- Проект

Содержание
- 2. Для проекта выбраны детали «Корпус уплотнения» 2001-21-253 и 2501-21-423 для катков: 2001-21-40СБ 2501-21-145
- 3. Актуальность выбранной темы: - рост выпуска катков в МЦ-1 - увеличение переналадок на участке станков с
- 4. Фактическое состояние Расчетная численность операторов станков с ПУ на план августа 2022 – 28 человек, фактическая
- 5. Также операции «Сверловка» производятся в МЦ-3 на обрабатывающих центрах «MITSUBISHI», где коэффициент загрузки составляет 0,8 Причем
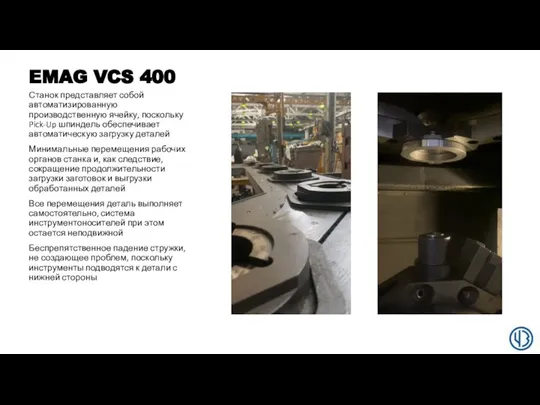
- 6. EMAG VCS 400 Станок представляет собой автоматизированную производственную ячейку, поскольку Pick-Up шпиндель обеспечивает автоматическую загрузку деталей
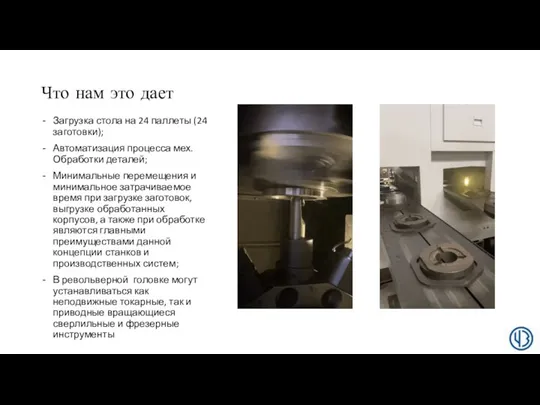
- 7. Что нам это дает Загрузка стола на 24 паллеты (24 заготовки); Автоматизация процесса мех. Обработки деталей;
- 8. Планируемое состояние Разгрузка 2 ед. 16А20Ф3 на 27% каждый, сокращение переналадок; Разгрузка 1 ед. обрабатывающего центра
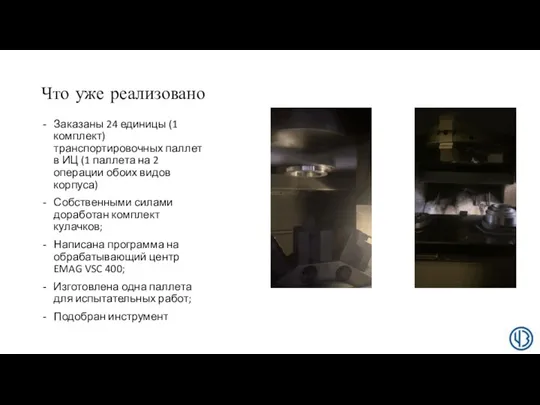
- 9. Что уже реализовано Заказаны 24 единицы (1 комплект) транспортировочных паллет в ИЦ (1 паллета на 2
- 10. Эффект - сокращение излишней транспортировки в МЦ-3 и обратно в МЦ-2 (2400 метров за 1 рейс,
- 12. Скачать презентацию
Слайд 2Для проекта выбраны детали «Корпус уплотнения» 2001-21-253 и 2501-21-423 для катков:
2001-21-40СБ
2501-21-145
Для проекта выбраны детали «Корпус уплотнения» 2001-21-253 и 2501-21-423 для катков:
2001-21-40СБ
2501-21-145
Слайд 3Актуальность выбранной темы:
- рост выпуска катков в МЦ-1
- увеличение переналадок на участке
Актуальность выбранной темы:
- рост выпуска катков в МЦ-1
- увеличение переналадок на участке
Слайд 4Фактическое состояние
Расчетная численность операторов станков с ПУ на план августа 2022 –
Фактическое состояние
Расчетная численность операторов станков с ПУ на план августа 2022 –
Слайд 5Также
операции «Сверловка» производятся в МЦ-3 на обрабатывающих центрах
«MITSUBISHI», где коэффициент загрузки составляет
Также
операции «Сверловка» производятся в МЦ-3 на обрабатывающих центрах
«MITSUBISHI», где коэффициент загрузки составляет

Слайд 6EMAG VCS 400
Станок представляет собой автоматизированную производственную ячейку, поскольку Pick-Up шпиндель обеспечивает
EMAG VCS 400
Станок представляет собой автоматизированную производственную ячейку, поскольку Pick-Up шпиндель обеспечивает
Слайд 7Что нам это дает
Загрузка стола на 24 паллеты (24 заготовки);
Автоматизация процесса мех.
Что нам это дает
Загрузка стола на 24 паллеты (24 заготовки);
Автоматизация процесса мех.
Слайд 8Планируемое состояние
Разгрузка 2 ед. 16А20Ф3 на 27% каждый, сокращение переналадок;
Разгрузка 1 ед.
Планируемое состояние
Разгрузка 2 ед. 16А20Ф3 на 27% каждый, сокращение переналадок;
Разгрузка 1 ед.

Слайд 9Что уже реализовано
Заказаны 24 единицы (1 комплект) транспортировочных паллет в ИЦ (1
Что уже реализовано
Заказаны 24 единицы (1 комплект) транспортировочных паллет в ИЦ (1
Слайд 10Эффект
- сокращение излишней транспортировки в МЦ-3 и обратно в МЦ-2 (2400 метров
Эффект
- сокращение излишней транспортировки в МЦ-3 и обратно в МЦ-2 (2400 метров
 Презентация на тему История появления бисера
Презентация на тему История появления бисера 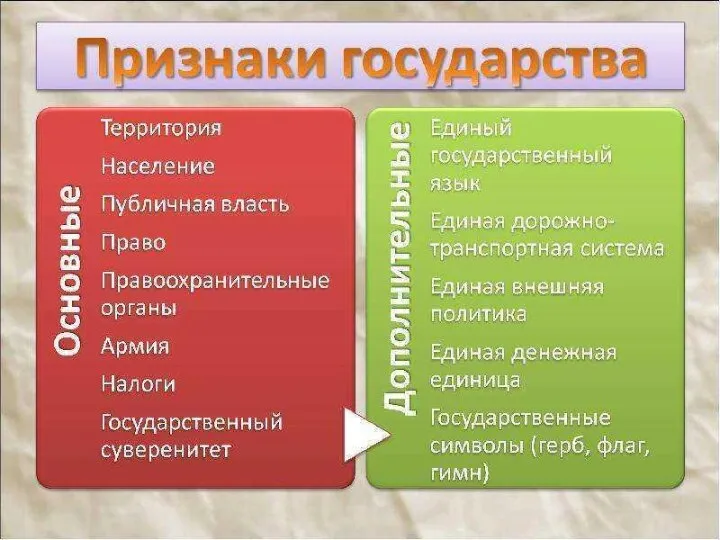 Признаки государства
Признаки государства Презентация на тему Точка Линия
Презентация на тему Точка Линия 23 июня - международный олимпийский день. Родина олимпийских игр
23 июня - международный олимпийский день. Родина олимпийских игр Основные формы рельефа Земли
Основные формы рельефа Земли ООО Центр Путешествий Просто
ООО Центр Путешествий Просто Васильки Шагала
Васильки Шагала Форматирование текста
Форматирование текста Презентация на тему Обособленные приложения
Презентация на тему Обособленные приложения  Презентация на тему Северная Европа
Презентация на тему Северная Европа  Сущность международной торговли услугами. Понятие услуги как объекта МЭО. Классификация услуг
Сущность международной торговли услугами. Понятие услуги как объекта МЭО. Классификация услуг Пазандачилик технологияси асослари
Пазандачилик технологияси асослари Моссовета Презентация ремонт санузлов-2
Моссовета Презентация ремонт санузлов-2 Основы языка изображения
Основы языка изображения Шет елден тас жолмен келе жатқан көлік құралдары мен жаяу жүргіншілерді тексеру
Шет елден тас жолмен келе жатқан көлік құралдары мен жаяу жүргіншілерді тексеру Каменный Уголь
Каменный Уголь Мандельштам Осип Эмильевич
Мандельштам Осип Эмильевич Расчет сопротивления проводников
Расчет сопротивления проводников Якутия
Якутия Происхождение Солнечной системы во взглядах современников
Происхождение Солнечной системы во взглядах современников Счастье, удовольствие, гедонизм 11 класс
Счастье, удовольствие, гедонизм 11 класс Density Cara Cosmetics
Density Cara Cosmetics Федеральное государственное бюджетное общеобразовательное учреждение высшего профессионального обра
Федеральное государственное бюджетное общеобразовательное учреждение высшего профессионального обра Символика Олимпийских игр
Символика Олимпийских игр Тайна запечного сверчка
Тайна запечного сверчка Творческие задания при изучении предметной области История искусств в ДХШ
Творческие задания при изучении предметной области История искусств в ДХШ Политика и власть. 9 класс
Политика и власть. 9 класс китай
китай