- Проект по созданию производства непрерывного литья заготовок деталей машиностроения в Казахстане

Содержание
- 2. Задачи проекта: разработка ресурсосберегающих высокопроизводительных технологических процессов и оборудования непрерывного литья заготовок из чугуна, алюминия и
- 3. Этапы реализации проекта 1 этап. Сбор исходных данных 2 этап. Анализ исходных данных, разработка ТЭО и
- 4. Технические характеристики проекта Технология и оборудование непрерывного горизонтального литья (НГЛ) В состав оборудования для получения заготовок
- 5. Технические характеристики проекта Установка НГЛ разрабатывается для каждого конкретного заказчика согласно его номенклатуры отливок, объемов производства
- 6. Технические характеристики проекта Степень готовности (100%) Разработанные технологии и оборудование для получения заготовок из разных марок
- 7. Отливки простой и сложной формы Полые отливки Биметаллические отливки Телескопические отливки ОТЛИВКИ, ПОЛУЧАЕМЫЕ МЕТОДОМ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО
- 8. Оборудование линий непрерывного горизонтального литья Технические характеристики проекта
- 9. Непрерывнолитые прутки из бронзы (для направляющих втулок погружных насосов нефтяных вышек , Россия) ООО НПФ «Битек»,
- 10. ТЕХНОЛОГИЯ НГЛ И ОБОРУДОВАНИЕ В МАШИНОСТРОЕНИИ БЕЛАРУСИ Технические характеристики проекта РУП «Цветмет», г. Жодино Технология и
- 11. РПУП «Белцветмет» г. Минск – переработка отходов цветных металлов в высококачественные прутки; ОАО «Могилевхимволокно» - заготовки
- 12. Технические характеристики проекта Технология и оборудование непрерывно-циклического литья намораживанием (НЦЛН) (разработка представлена на соискание Государственной премии
- 13. ТЕХНОЛОГИЯ НЕПРЕРЫВНО-ЦИКЛИЧЕСКОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ (НЦЛН)
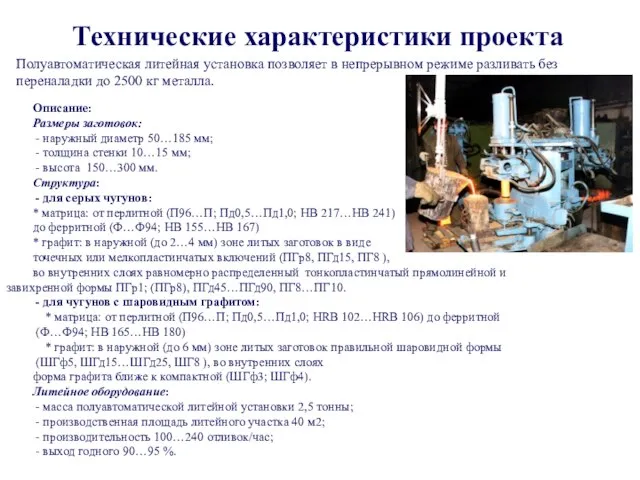
- 14. Технические характеристики проекта Полуавтоматическая литейная установка позволяет в непрерывном режиме разливать без переналадки до 2500 кг
- 15. Технические характеристики проекта Степень готовности (100%) Разработаны технологические режимы получения отливок из чугунов различных классов и
- 16. Технические характеристики проекта Возможные области применения - гильзы цилиндров пневмокомпрессоров и двигателей внутреннего сгорания (гильзы из
- 17. Поршневые и компрессионные кольца, гильзы, втулки Биметаллические гильзы для компрессора двигателя тракторов МТЗ Гильзы цилиндра для
- 18. Кольца поршневые для бензопил «Stihl», «Partner», «Husqvarna», «Alpina» из специального ЧШГ Качество - на уровне лучших
- 19. Кольца и втулки механизмов гидропередачи Чугун специальный - замена стали марки 45, 45Х
- 20. Детали дифференциального механизма ЧШГ - замена стали марки 18ХГТ
- 21. Опора средняя КПП трактора К700 Специальный серый чугун - замена стали марки 45
- 23. Скачать презентацию
Слайд 2
Задачи проекта:
разработка ресурсосберегающих высокопроизводительных технологических процессов и оборудования непрерывного литья
Задачи проекта:
разработка ресурсосберегающих высокопроизводительных технологических процессов и оборудования непрерывного литья
Слайд 3Этапы реализации проекта
1 этап. Сбор исходных данных
2 этап. Анализ исходных данных,
Этапы реализации проекта
1 этап. Сбор исходных данных
2 этап. Анализ исходных данных,
Слайд 4Технические характеристики проекта
Технология и оборудование непрерывного горизонтального литья (НГЛ)
В состав оборудования для
Технические характеристики проекта
Технология и оборудование непрерывного горизонтального литья (НГЛ)
В состав оборудования для

Слайд 5Технические характеристики проекта
Установка НГЛ разрабатывается для каждого конкретного заказчика согласно его
Технические характеристики проекта
Установка НГЛ разрабатывается для каждого конкретного заказчика согласно его

Слайд 6Технические характеристики проекта
Степень готовности (100%)
Разработанные технологии и оборудование для получения
Технические характеристики проекта
Степень готовности (100%)
Разработанные технологии и оборудование для получения

Слайд 7Отливки
простой и
сложной формы
Полые отливки
Биметаллические
отливки
Телескопические
отливки
ОТЛИВКИ, ПОЛУЧАЕМЫЕ МЕТОДОМ НЕПРЕРЫВНОГО
ГОРИЗОНТАЛЬНОГО
Отливки
простой и
сложной формы
Полые отливки
Биметаллические
отливки
Телескопические
отливки
ОТЛИВКИ, ПОЛУЧАЕМЫЕ МЕТОДОМ НЕПРЕРЫВНОГО
ГОРИЗОНТАЛЬНОГО

Слайд 8Оборудование линий непрерывного горизонтального литья
Технические характеристики проекта
Оборудование линий непрерывного горизонтального литья
Технические характеристики проекта

Слайд 9Непрерывнолитые прутки из бронзы
(для направляющих втулок погружных насосов нефтяных вышек ,
Непрерывнолитые прутки из бронзы
(для направляющих втулок погружных насосов нефтяных вышек ,

Слайд 10ТЕХНОЛОГИЯ НГЛ И ОБОРУДОВАНИЕ В МАШИНОСТРОЕНИИ БЕЛАРУСИ
Технические характеристики проекта
РУП «Цветмет», г. Жодино
ТЕХНОЛОГИЯ НГЛ И ОБОРУДОВАНИЕ В МАШИНОСТРОЕНИИ БЕЛАРУСИ
Технические характеристики проекта
РУП «Цветмет», г. Жодино

Слайд 11РПУП «Белцветмет» г. Минск – переработка отходов цветных металлов в высококачественные прутки;
ОАО
ОАО

Слайд 12Технические характеристики проекта
Технология и оборудование непрерывно-циклического литья намораживанием (НЦЛН)
(разработка представлена на соискание
Технические характеристики проекта
Технология и оборудование непрерывно-циклического литья намораживанием (НЦЛН)
(разработка представлена на соискание

Слайд 13ТЕХНОЛОГИЯ НЕПРЕРЫВНО-ЦИКЛИЧЕСКОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ (НЦЛН)
ТЕХНОЛОГИЯ НЕПРЕРЫВНО-ЦИКЛИЧЕСКОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ (НЦЛН)

Слайд 14Технические характеристики проекта
Полуавтоматическая литейная установка позволяет в непрерывном режиме разливать без
переналадки
Технические характеристики проекта
Полуавтоматическая литейная установка позволяет в непрерывном режиме разливать без
переналадки
Слайд 15Технические характеристики проекта
Степень готовности (100%)
Разработаны технологические режимы получения отливок из
Технические характеристики проекта
Степень готовности (100%)
Разработаны технологические режимы получения отливок из
Слайд 16Технические характеристики проекта
Возможные области применения
- гильзы цилиндров пневмокомпрессоров и двигателей
Технические характеристики проекта
Возможные области применения
- гильзы цилиндров пневмокомпрессоров и двигателей

Слайд 17Поршневые и компрессионные кольца, гильзы, втулки
Биметаллические гильзы для компрессора двигателя тракторов МТЗ
Гильзы
Поршневые и компрессионные кольца, гильзы, втулки
Биметаллические гильзы для компрессора двигателя тракторов МТЗ
Гильзы

Слайд 18Кольца поршневые для бензопил «Stihl»,
«Partner», «Husqvarna», «Alpina» из специального ЧШГ
Качество -
Кольца поршневые для бензопил «Stihl», «Partner», «Husqvarna», «Alpina» из специального ЧШГ Качество -

Слайд 19Кольца и втулки механизмов гидропередачи
Чугун специальный - замена стали марки 45,
Кольца и втулки механизмов гидропередачи Чугун специальный - замена стали марки 45,

Слайд 20Детали дифференциального механизма
ЧШГ - замена стали марки 18ХГТ
Детали дифференциального механизма
ЧШГ - замена стали марки 18ХГТ

Слайд 21Опора средняя КПП трактора К700
Специальный серый чугун - замена стали марки
Опора средняя КПП трактора К700 Специальный серый чугун - замена стали марки

 Презентация на тему Ренессанс
Презентация на тему Ренессанс  Типы и структура уроков по ФГОС
Типы и структура уроков по ФГОС ГРИПОЛИКТИН
ГРИПОЛИКТИН Отрасль в системе национальной экономике
Отрасль в системе национальной экономике Лизинговые продукты
Лизинговые продукты Зайка из фетра. Мастер-класс
Зайка из фетра. Мастер-класс Практические приложения подобия треугольников
Практические приложения подобия треугольников Сочинение-описание "Лисица" 2 класс
Сочинение-описание "Лисица" 2 класс Суп-лапша на мясном бульоне
Суп-лапша на мясном бульоне Деятельность судов РФв представлениях россиян Результаты социологического исследования
Деятельность судов РФв представлениях россиян Результаты социологического исследования Печи и печная утварь XIX - начала XX веков
Печи и печная утварь XIX - начала XX веков Анализ корпоративного имиджа IKEA Выполнила Орлова Мария, 401 гр.
Анализ корпоративного имиджа IKEA Выполнила Орлова Мария, 401 гр. VITAL & ESSENTIAL ТРУДНОСТИ ПЕРЕВОДА
VITAL & ESSENTIAL ТРУДНОСТИ ПЕРЕВОДА Презентация на тему ,, ТЕРРОРЕСТИЧЕСКИЙ АКТ В Беслане,,. Подготовила ученица 4а класса Логинова Валерия.
Презентация на тему ,, ТЕРРОРЕСТИЧЕСКИЙ АКТ В Беслане,,. Подготовила ученица 4а класса Логинова Валерия. Формы бухгалтерского учета. Тема №11
Формы бухгалтерского учета. Тема №11 Избирательная система РФ
Избирательная система РФ отделения ГОДОВОЕ СОБРАНИЕ 2022
отделения ГОДОВОЕ СОБРАНИЕ 2022 Горячий этап холодно-горячей обкатки (ХГО) оборудования
Горячий этап холодно-горячей обкатки (ХГО) оборудования Автоматизация маршрута согласования и отражения в учете заявлений работников на замену выдачи молока денежной компенсацией
Автоматизация маршрута согласования и отражения в учете заявлений работников на замену выдачи молока денежной компенсацией «Многослойные и комбинированные пленочные материалы и изделия из них»
«Многослойные и комбинированные пленочные материалы и изделия из них» Окружающая среда маркетинга
Окружающая среда маркетинга Геродот
Геродот Устройство сверлильного станка. Приемы работы на сверлильном станке
Устройство сверлильного станка. Приемы работы на сверлильном станке Достопримечательности Омска
Достопримечательности Омска Кожа
Кожа Организация учебного кабинета английского языка
Организация учебного кабинета английского языка Что такое энергия?
Что такое энергия? Презентация на тему Потребность организма человека в кислороде. Строение органов дыхания
Презентация на тему Потребность организма человека в кислороде. Строение органов дыхания