежущие стали Р6М5, Р6М3, Р9, Р12, р18. Фрезы из быстрорежущей стали Р18 и Р9 допускают большие скорости резания и большие подачи, чем фрезы из углеродистой и легированной сталей. Металлокерамические твердые сплавы для обработки резанием металлов разделяются на титановольфрамовые (типа ТК -Т14К8,Т15К6, Т5 К10) и вольфрамовые (типа ВК – ВК2, ВК3М, ВК10М, ВК6, ВК8 ) сплавы. Для оснащения фрез твердые сплавы выпускаются в виде пластинок. Такие пластинки припаивают либо к державкам из конструкционной стали (в этом случае они образуют вставные зубья), либо к корпусу фрезы. Высокая твердость и износостойкость твердых сплавов, а также их способность сохранять режущие свойства при высоких температурах обеспечивают возможность еще более производительной обработки по сравнению с быстрорежущей сталью.
Слайд 5Режим резания при фрезеровании
В процессе фрезерования зубья фрезы при её вращении

последовательно один за другим врезаются в надвигающуюся заготовку и снимают стружку, осуществляя резание.
Элементами резания при фрезеровании являются ширина фрезерования ?, т.е. ширина поверхности, обрабатываемой за один проход заготовки, глубина фрезерования ?, скорость резания ? и подача s.
Совокупность всех перечисленных выше элементов (скорость резания, подача, глубина и ширина фрезерования) в правильном взаимном сочетании составляет режим резания при фрезеровании, или, сокращенно, режим фрезерования.
Слайд 6
Глубина фрезерования
Глубиной резания при фрезеровании, или глубиной фрезерования t, или часто

глубиной срезаемого слоя, называют толщину (в миллиметрах) слоя металла, снимаемого с поверхности заготовки фрезой за один проход. Глубина фрезерования измеряется как расстояние между обрабатываемой и обработанной поверхностями.
Весь слой металла, который необходимо удалить при фрезеровании, называется припуском на обработку. Глубина фрезерования зависит от припуска на обработку и мощности станка. Если припуск велик, обработку производят в несколько переходов. При этом последний переход производят с небольшой глубиной резания для получения более чистой поверхности обработки. Такой переход называют чистовым фрезерованием в отличие от чернового, или предварительного фрезерования, которое производят с большей глубиной фрезерования. При небольшом припуске на обработку фрезерование производят обычно с одного прохода.
Слайд 7
Подача
Движение подачи при фрезеровании выполняется вручную. Оно может быть осуществлено перемещением
стола станка в продольном направлении, перемещением салазок в поперечном направлении и перемещением консоли в вертикальном направлении. Под подачей при фрезеровании понимают перемещение обрабатываемой заготовки относительно вращения фрезы. Она подразделяется на следующие виды:
подача на один зуб фрезы — перемещение стола в миллиметрах за время, когда фреза повернется на часть оборота, соответствующую расстоянию от одного зуба до другого (на один шаг), обозначается Sзy6 и выражается в мм/зуб. Часто подачу на один зуб фрезы обозначают S z, где z — число зубьев фрезы;
подача на один оборот фрезы — перемещение стола в миллиметрах за полный оборот фрезы, обозначается S0 = Sz· ? мм/об ;
подача за одну минуту — перемещение стола в миллиметрах за 1 мин, обозначается S, S = S0 ·n = Sz· ? · n мм/мин.
На практике пользуются всеми тремя значениями подачи. Выбор величины подачи осуществляется по специальным таблицам.
Слайд 8
Скорость резания, подача, глубина и ширина резания не могут выбираться произвольно фрезеровщиком
по собственному усмотрению, так как это может вызвать преждевременный износ фрезы, перегрузку и даже поломку отдельных узлов станка, нечистую поверхность обработки и т. д.
Все перечисленные выше элементы резания находятся в тесной зависимости друг от друга. Например, с увеличением скорости резания необходимо уменьшать подачу на зуб и снижать глубину резания, фрезерование с большой шириной резания требует уменьшения скорости резания и подачи, фрезерование с большой глубиной резания (черновую обработку) производят с меньшей скоростью резания, чем чистовую обработку, и т. д.
Кроме того, назначение скорости резания зависит от материала фрезы и материала заготовки. Фреза из быстрорежущей стали допускает большие скорости резания, чем из углеродистой стали; в свою очередь скорость резания для твердосплавной фрезы может быть в 4—5 раз выше, чем для быстрорежущей. Легкие сплавы можно фрезеровать со значительно большей скоростью резания, чем чугун. Чем тверже (крепче) стальная заготовка, тем меньше должна быть скорость резания.
Слайд 9Виды фрезерования
Фрезерование поверхностей цилиндрическими и дисковыми фрезами может производиться при движении (подачи)
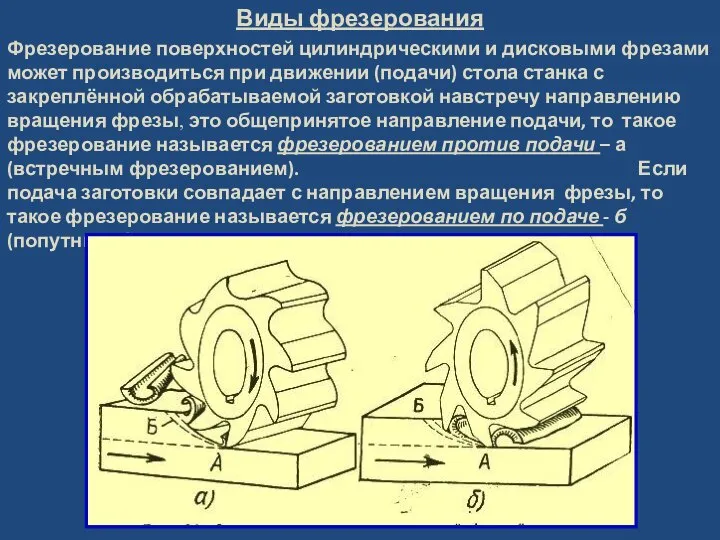
стола станка с закреплённой обрабатываемой заготовкой навстречу направлению вращения фрезы, это общепринятое направление подачи, то такое фрезерование называется фрезерованием против подачи – а (встречным фрезерованием). Если подача заготовки совпадает с направлением вращения фрезы, то такое фрезерование называется фрезерованием по подаче - б (попутным фрезерованием)

 Компьютерные вирусы Антивирусные программы
Компьютерные вирусы Антивирусные программы Изменщик. Суд и остальное
Изменщик. Суд и остальное Правовой режим внутренних и территориальных вод
Правовой режим внутренних и территориальных вод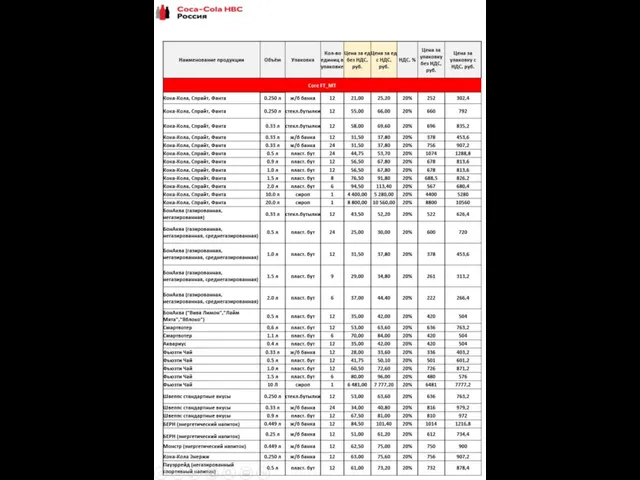 Coca-Cola HBC Россия
Coca-Cola HBC Россия Основные признаки предприятия в строительстве. Формы и виды строительно-монтажных организаций
Основные признаки предприятия в строительстве. Формы и виды строительно-монтажных организаций Организация работы с проблемной задолженностью в корпоративном секторе кредитования
Организация работы с проблемной задолженностью в корпоративном секторе кредитования Формирование у дошкольников навыков сотрудничества
Формирование у дошкольников навыков сотрудничества Почему племена говорят на разных языках
Почему племена говорят на разных языках «АЙКЬЮНОЛ®» Омега-3 (80%) «ФОРТИДА®»
«АЙКЬЮНОЛ®» Омега-3 (80%) «ФОРТИДА®» Проблемы преемственности при переходе из начальной школы в среднее звено
Проблемы преемственности при переходе из начальной школы в среднее звено Твой дом. Твой стиль
Твой дом. Твой стиль Background Ежегодно 1,2 миллиона человек погибают в результате дорожно-транспортных происшествий и ещё больше миллионов людей получают
Background Ежегодно 1,2 миллиона человек погибают в результате дорожно-транспортных происшествий и ещё больше миллионов людей получают  Обзор заработных плат и компенсаций в строительной отрасли
Обзор заработных плат и компенсаций в строительной отрасли Профессия Врач
Профессия Врач портрет. поэтапное рисование
портрет. поэтапное рисование Паркинги
Паркинги Теоретические основы физиотерапии. Физиопрофилактика. Гальванизация. Электрофорез
Теоретические основы физиотерапии. Физиопрофилактика. Гальванизация. Электрофорез Личная безопасность
Личная безопасность Комплекс утренней гимнастики с гантелями
Комплекс утренней гимнастики с гантелями Взросление
Взросление 20140123_fizminutka_po_vremeni
20140123_fizminutka_po_vremeni Центр развития бизнеса Ненецкого автономного округа. Наши лизинговые продукты
Центр развития бизнеса Ненецкого автономного округа. Наши лизинговые продукты Административные правоотношения
Административные правоотношения Торнадо любви. Направление Личные Цели
Торнадо любви. Направление Личные Цели Дорога в самостоятельную жизнь
Дорога в самостоятельную жизнь Форматирование текста в MS Word
Форматирование текста в MS Word СЕКС БОЛЬШЕ, ЧЕМ ФИЗИОЛОГИЧЕСКАЯ ПОТРЕБНОСТЬ
СЕКС БОЛЬШЕ, ЧЕМ ФИЗИОЛОГИЧЕСКАЯ ПОТРЕБНОСТЬ Методология научных исследований Опорные схемы
Методология научных исследований Опорные схемы