- Основы БП_презентация тренера

Содержание
- 2. ЗАДАЧИ ОБУЧЕНИЯ
- 3. ПРЕДСТАВЬТЕСЬ 1 ЗАПИШИТЕ 3 РАССКАЖИТЕ 2 о своем опыте во внедрении производственных систем имя, должность на
- 4. НАЦИОНАЛЬНЫЙ ПРОЕКТ «ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА И ПОДДЕРЖКА ЗАНЯТОСТИ»
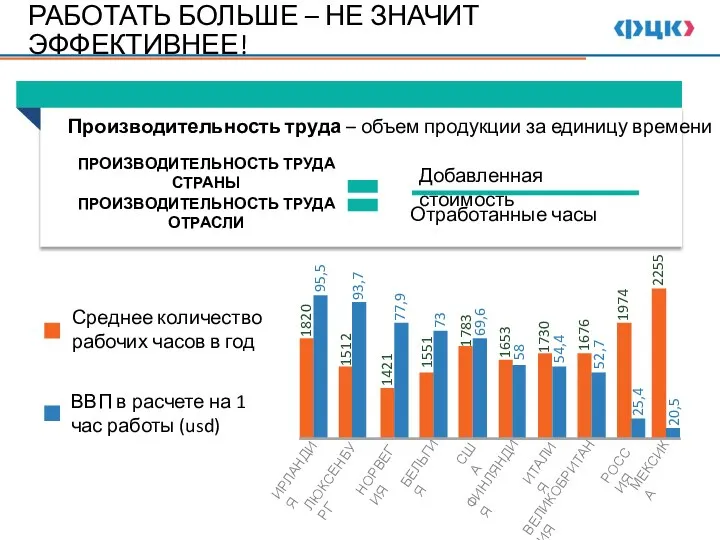
- 5. Производительность труда – объем продукции за единицу времени ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА СТРАНЫ ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА ОТРАСЛИ Добавленная стоимость
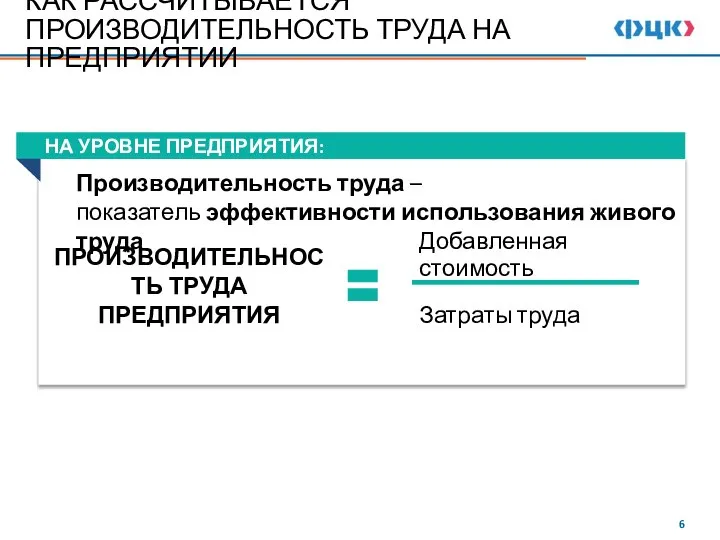
- 6. Производительность труда – показатель эффективности использования живого труда ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА ПРЕДПРИЯТИЯ Добавленная стоимость Затраты труда НА
- 7. ЗАРАБАТЫВАТЬ БОЛЬШЕ? ДА! НЕТ СЕБЕСТОИМОСТЬ ПРИБЫЛЬ СЕБЕСТОИМОСТЬ цена продажи ПРИБЫЛЬ цена продажи ПОВЫШЕНИЕ ЦЕНЫ ПРОДАЖИ СЕБЕСТОИМОСТЬ
- 8. Цели на 3 года: Увеличить выручку на 39% Увеличить численность на 5,4% Повысить производительность труда на
- 9. Создание потока единичных изделий позволило снизить запасы в потоке с 54000 до 1300 шт. и сократить
- 10. Внедрение системы 5С сократило время переналадки оборудования с 480 до 60 мин АО «СРЕДНЕ-ВОЛЖСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД»
- 11. Компактизация производства (условное высвобождение около 130 кв. м.) АО «СРЕДНЕ-ВОЛЖСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД»
- 12. АЭРОЗОЛЬ НОВОМОСКОВСК ВПП производства партии на линии, час НЗП на линии №1, шт. в 4 раза
- 13. ПРЕДПРИЯТИЯ-УЧАСТНИКИ НАЦИОНАЛЬНОГО ПРОЕКТА АО «Стеклонит» ООО ЗПИ «Альтернатива» АО «ОЗНА-Измерительные системы» ООО НПП «БАСЭТ» ООО «Компания
- 14. СОСТАВЬТЕ список выгод, которые дает предприятию и сотрудникам внедрение Производственной системы 15 мин.
- 15. Уильям Эдвардс Деминг «Вы можете не изменяться. Выживание не является обязанностью» ,,
- 16. ВВЕДЕНИЕ В БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО
- 17. ИСТОРИЧЕСКАЯ СПРАВКА Фредерик Тейлор 1895 год, США Система научного менеджмента Фрэнк и Лилиан Гилберт 1911 год,
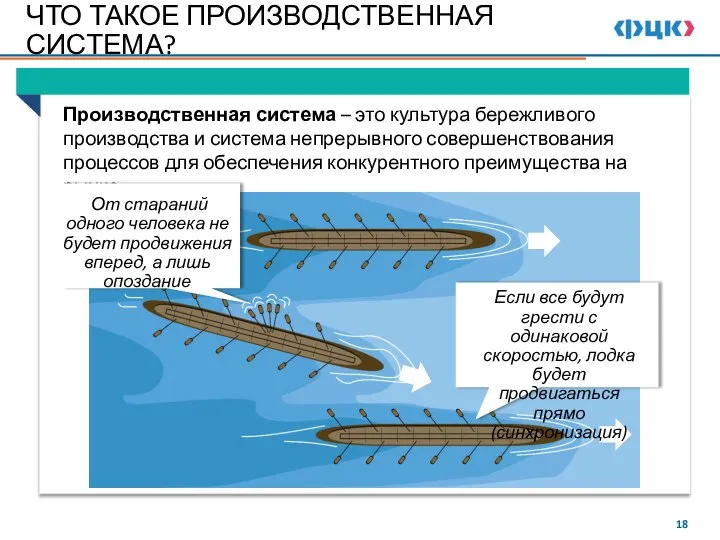
- 18. ЧТО ТАКОЕ ПРОИЗВОДСТВЕННАЯ СИСТЕМА? Производственная система – это культура бережливого производства и система непрерывного совершенствования процессов
- 19. ЧТО НУЖНО КЛИЕНТУ? ПРОДУКЦИЯ В СРОК КАЧЕСТВЕННАЯ ПРОДУКЦИЯ ПРИВЛЕКАТЕЛЬНАЯ ЦЕНА КЛИЕНТ
- 20. ДЕЛОВАЯ ИГРА «ПРОИЗВОДСТВО ШТЕПСЕЛЬНЫХ ВИЛОК»
- 21. ЗАДАЧИ ДЕЛОВОЙ ИГРЫ 1 2 3 Построить эффективный игровой производственный процесс, ориентированный на Клиента Организовать логистику
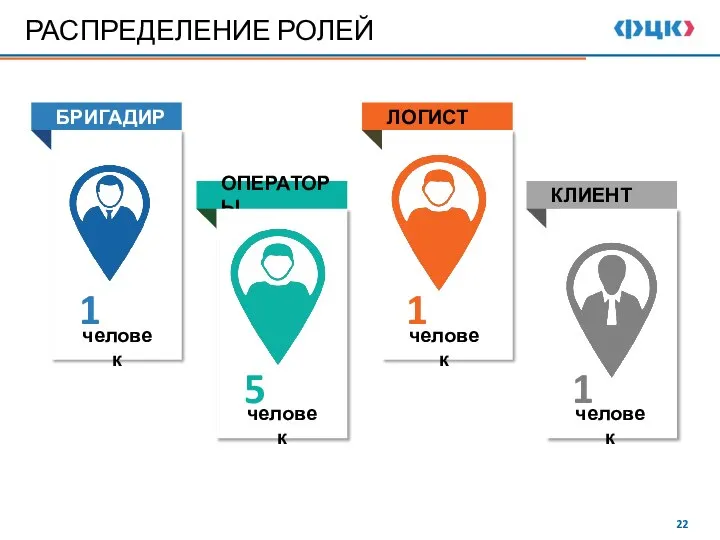
- 22. ОПЕРАТОРЫ ЛОГИСТ КЛИЕНТ БРИГАДИР РАСПРЕДЕЛЕНИЕ РОЛЕЙ человек 1 человек 5 человек 1 человек 1
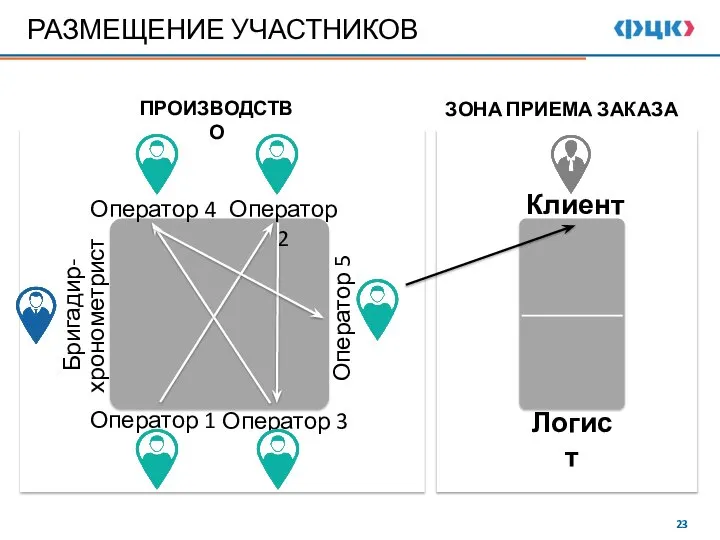
- 23. РАЗМЕЩЕНИЕ УЧАСТНИКОВ ЗОНА ПРИЕМА ЗАКАЗА ПРОИЗВОДСТВО Оператор 1 Оператор 3 Оператор 4 Оператор 2 Оператор 5
- 24. ИЗУЧИТЕ 1 ПРОИЗВЕДИТЕ 2 пробную сборку изделия в соответствии с инструкцией Инструкцию к своей роли
- 25. 1 2 3 ПРАВИЛА ИГРЫ Длительность раунда – 10 минут 4 Передавать заготовки в 1 раунде
- 26. ОБЪЕМ ЗАКАЗА В 1 РАУНДЕ Бланк заказа 3 ампер 5 ампер 13 ампер 7 шт 8
- 27. 1 Количество произведенных изделий? Количество изделий с браком, без брака? Общее впечатление от качества производственного процесса?
- 28. БЛОК СХЕМА К 1 РАУНДУ СБОРКА ШТЕПСЕЛЬНЫХ ВИЛОК
- 29. ЗАПИШИТЕ 1 СОБЕРИТЕ 2 общий банк проблем от своего предприятия на стикерах проблемы, с которыми лично
- 30. 7 ВИДОВ ПОТЕРЬ
- 31. В ЛЮБОЙ РАБОТЕ ЕСТЬ 3 СОСТАВЛЯЮЩИХ Я КЛИЕНТ ПОТЕРИ Работа, которая не добавляет ценности продукту НЕЗНАЧИМАЯ
- 33. ПОТЕРИ В ПРОИЗВОДСТВЕ ШТЕПСЕЛЬНЫХ ВИЛОК Какой вид потерь вы видите на фотографии? ?
- 34. ИЗЛИШНЯЯ ТРАНСПОРТИРОВКА НА ПРОИЗВОДСТВЕ Большой объем и пробег транспортировки Большой парк средств транспортировки
- 35. Какой вид потерь вы видите на фотографии? ? ПОТЕРИ В ПРОИЗВОДСТВЕ ШТЕПСЕЛЬНЫХ ВИЛОК
- 36. ИЗЛИШНИЕ ЗАПАСЫ В ПРОИЗВОДСТВЕ
- 37. ПОТЕРИ ПРИ ПЕРЕДАЧЕ ПАРТИЯМИ И БЕЗ СПЕЦИАЛЬНОЙ ТАРЫ Какой вид потерь вы видите на фотографии? ?
- 38. Какой вид потерь вы видите на фотографии? ПОТЕРИ ПРИ ПЕРЕДАЧЕ ПАРТИЯМИ И БЕЗ СПЕЦИАЛЬНОЙ ТАРЫ ?
- 39. КАК ВЫГЛЯДИТ БРАК ПРИ СБОРКЕ
- 40. Какие виды потерь вы видите на фотографии? ПОТЕРИ В ПРОЦЕССЕ ПРОИЗВОДСТВА ШТЕПСЕЛЬНЫХ ВИЛОК ?
- 41. ОЖИДАНИЕ НА ПРОИЗВОДСТВЕ
- 42. ПЕРЕПРОИЗВОДСТВО/ЗАПАСЫ
- 43. МЕТОД РЕШЕНИЯ ПРОБЛЕМ «5 ПОЧЕМУ»
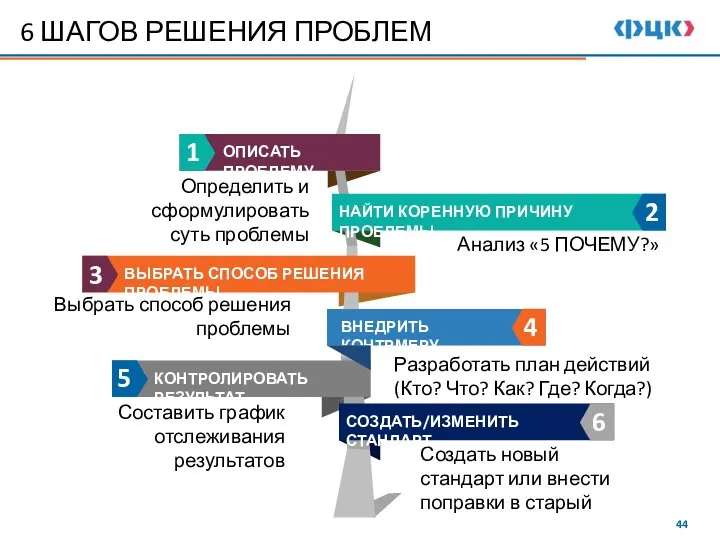
- 44. 6 ШАГОВ РЕШЕНИЯ ПРОБЛЕМ ОПИСАТЬ ПРОБЛЕМУ Создать новый стандарт или внести поправки в старый СОЗДАТЬ/ИЗМЕНИТЬ СТАНДАРТ
- 45. МЕТОД «5 ПОЧЕМУ» ИССЛЕДУЕМАЯ ПРОБЛЕМА 1 КОРЕННАЯ ПРИЧИНА ПРИЧИНА ПРИЧИНА 2 ПРИЧИНА 4 НЕСКОЛЬКО РАЗ ПОЧЕМУ?
- 46. МЕТОД «5 ПОЧЕМУ» РАБОТАЕТ И В ПОВСЕДНЕВНОЙ ЖИЗНИ МЕНЯ ОШТРАФОВАЛИ ЗА ПРЕВЫШЕНИЕ СКОРОСТИ ПРОБЛЕМА Я ЕХАЛ
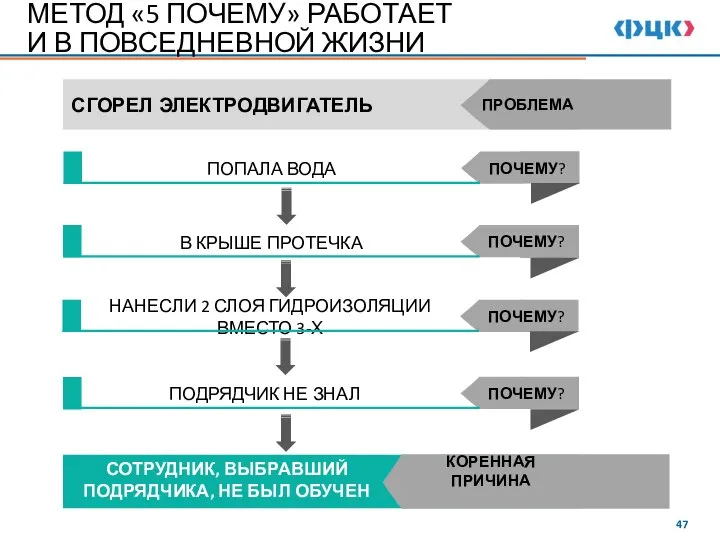
- 47. МЕТОД «5 ПОЧЕМУ» РАБОТАЕТ И В ПОВСЕДНЕВНОЙ ЖИЗНИ СГОРЕЛ ЭЛЕКТРОДВИГАТЕЛЬ ПРОБЛЕМА В КРЫШЕ ПРОТЕЧКА ПОДРЯДЧИК НЕ
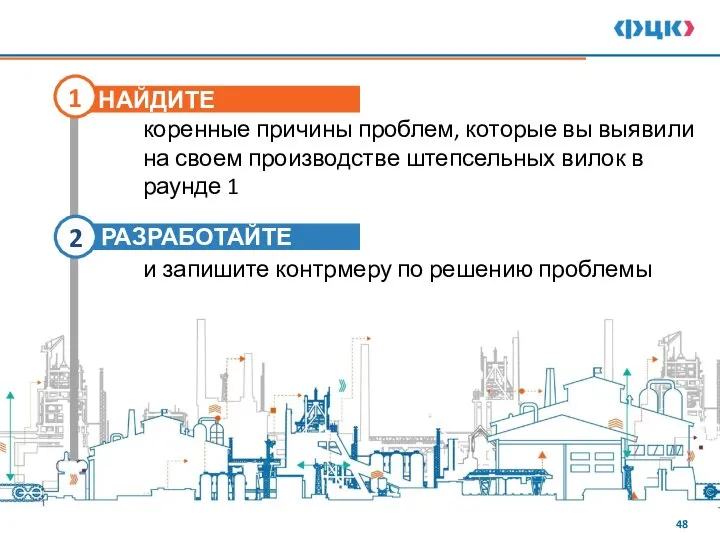
- 48. НАЙДИТЕ 1 РАЗРАБОТАЙТЕ 2 и запишите контрмеру по решению проблемы коренные причины проблем, которые вы выявили
- 49. ОСНОВЫ КАРТИРОВАНИЯ
- 50. ЧТО ТАКОЕ ПОТОК СОЗДАНИЯ ЦЕННОСТИ? Поток создания ценности - преобразование материалов и информации в продукт или
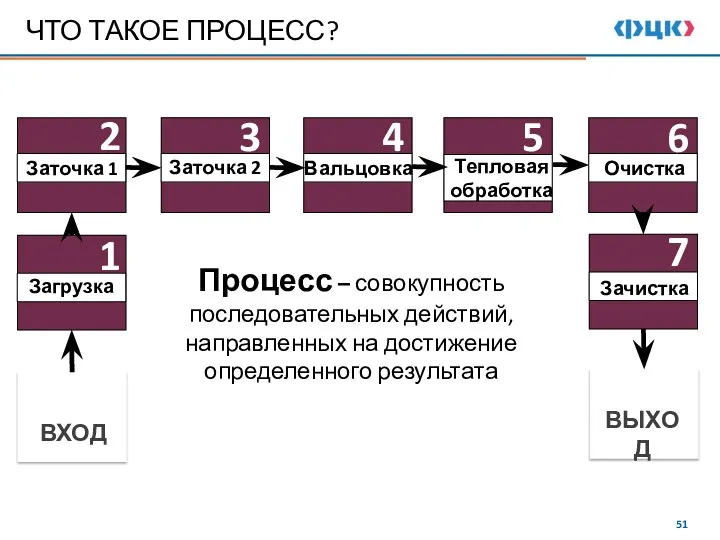
- 51. Загрузка ЧТО ТАКОЕ ПРОЦЕСС? Процесс – совокупность последовательных действий, направленных на достижение определенного результата ВХОД ВЫХОД
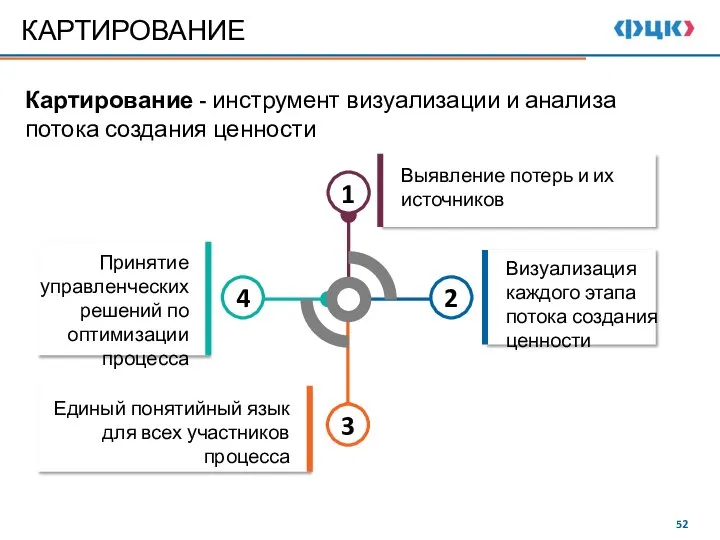
- 52. КАРТИРОВАНИЕ Картирование - инструмент визуализации и анализа потока создания ценности 1 2 3 Выявление потерь и
- 53. Картирование позволяет понять: ОСОБЕННОСТИ КАРТИРОВАНИЯ на первый взгляд… на самом деле Процесс в целом Требования к
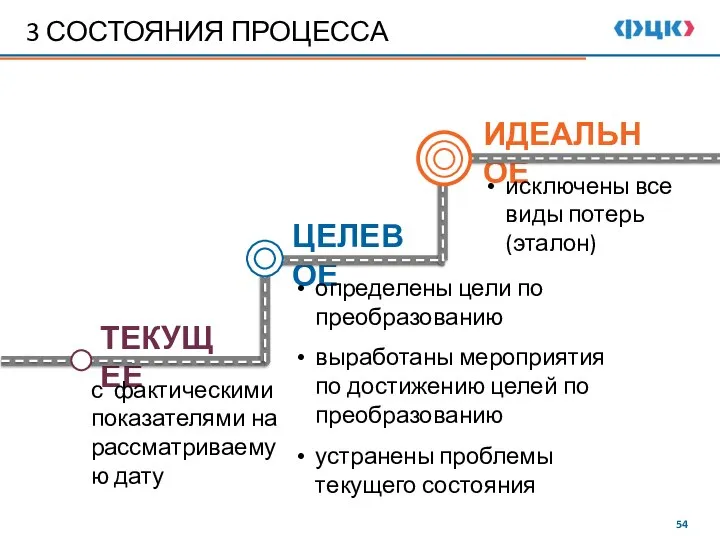
- 54. 3 СОСТОЯНИЯ ПРОЦЕССА ТЕКУЩЕЕ с фактическими показателями на рассматриваемую дату ЦЕЛЕВОЕ определены цели по преобразованию выработаны
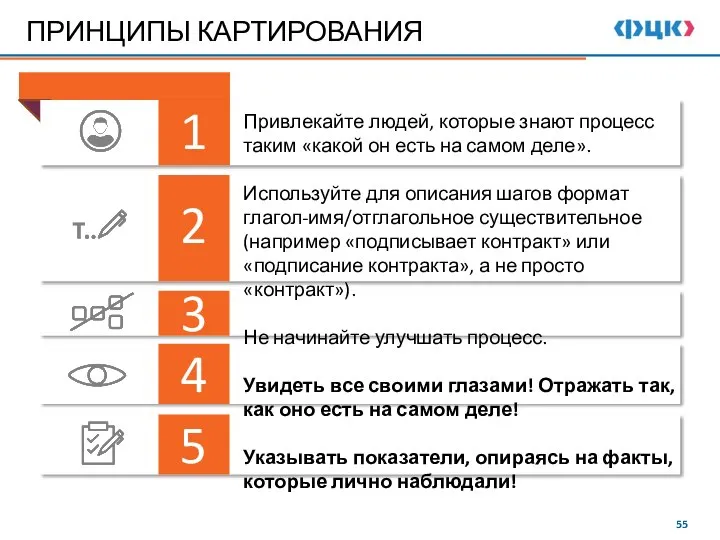
- 55. 1 2 3 4 ПРИНЦИПЫ КАРТИРОВАНИЯ Привлекайте людей, которые знают процесс таким «какой он есть на
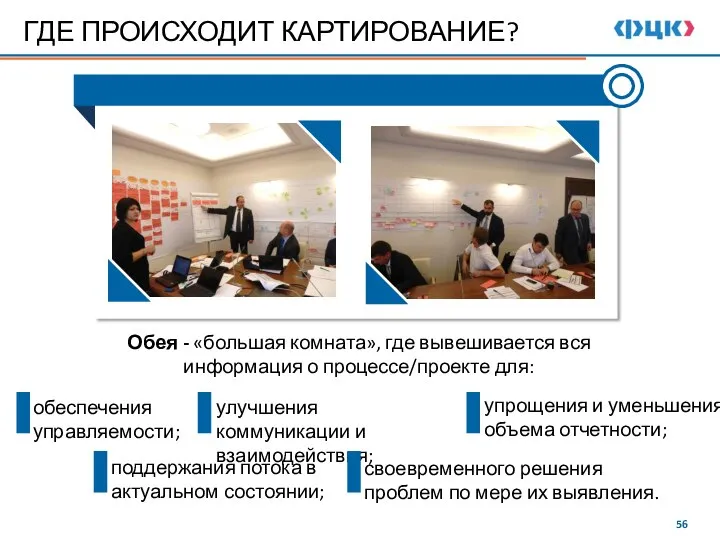
- 56. ГДЕ ПРОИСХОДИТ КАРТИРОВАНИЕ? Обея - «большая комната», где вывешивается вся информация о процессе/проекте для: обеспечения управляемости;
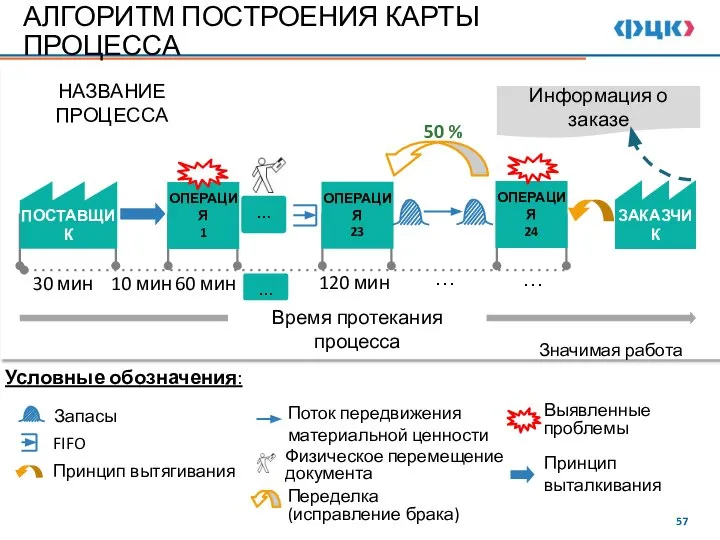
- 57. 60 мин 30 мин 10 мин … 120 мин … … АЛГОРИТМ ПОСТРОЕНИЯ КАРТЫ ПРОЦЕССА 14
- 58. ДЕЛОВАЯ ИГРА РАУНД 2
- 59. ДОПОЛНИТЕ 1 ПРОВЕДИТЕ ПОДГОТОВКУ 2 ко 2-му раунду игры список решений по улучшению процесса во 2-м
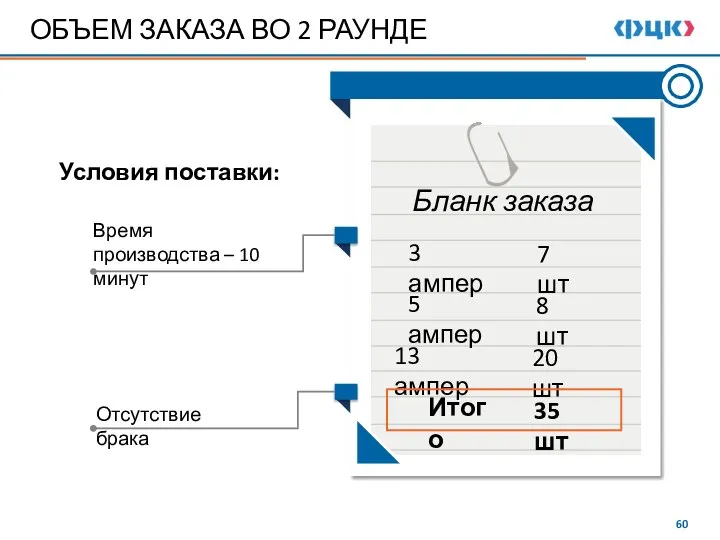
- 60. ОБЪЕМ ЗАКАЗА ВО 2 РАУНДЕ Бланк заказа 3 ампер 5 ампер 13 ампер 7 шт 8
- 61. 1 Количество произведенных изделий (с браком, без брака?) Какие улучшения были проведены? Как они сработали? Какие
- 62. БАЛАНСИРОВКА ПРОЦЕССА
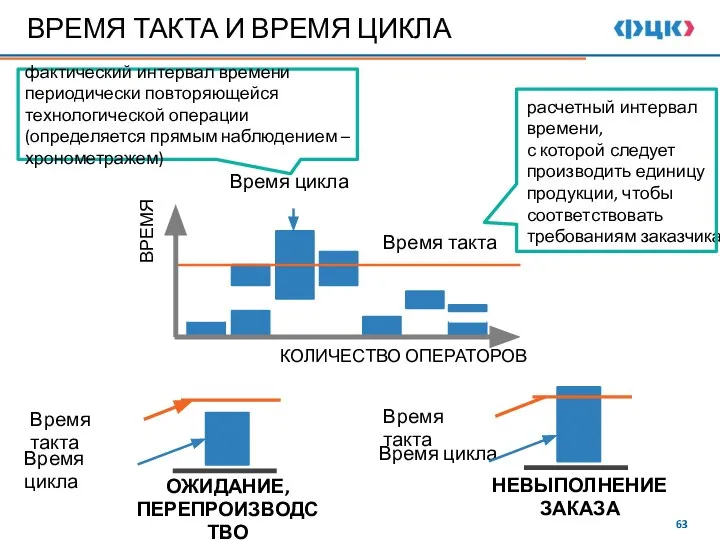
- 63. Время цикла Время такта Время цикла Время такта ОЖИДАНИЕ, ПЕРЕПРОИЗВОДСТВО НЕВЫПОЛНЕНИЕ ЗАКАЗА расчетный интервал времени, с
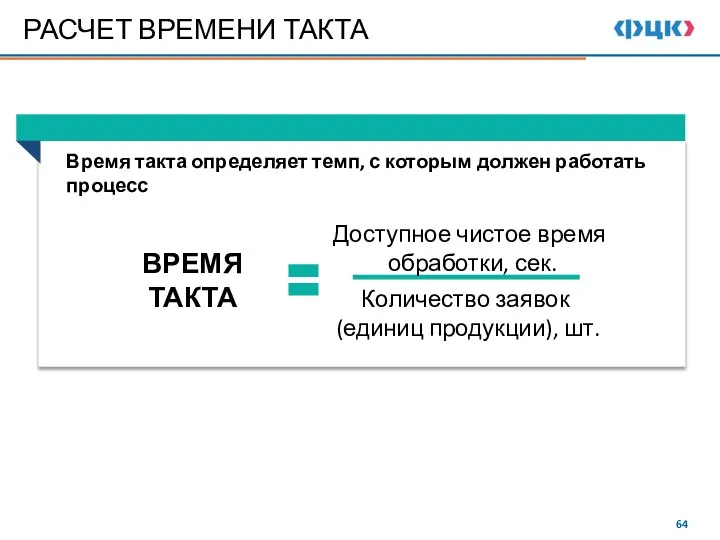
- 64. РАСЧЕТ ВРЕМЕНИ ТАКТА Доступное чистое время обработки, сек. Количество заявок (единиц продукции), шт. Время такта определяет
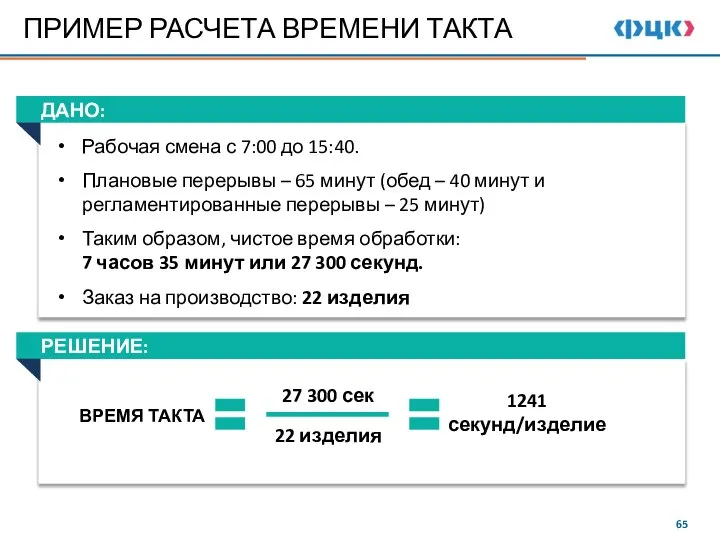
- 65. ДАНО: ПРИМЕР РАСЧЕТА ВРЕМЕНИ ТАКТА Рабочая смена с 7:00 до 15:40. Плановые перерывы – 65 минут
- 66. АЛГОРИТМ БАЛАНСИРОВКИ ПРОЦЕССА Балансировка процесса – выравнивание времени выполнения шагов процесса Провести хронометраж каждой операции Составить
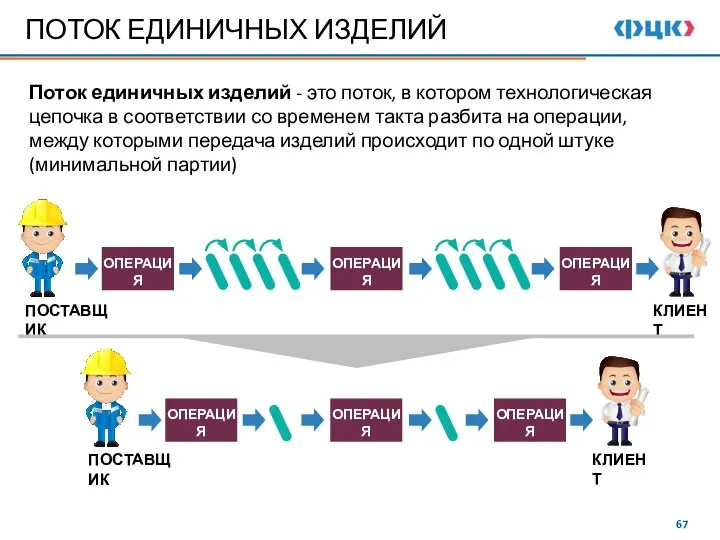
- 67. ПОТОК ЕДИНИЧНЫХ ИЗДЕЛИЙ Поток единичных изделий - это поток, в котором технологическая цепочка в соответствии со
- 68. РАССЧИТАЙТЕ 1 СОСТАВЬТЕ 2 таблицу сбалансированной работы операторов на основании карт хронометража время такта и время
- 69. ДЕЛОВАЯ ИГРА РАУНД 3
- 70. РЕШИТЕ 1 ПРОВЕДИТЕ 2 необходимую подготовку какие улучшения процесса вы будете внедрять в 3 раунде игры
- 71. ОБЪЕМ ЗАКАЗА В 3 РАУНДЕ Бланк заказа 3 ампер 5 ампер 13 ампер 7 шт 8
- 72. 1 Количество произведенных изделий (с браком, без брака?) Какие потери были устранены? За счет чего? Как
- 73. ПОДГОТОВЬТЕ 1 УКАЖИТЕ, 2 какие инструменты ПС вы использовали и каких результатов добились отчет по предприятию
- 74. КУЛЬТУРА НЕПРЕРЫВНЫХ УЛУЧШЕНИЙ
- 75. ПРИНЦИПЫ КУЛЬТУРЫ НЕПРЕРЫВНЫХ УЛУЧШЕНИЙ 1 2 Вовлечение в совершенствование процессов компании всех сотрудников Стремление не только
- 76. ИНСТРУМЕНТЫ ПС ДЛЯ ПОСТОЯННЫХ УЛУЧШЕНИЙ НА ПРОИЗВОДСТВЕ
- 77. 1._________________ 2._________________ 3._________________ 4._________________ 5.__________ СОСТАВЬТЕ 1 свой индивидуальный план действий по внедрению инструментов бережливого производства
- 79. Скачать презентацию
Слайд 3ПРЕДСТАВЬТЕСЬ
1
ЗАПИШИТЕ
3
РАССКАЖИТЕ
2
о своем опыте во внедрении производственных систем
имя, должность
на стикере продолжение фразы:
«Этот
ПРЕДСТАВЬТЕСЬ
1
ЗАПИШИТЕ
3
РАССКАЖИТЕ
2
о своем опыте во внедрении производственных систем
имя, должность
на стикере продолжение фразы:
«Этот
Слайд 4НАЦИОНАЛЬНЫЙ ПРОЕКТ «ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА И ПОДДЕРЖКА ЗАНЯТОСТИ»
НАЦИОНАЛЬНЫЙ ПРОЕКТ «ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА И ПОДДЕРЖКА ЗАНЯТОСТИ»

Слайд 5Производительность труда – объем продукции за единицу времени
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА СТРАНЫ
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА ОТРАСЛИ
Добавленная
Производительность труда – объем продукции за единицу времени
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА СТРАНЫ
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА ОТРАСЛИ
Добавленная
Слайд 6
Производительность труда –
показатель эффективности использования живого труда
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА ПРЕДПРИЯТИЯ
Добавленная стоимость
Затраты
Производительность труда –
показатель эффективности использования живого труда
ПРОИЗВОДИТЕЛЬНОСТЬ ТРУДА ПРЕДПРИЯТИЯ
Добавленная стоимость
Затраты
Слайд 7
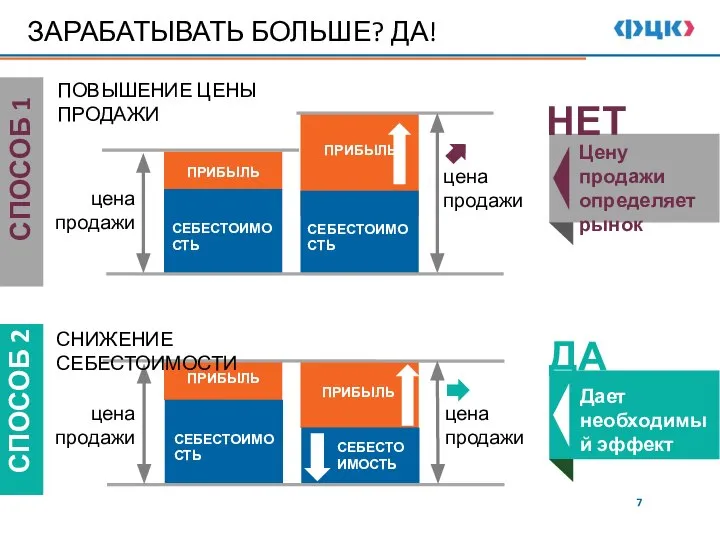
ЗАРАБАТЫВАТЬ БОЛЬШЕ? ДА!
НЕТ
СЕБЕСТОИМОСТЬ
ПРИБЫЛЬ
СЕБЕСТОИМОСТЬ
цена
продажи
ПРИБЫЛЬ
цена
продажи
ПОВЫШЕНИЕ ЦЕНЫ ПРОДАЖИ
СЕБЕСТОИМОСТЬ
ПРИБЫЛЬ
СЕБЕСТОИМОСТЬ
цена
продажи
ПРИБЫЛЬ
СНИЖЕНИЕ СЕБЕСТОИМОСТИ
цена
продажи
Цену продажи определяет рынок
ДА
Дает необходимый
ЗАРАБАТЫВАТЬ БОЛЬШЕ? ДА!
НЕТ
СЕБЕСТОИМОСТЬ
ПРИБЫЛЬ
СЕБЕСТОИМОСТЬ
цена
продажи
ПРИБЫЛЬ
цена
продажи
ПОВЫШЕНИЕ ЦЕНЫ ПРОДАЖИ
СЕБЕСТОИМОСТЬ
ПРИБЫЛЬ
СЕБЕСТОИМОСТЬ
цена
продажи
ПРИБЫЛЬ
СНИЖЕНИЕ СЕБЕСТОИМОСТИ
цена
продажи
Цену продажи определяет рынок
ДА
Дает необходимый
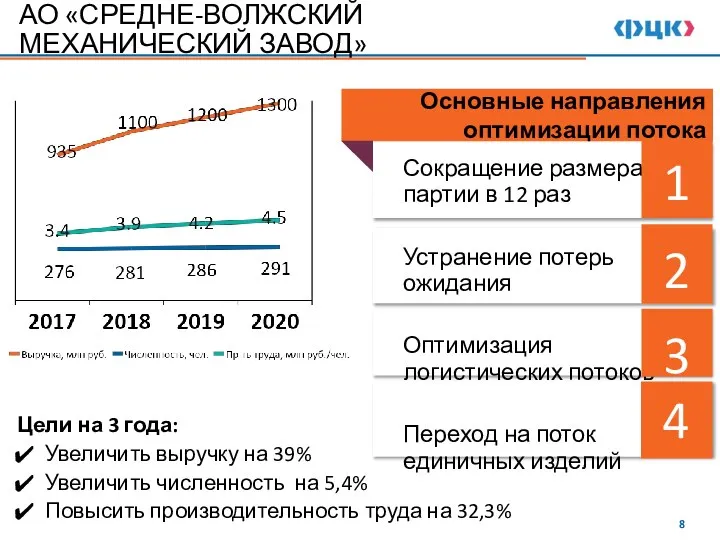
Слайд 8Цели на 3 года:
Увеличить выручку на 39%
Увеличить численность на 5,4%
Повысить производительность труда
Цели на 3 года:
Увеличить выручку на 39%
Увеличить численность на 5,4%
Повысить производительность труда
Слайд 9Создание потока единичных изделий позволило снизить запасы в потоке с 54000 до
Создание потока единичных изделий позволило снизить запасы в потоке с 54000 до

Слайд 10Внедрение системы 5С сократило время переналадки оборудования с 480 до 60 мин
АО
Внедрение системы 5С сократило время переналадки оборудования с 480 до 60 мин
АО

Слайд 11Компактизация производства
(условное высвобождение около 130 кв. м.)
АО «СРЕДНЕ-ВОЛЖСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД»
Компактизация производства
(условное высвобождение около 130 кв. м.)
АО «СРЕДНЕ-ВОЛЖСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД»

Слайд 12АЭРОЗОЛЬ НОВОМОСКОВСК
ВПП производства партии на линии, час
НЗП на линии №1, шт.
в 4
АЭРОЗОЛЬ НОВОМОСКОВСК
ВПП производства партии на линии, час
НЗП на линии №1, шт.
в 4

Слайд 13ПРЕДПРИЯТИЯ-УЧАСТНИКИ
НАЦИОНАЛЬНОГО ПРОЕКТА
АО «Стеклонит»
ООО ЗПИ «Альтернатива»
АО «ОЗНА-Измерительные системы»
ООО НПП «БАСЭТ»
ООО «Компания «Грайн»
АО
ПРЕДПРИЯТИЯ-УЧАСТНИКИ
НАЦИОНАЛЬНОГО ПРОЕКТА
АО «Стеклонит»
ООО ЗПИ «Альтернатива»
АО «ОЗНА-Измерительные системы»
ООО НПП «БАСЭТ»
ООО «Компания «Грайн»
АО

Слайд 14СОСТАВЬТЕ
список выгод, которые дает предприятию и сотрудникам внедрение Производственной системы
15 мин.
СОСТАВЬТЕ
список выгод, которые дает предприятию и сотрудникам внедрение Производственной системы
15 мин.

Слайд 15Уильям Эдвардс Деминг
«Вы можете не изменяться.
Выживание не является обязанностью»
,,
Уильям Эдвардс Деминг
«Вы можете не изменяться.
Выживание не является обязанностью»
,,
Слайд 16ВВЕДЕНИЕ В БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО
ВВЕДЕНИЕ В БЕРЕЖЛИВОЕ ПРОИЗВОДСТВО

Слайд 17
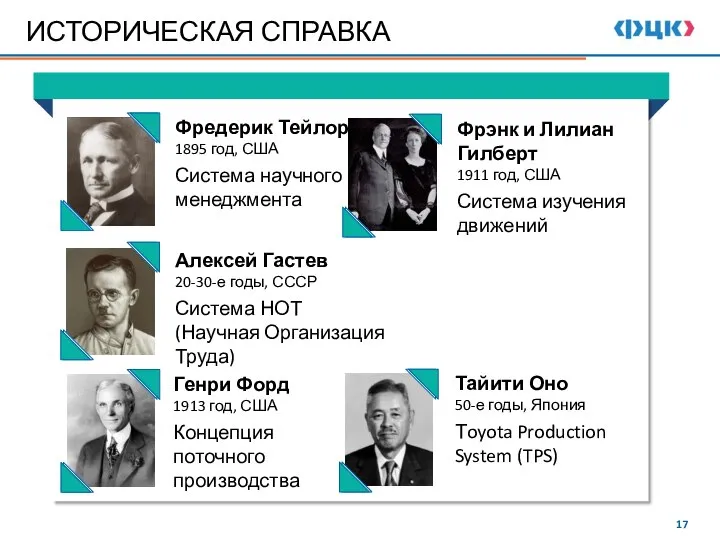
ИСТОРИЧЕСКАЯ СПРАВКА
Фредерик Тейлор
1895 год, США
Система научного менеджмента
Фрэнк и Лилиан Гилберт
1911 год,
ИСТОРИЧЕСКАЯ СПРАВКА
Фредерик Тейлор
1895 год, США
Система научного менеджмента
Фрэнк и Лилиан Гилберт
1911 год,
Слайд 18ЧТО ТАКОЕ ПРОИЗВОДСТВЕННАЯ СИСТЕМА?
Производственная система – это культура бережливого производства и система
ЧТО ТАКОЕ ПРОИЗВОДСТВЕННАЯ СИСТЕМА?
Производственная система – это культура бережливого производства и система
Слайд 19ЧТО НУЖНО КЛИЕНТУ?
ПРОДУКЦИЯ В СРОК
КАЧЕСТВЕННАЯ ПРОДУКЦИЯ
ПРИВЛЕКАТЕЛЬНАЯ ЦЕНА
КЛИЕНТ
ЧТО НУЖНО КЛИЕНТУ?
ПРОДУКЦИЯ В СРОК
КАЧЕСТВЕННАЯ ПРОДУКЦИЯ
ПРИВЛЕКАТЕЛЬНАЯ ЦЕНА
КЛИЕНТ

Слайд 20ДЕЛОВАЯ ИГРА
«ПРОИЗВОДСТВО ШТЕПСЕЛЬНЫХ ВИЛОК»
ДЕЛОВАЯ ИГРА
«ПРОИЗВОДСТВО ШТЕПСЕЛЬНЫХ ВИЛОК»

Слайд 21ЗАДАЧИ ДЕЛОВОЙ ИГРЫ
1
2
3
Построить эффективный игровой производственный процесс, ориентированный на Клиента
Организовать логистику в
ЗАДАЧИ ДЕЛОВОЙ ИГРЫ
1
2
3
Построить эффективный игровой производственный процесс, ориентированный на Клиента
Организовать логистику в

Слайд 22ОПЕРАТОРЫ
ЛОГИСТ
КЛИЕНТ
БРИГАДИР
РАСПРЕДЕЛЕНИЕ РОЛЕЙ
человек
1
человек
5
человек
1
человек
1
ОПЕРАТОРЫ
ЛОГИСТ
КЛИЕНТ
БРИГАДИР
РАСПРЕДЕЛЕНИЕ РОЛЕЙ
человек
1
человек
5
человек
1
человек
1
Слайд 23РАЗМЕЩЕНИЕ УЧАСТНИКОВ
ЗОНА ПРИЕМА ЗАКАЗА
ПРОИЗВОДСТВО
Оператор 1
Оператор 3
Оператор 4
Оператор 2
Оператор 5
Клиент
Логист
Бригадир-хронометрист
РАЗМЕЩЕНИЕ УЧАСТНИКОВ
ЗОНА ПРИЕМА ЗАКАЗА
ПРОИЗВОДСТВО
Оператор 1
Оператор 3
Оператор 4
Оператор 2
Оператор 5
Клиент
Логист
Бригадир-хронометрист
Слайд 24ИЗУЧИТЕ
1
ПРОИЗВЕДИТЕ
2
пробную сборку изделия в соответствии с инструкцией
Инструкцию к своей роли
ИЗУЧИТЕ
1
ПРОИЗВЕДИТЕ
2
пробную сборку изделия в соответствии с инструкцией
Инструкцию к своей роли
Слайд 251
2
3
ПРАВИЛА ИГРЫ
Длительность раунда – 10 минут
4
Передавать заготовки в 1 раунде
только партиями
1
2
3
ПРАВИЛА ИГРЫ
Длительность раунда – 10 минут
4
Передавать заготовки в 1 раунде только партиями

Слайд 26ОБЪЕМ ЗАКАЗА В 1 РАУНДЕ
Бланк заказа
3 ампер
5 ампер
13 ампер
7 шт
8 шт
20 шт
Итого
35
ОБЪЕМ ЗАКАЗА В 1 РАУНДЕ
Бланк заказа
3 ампер
5 ампер
13 ампер
7 шт
8 шт
20 шт
Итого
35
Слайд 271
Количество произведенных изделий?
Количество изделий с браком, без брака?
Общее впечатление от качества производственного
1
Количество произведенных изделий?
Количество изделий с браком, без брака?
Общее впечатление от качества производственного
Слайд 28БЛОК СХЕМА К 1 РАУНДУ
СБОРКА ШТЕПСЕЛЬНЫХ ВИЛОК
БЛОК СХЕМА К 1 РАУНДУ
СБОРКА ШТЕПСЕЛЬНЫХ ВИЛОК

Слайд 29ЗАПИШИТЕ
1
СОБЕРИТЕ
2
общий банк проблем от своего предприятия
на стикерах проблемы, с которыми лично вы
ЗАПИШИТЕ
1
СОБЕРИТЕ
2
общий банк проблем от своего предприятия
на стикерах проблемы, с которыми лично вы
Слайд 307 ВИДОВ ПОТЕРЬ
7 ВИДОВ ПОТЕРЬ

Слайд 31В ЛЮБОЙ РАБОТЕ ЕСТЬ 3 СОСТАВЛЯЮЩИХ
Я
КЛИЕНТ
ПОТЕРИ
Работа, которая не добавляет ценности продукту
НЕЗНАЧИМАЯ РАБОТА
Работа,
В ЛЮБОЙ РАБОТЕ ЕСТЬ 3 СОСТАВЛЯЮЩИХ
Я
КЛИЕНТ
ПОТЕРИ
Работа, которая не добавляет ценности продукту
НЕЗНАЧИМАЯ РАБОТА
Работа,


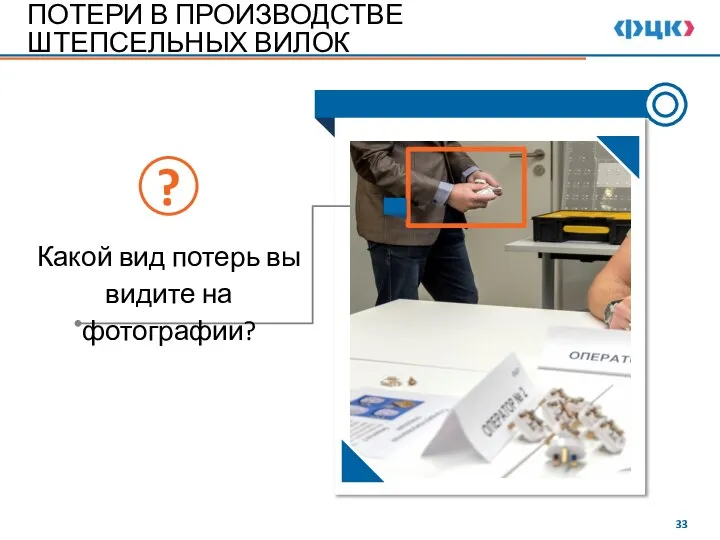
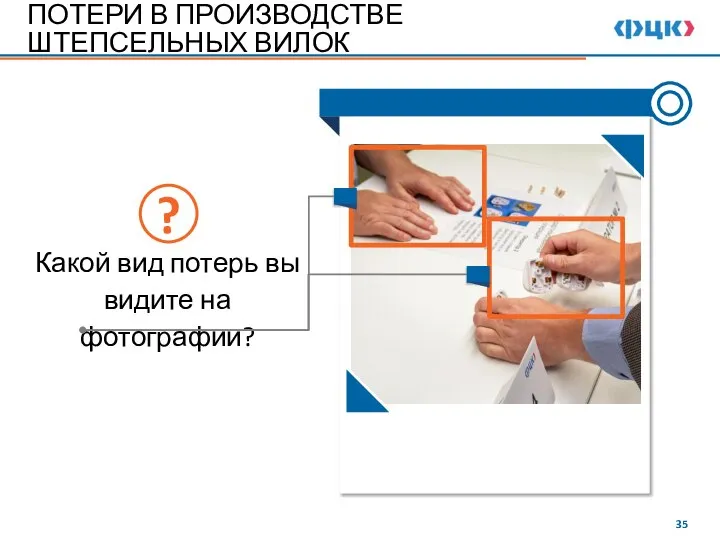
Слайд 33ПОТЕРИ В ПРОИЗВОДСТВЕ ШТЕПСЕЛЬНЫХ ВИЛОК
Какой вид потерь вы видите на фотографии?
?
ПОТЕРИ В ПРОИЗВОДСТВЕ ШТЕПСЕЛЬНЫХ ВИЛОК
Какой вид потерь вы видите на фотографии?
?
Слайд 34ИЗЛИШНЯЯ ТРАНСПОРТИРОВКА НА ПРОИЗВОДСТВЕ
Большой объем и пробег транспортировки
Большой парк средств транспортировки
ИЗЛИШНЯЯ ТРАНСПОРТИРОВКА НА ПРОИЗВОДСТВЕ
Большой объем и пробег транспортировки
Большой парк средств транспортировки

Слайд 35Какой вид потерь вы видите на фотографии?
?
ПОТЕРИ В ПРОИЗВОДСТВЕ ШТЕПСЕЛЬНЫХ ВИЛОК
Какой вид потерь вы видите на фотографии?
?
ПОТЕРИ В ПРОИЗВОДСТВЕ ШТЕПСЕЛЬНЫХ ВИЛОК
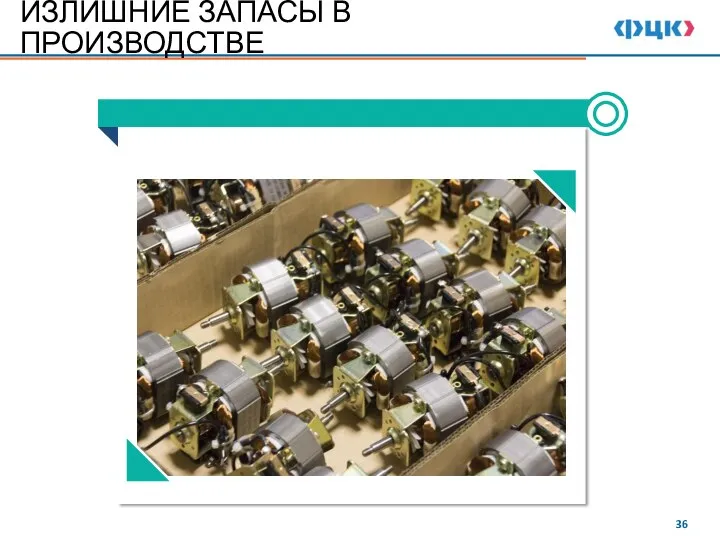
Слайд 36ИЗЛИШНИЕ ЗАПАСЫ В ПРОИЗВОДСТВЕ
ИЗЛИШНИЕ ЗАПАСЫ В ПРОИЗВОДСТВЕ
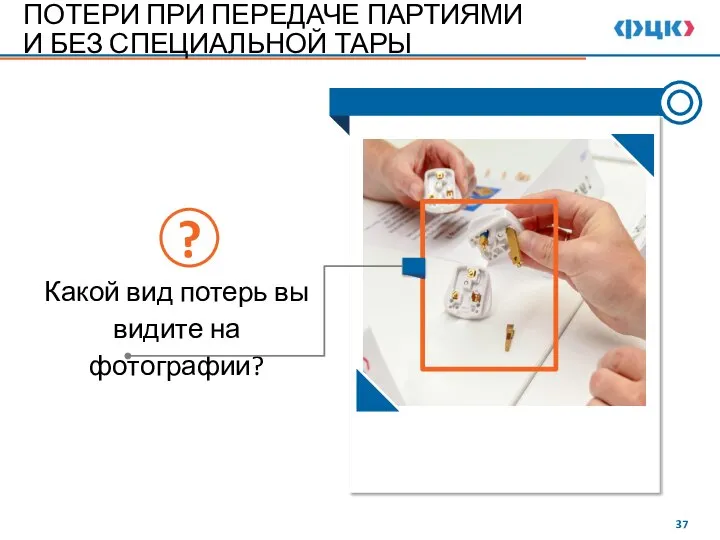
Слайд 37ПОТЕРИ ПРИ ПЕРЕДАЧЕ ПАРТИЯМИ
И БЕЗ СПЕЦИАЛЬНОЙ ТАРЫ
Какой вид потерь вы видите
ПОТЕРИ ПРИ ПЕРЕДАЧЕ ПАРТИЯМИ
И БЕЗ СПЕЦИАЛЬНОЙ ТАРЫ
Какой вид потерь вы видите
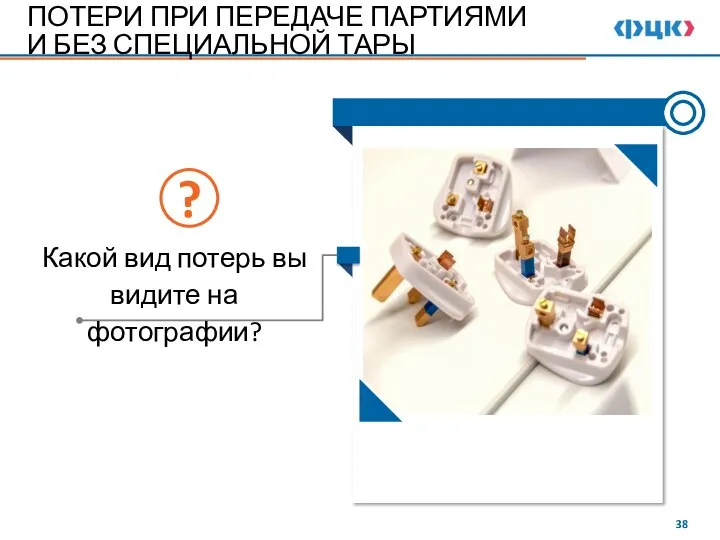
Слайд 38Какой вид потерь вы видите на фотографии?
ПОТЕРИ ПРИ ПЕРЕДАЧЕ ПАРТИЯМИ
И БЕЗ
Какой вид потерь вы видите на фотографии?
ПОТЕРИ ПРИ ПЕРЕДАЧЕ ПАРТИЯМИ И БЕЗ
Слайд 39КАК ВЫГЛЯДИТ БРАК ПРИ СБОРКЕ
КАК ВЫГЛЯДИТ БРАК ПРИ СБОРКЕ
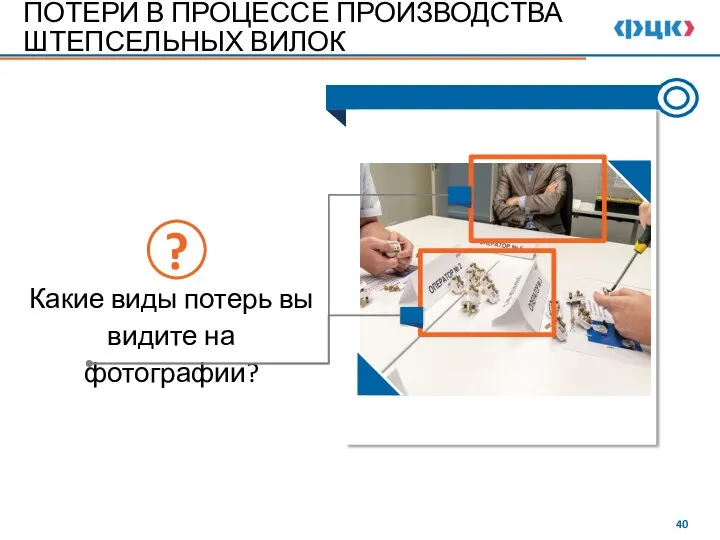
Слайд 40Какие виды потерь вы видите на фотографии?
ПОТЕРИ В ПРОЦЕССЕ ПРОИЗВОДСТВА ШТЕПСЕЛЬНЫХ ВИЛОК
?
Какие виды потерь вы видите на фотографии?
ПОТЕРИ В ПРОЦЕССЕ ПРОИЗВОДСТВА ШТЕПСЕЛЬНЫХ ВИЛОК
?
Слайд 41ОЖИДАНИЕ НА ПРОИЗВОДСТВЕ
ОЖИДАНИЕ НА ПРОИЗВОДСТВЕ
Слайд 42ПЕРЕПРОИЗВОДСТВО/ЗАПАСЫ
ПЕРЕПРОИЗВОДСТВО/ЗАПАСЫ

Слайд 43МЕТОД РЕШЕНИЯ ПРОБЛЕМ
«5 ПОЧЕМУ»
МЕТОД РЕШЕНИЯ ПРОБЛЕМ
«5 ПОЧЕМУ»
Слайд 446 ШАГОВ РЕШЕНИЯ ПРОБЛЕМ
ОПИСАТЬ ПРОБЛЕМУ
Создать новый стандарт или внести поправки в старый
СОЗДАТЬ/ИЗМЕНИТЬ
6 ШАГОВ РЕШЕНИЯ ПРОБЛЕМ
ОПИСАТЬ ПРОБЛЕМУ
Создать новый стандарт или внести поправки в старый
СОЗДАТЬ/ИЗМЕНИТЬ
Слайд 45МЕТОД «5 ПОЧЕМУ»
ИССЛЕДУЕМАЯ ПРОБЛЕМА
1
КОРЕННАЯ ПРИЧИНА
ПРИЧИНА
ПРИЧИНА
2
ПРИЧИНА
4
НЕСКОЛЬКО РАЗ ПОЧЕМУ?
ПОЧЕМУ?
МЕТОД «5 ПОЧЕМУ»
ИССЛЕДУЕМАЯ ПРОБЛЕМА
1
КОРЕННАЯ ПРИЧИНА
ПРИЧИНА
ПРИЧИНА
2
ПРИЧИНА
4
НЕСКОЛЬКО РАЗ ПОЧЕМУ?
ПОЧЕМУ?

Слайд 46МЕТОД «5 ПОЧЕМУ» РАБОТАЕТ
И В ПОВСЕДНЕВНОЙ ЖИЗНИ
МЕНЯ ОШТРАФОВАЛИ ЗА ПРЕВЫШЕНИЕ СКОРОСТИ
МЕТОД «5 ПОЧЕМУ» РАБОТАЕТ
И В ПОВСЕДНЕВНОЙ ЖИЗНИ
МЕНЯ ОШТРАФОВАЛИ ЗА ПРЕВЫШЕНИЕ СКОРОСТИ

Слайд 47МЕТОД «5 ПОЧЕМУ» РАБОТАЕТ
И В ПОВСЕДНЕВНОЙ ЖИЗНИ
СГОРЕЛ ЭЛЕКТРОДВИГАТЕЛЬ
ПРОБЛЕМА
В КРЫШЕ ПРОТЕЧКА
МЕТОД «5 ПОЧЕМУ» РАБОТАЕТ
И В ПОВСЕДНЕВНОЙ ЖИЗНИ
СГОРЕЛ ЭЛЕКТРОДВИГАТЕЛЬ
ПРОБЛЕМА
В КРЫШЕ ПРОТЕЧКА
Слайд 48НАЙДИТЕ
1
РАЗРАБОТАЙТЕ
2
и запишите контрмеру по решению проблемы
коренные причины проблем, которые вы выявили на
НАЙДИТЕ
1
РАЗРАБОТАЙТЕ
2
и запишите контрмеру по решению проблемы
коренные причины проблем, которые вы выявили на
Слайд 49ОСНОВЫ КАРТИРОВАНИЯ
ОСНОВЫ КАРТИРОВАНИЯ

Слайд 50ЧТО ТАКОЕ ПОТОК СОЗДАНИЯ ЦЕННОСТИ?
Поток создания ценности - преобразование материалов и
ЧТО ТАКОЕ ПОТОК СОЗДАНИЯ ЦЕННОСТИ?
Поток создания ценности - преобразование материалов и

Слайд 51Загрузка
ЧТО ТАКОЕ ПРОЦЕСС?
Процесс – совокупность последовательных действий, направленных на достижение определенного результата
ВХОД
ВЫХОД
1
Заточка
Загрузка
ЧТО ТАКОЕ ПРОЦЕСС?
Процесс – совокупность последовательных действий, направленных на достижение определенного результата
ВХОД
ВЫХОД
1
Заточка
Слайд 52КАРТИРОВАНИЕ
Картирование - инструмент визуализации и анализа потока создания ценности
1
2
3
Выявление потерь и
КАРТИРОВАНИЕ
Картирование - инструмент визуализации и анализа потока создания ценности
1
2
3
Выявление потерь и
Слайд 53Картирование позволяет понять:
ОСОБЕННОСТИ КАРТИРОВАНИЯ
на первый взгляд…
на самом деле
Процесс в целом
Требования
Картирование позволяет понять:
ОСОБЕННОСТИ КАРТИРОВАНИЯ
на первый взгляд…
на самом деле
Процесс в целом
Требования

Слайд 543 СОСТОЯНИЯ ПРОЦЕССА
ТЕКУЩЕЕ
с фактическими показателями на рассматриваемую дату
ЦЕЛЕВОЕ
определены цели по преобразованию
выработаны мероприятия
3 СОСТОЯНИЯ ПРОЦЕССА
ТЕКУЩЕЕ
с фактическими показателями на рассматриваемую дату
ЦЕЛЕВОЕ
определены цели по преобразованию
выработаны мероприятия
Слайд 551
2
3
4
ПРИНЦИПЫ КАРТИРОВАНИЯ
Привлекайте людей, которые знают процесс таким «какой он есть на самом
1
2
3
4
ПРИНЦИПЫ КАРТИРОВАНИЯ
Привлекайте людей, которые знают процесс таким «какой он есть на самом
Слайд 56ГДЕ ПРОИСХОДИТ КАРТИРОВАНИЕ?
Обея - «большая комната», где вывешивается вся информация о процессе/проекте
ГДЕ ПРОИСХОДИТ КАРТИРОВАНИЕ?
Обея - «большая комната», где вывешивается вся информация о процессе/проекте
Слайд 5760 мин
30 мин
10 мин
…
120 мин
…
…
АЛГОРИТМ ПОСТРОЕНИЯ КАРТЫ ПРОЦЕССА
14 шт
10 т
НАЗВАНИЕ ПРОЦЕССА
ОПЕРАЦИЯ
23
ОПЕРАЦИЯ
24
…
ОПЕРАЦИЯ
1
Информация
60 мин
30 мин
10 мин
…
120 мин
…
…
АЛГОРИТМ ПОСТРОЕНИЯ КАРТЫ ПРОЦЕССА
14 шт
10 т
НАЗВАНИЕ ПРОЦЕССА
ОПЕРАЦИЯ
23
ОПЕРАЦИЯ
24
…
ОПЕРАЦИЯ
1
Информация
Слайд 58ДЕЛОВАЯ ИГРА
РАУНД 2
ДЕЛОВАЯ ИГРА
РАУНД 2
Слайд 59ДОПОЛНИТЕ
1
ПРОВЕДИТЕ ПОДГОТОВКУ
2
ко 2-му раунду игры
список решений по улучшению процесса во 2-м раунде
ДОПОЛНИТЕ
1
ПРОВЕДИТЕ ПОДГОТОВКУ
2
ко 2-му раунду игры
список решений по улучшению процесса во 2-м раунде
Слайд 60ОБЪЕМ ЗАКАЗА ВО 2 РАУНДЕ
Бланк заказа
3 ампер
5 ампер
13 ампер
7 шт
8 шт
20 шт
Итого
35
ОБЪЕМ ЗАКАЗА ВО 2 РАУНДЕ
Бланк заказа
3 ампер
5 ампер
13 ампер
7 шт
8 шт
20 шт
Итого
35
Слайд 611
Количество произведенных изделий (с браком, без брака?)
Какие улучшения были проведены? Как они
1
Количество произведенных изделий (с браком, без брака?)
Какие улучшения были проведены? Как они

Слайд 62БАЛАНСИРОВКА ПРОЦЕССА
БАЛАНСИРОВКА ПРОЦЕССА

Слайд 63Время цикла
Время такта
Время цикла
Время такта
ОЖИДАНИЕ, ПЕРЕПРОИЗВОДСТВО
НЕВЫПОЛНЕНИЕ ЗАКАЗА
расчетный интервал времени,
с которой следует производить
Время цикла
Время такта
Время цикла
Время такта
ОЖИДАНИЕ, ПЕРЕПРОИЗВОДСТВО
НЕВЫПОЛНЕНИЕ ЗАКАЗА
расчетный интервал времени,
с которой следует производить
Слайд 64
РАСЧЕТ ВРЕМЕНИ ТАКТА
Доступное чистое время обработки, сек.
Количество заявок
(единиц продукции), шт.
Время
РАСЧЕТ ВРЕМЕНИ ТАКТА
Доступное чистое время обработки, сек.
Количество заявок
(единиц продукции), шт.
Время
Слайд 65ДАНО:
ПРИМЕР РАСЧЕТА ВРЕМЕНИ ТАКТА
Рабочая смена с 7:00 до 15:40.
Плановые перерывы – 65
ДАНО:
ПРИМЕР РАСЧЕТА ВРЕМЕНИ ТАКТА
Рабочая смена с 7:00 до 15:40.
Плановые перерывы – 65
Слайд 66АЛГОРИТМ БАЛАНСИРОВКИ ПРОЦЕССА
Балансировка процесса –
выравнивание времени выполнения шагов процесса
Провести хронометраж
каждой
АЛГОРИТМ БАЛАНСИРОВКИ ПРОЦЕССА
Балансировка процесса –
выравнивание времени выполнения шагов процесса
Провести хронометраж
каждой

Слайд 67ПОТОК ЕДИНИЧНЫХ ИЗДЕЛИЙ
Поток единичных изделий - это поток, в котором технологическая цепочка
ПОТОК ЕДИНИЧНЫХ ИЗДЕЛИЙ
Поток единичных изделий - это поток, в котором технологическая цепочка
Слайд 68РАССЧИТАЙТЕ
1
СОСТАВЬТЕ
2
таблицу сбалансированной работы операторов
на основании карт хронометража
время такта и время цикла
РАССЧИТАЙТЕ
1
СОСТАВЬТЕ
2
таблицу сбалансированной работы операторов
на основании карт хронометража
время такта и время цикла
Слайд 69ДЕЛОВАЯ ИГРА
РАУНД 3
ДЕЛОВАЯ ИГРА
РАУНД 3

Слайд 70РЕШИТЕ
1
ПРОВЕДИТЕ
2
необходимую подготовку
какие улучшения процесса вы будете внедрять в 3 раунде игры
РЕШИТЕ
1
ПРОВЕДИТЕ
2
необходимую подготовку
какие улучшения процесса вы будете внедрять в 3 раунде игры
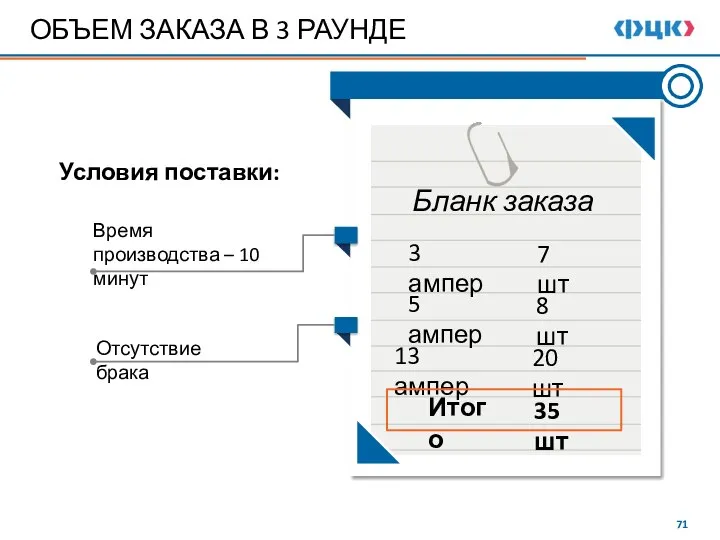
Слайд 71ОБЪЕМ ЗАКАЗА В 3 РАУНДЕ
Бланк заказа
3 ампер
5 ампер
13 ампер
7 шт
8 шт
20 шт
Итого
35
ОБЪЕМ ЗАКАЗА В 3 РАУНДЕ
Бланк заказа
3 ампер
5 ампер
13 ампер
7 шт
8 шт
20 шт
Итого
35
Слайд 721
Количество произведенных изделий (с браком, без брака?)
Какие потери были устранены? За счет
1
Количество произведенных изделий (с браком, без брака?)
Какие потери были устранены? За счет
Слайд 73ПОДГОТОВЬТЕ
1
УКАЖИТЕ,
2
какие инструменты ПС вы использовали и каких результатов добились
отчет по предприятию о
ПОДГОТОВЬТЕ
1
УКАЖИТЕ,
2
какие инструменты ПС вы использовали и каких результатов добились
отчет по предприятию о
Слайд 74КУЛЬТУРА НЕПРЕРЫВНЫХ УЛУЧШЕНИЙ
КУЛЬТУРА НЕПРЕРЫВНЫХ УЛУЧШЕНИЙ

Слайд 75ПРИНЦИПЫ КУЛЬТУРЫ НЕПРЕРЫВНЫХ УЛУЧШЕНИЙ
1
2
Вовлечение в совершенствование процессов компании всех сотрудников
Стремление не только
ПРИНЦИПЫ КУЛЬТУРЫ НЕПРЕРЫВНЫХ УЛУЧШЕНИЙ
1
2
Вовлечение в совершенствование процессов компании всех сотрудников
Стремление не только

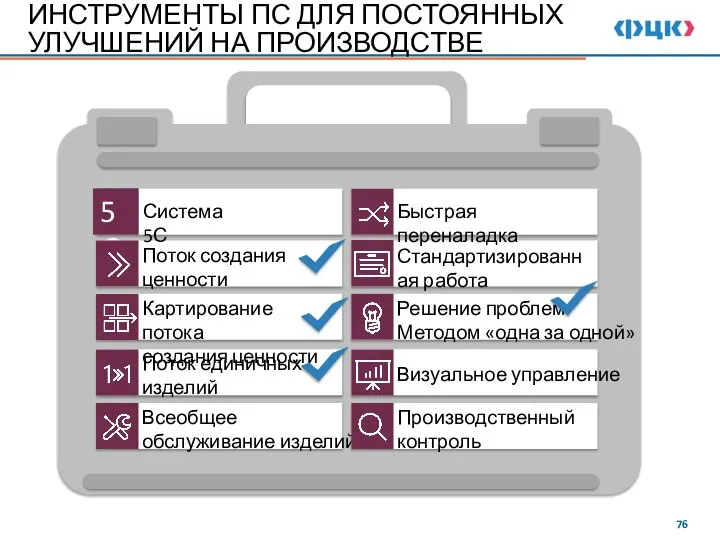
Слайд 76ИНСТРУМЕНТЫ ПС ДЛЯ ПОСТОЯННЫХ УЛУЧШЕНИЙ НА ПРОИЗВОДСТВЕ
ИНСТРУМЕНТЫ ПС ДЛЯ ПОСТОЯННЫХ УЛУЧШЕНИЙ НА ПРОИЗВОДСТВЕ
Слайд 771._________________
2._________________
3._________________
4._________________
5.__________
СОСТАВЬТЕ
1
свой индивидуальный план действий по внедрению инструментов бережливого производства на рабочем месте
To
2._________________
3._________________
4._________________
5.__________
СОСТАВЬТЕ
1
свой индивидуальный план действий по внедрению инструментов бережливого производства на рабочем месте
To
 Факультет математики и информационных технологий
Факультет математики и информационных технологий Российский стиль деловых переговоров
Российский стиль деловых переговоров МЕНЕДЖМЕНТ
МЕНЕДЖМЕНТ Инвестиционная деятельность и жилищное строительство
Инвестиционная деятельность и жилищное строительство Великие символы России
Великие символы России ГБПОУ РХ ЧМТТ. Команда KLINCH. Бизнес-проект для клиентов и инвесторов
ГБПОУ РХ ЧМТТ. Команда KLINCH. Бизнес-проект для клиентов и инвесторов Итоговый проект выпускника основной школы
Итоговый проект выпускника основной школы Измерение давления
Измерение давления Министерство сельского хозяйства Российской Федерации ФГОУ ВПО «Оренбургский государственный аграрный университет» Институт до
Министерство сельского хозяйства Российской Федерации ФГОУ ВПО «Оренбургский государственный аграрный университет» Институт до Загадка любви в рассказе И.А.Бунина «Тёмные аллеи».
Загадка любви в рассказе И.А.Бунина «Тёмные аллеи». Ростов
Ростов Литературная сказка
Литературная сказка Чернобыль
Чернобыль Система ремонта силикатного стекла
Система ремонта силикатного стекла Организация и проведение предварительного отбора кандидатов для поступления в военные учебные заведения
Организация и проведение предварительного отбора кандидатов для поступления в военные учебные заведения Святые апостолы Христа
Святые апостолы Христа Interreg Project: Northern Maritime Corridor
Interreg Project: Northern Maritime Corridor И эти строки М. Агилер прекрасно отражают неразрывную связь естественных наук: О, физика – наука из наук! Все впереди! Как мало за пл
И эти строки М. Агилер прекрасно отражают неразрывную связь естественных наук: О, физика – наука из наук! Все впереди! Как мало за пл РЕГИОНАЛЬНОЕ ПРОДВИЖЕНИЕ САЙТОВ
РЕГИОНАЛЬНОЕ ПРОДВИЖЕНИЕ САЙТОВ ЛУГАНСКАЯ ОБЛАСТЬ, УКРАИНА
ЛУГАНСКАЯ ОБЛАСТЬ, УКРАИНА Влажность воздуха и способы её измерения
Влажность воздуха и способы её измерения Водные ресурсы Марса
Водные ресурсы Марса Памятка для пятиклассника
Памятка для пятиклассника DIPLOMAT CONSUL DC 170 НЕСЕННАЯ КРЕСЛОМ Жесткая плевательница.
DIPLOMAT CONSUL DC 170 НЕСЕННАЯ КРЕСЛОМ Жесткая плевательница. История создания кораблей
История создания кораблей Irregular verbs part 3
Irregular verbs part 3 Разработка информационно-вычислительной системы имитозащиты объектов железнодорожного транспорта на примере ОАО РЖД «Северо-Ка
Разработка информационно-вычислительной системы имитозащиты объектов железнодорожного транспорта на примере ОАО РЖД «Северо-Ка Стадии законодательного процесса
Стадии законодательного процесса