- Процесс каландрования

Содержание
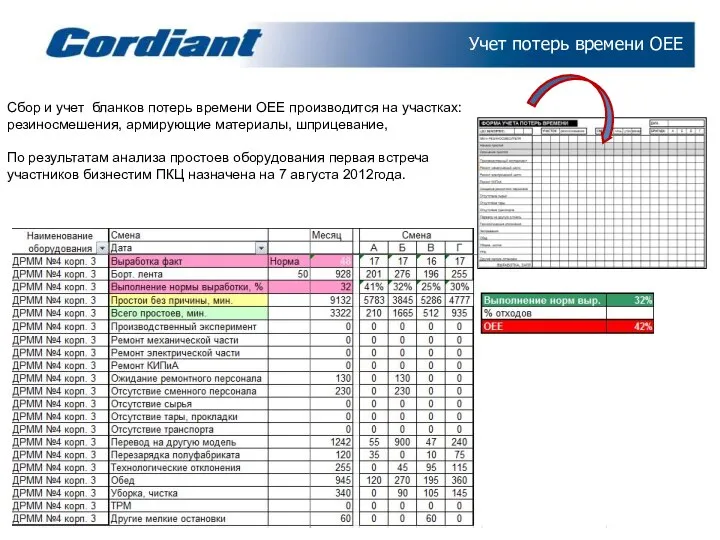
- 2. Сбор и учет бланков потерь времени ОЕЕ производится на участках: резиносмешения, армирующие материалы, шприцевание, По результатам
- 3. Диспетчеризация Выпуск металлокордного полотна на линии обрезинивания металлокорда с каландром ЛОМК – 850 ЗАО «Кордиант-Восток» направляет
- 4. Диспетчеризация ПДО подает план производства на 10 дней для ОШЗ. Старший мастер участка по телефону от
- 5. ПДО подает план производства на 10 дней для ОШЗ Ежесменно диспетчеру передают данные по остаткам обрезиненного
- 6. Производители металлокорда: ООО «Bekart Lipeck» г. Липецк ОАО «БМЗ» Беларусь г. Жлобин Северсталь Метиз г. Орел
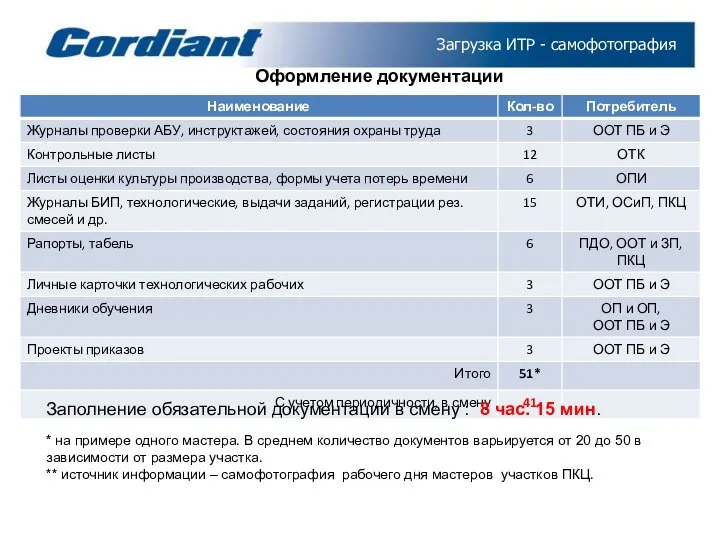
- 7. Оформление документации Заголовок презентации Загрузка ИТР - самофотография Заполнение обязательной документации в смену : 8 час.
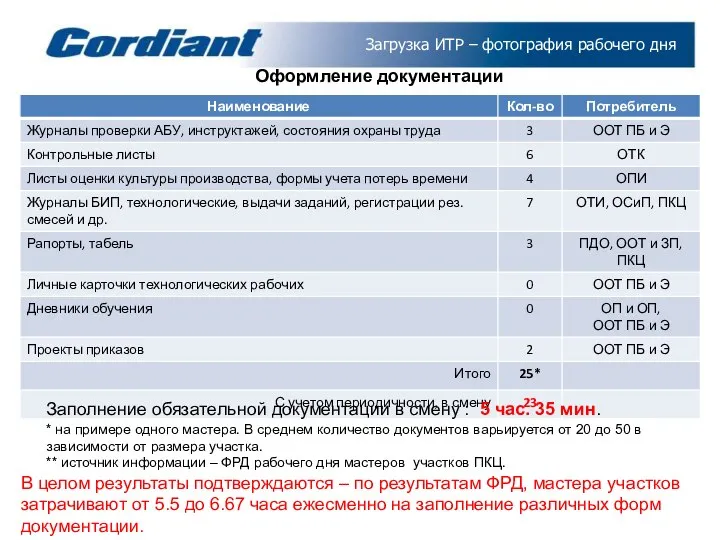
- 8. Оформление документации Заголовок презентации Загрузка ИТР – фотография рабочего дня Заполнение обязательной документации в смену :
- 9. Предложение отдела инжиниринга Заголовок презентации Предложения * - заполнять в случае зафиксированного простоя оборудования, т.е. при
- 10. Склад резиновых смесей для АОК 1-80-1800 и ЛОМК-850 Резиновые смеси для шин Д
- 11. Резиновые смеси расставлены по назначению (радиальные и диагональные) Очередность срабатывания рез.смеси по дате изготовления определяет водитель
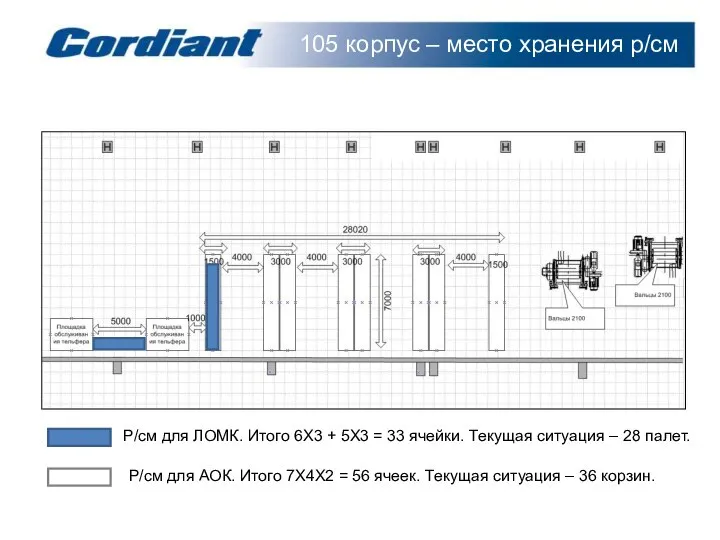
- 12. 105 корпус – место хранения р/см Р/см для ЛОМК. Итого 6Х3 + 5Х3 = 33 ячейки.
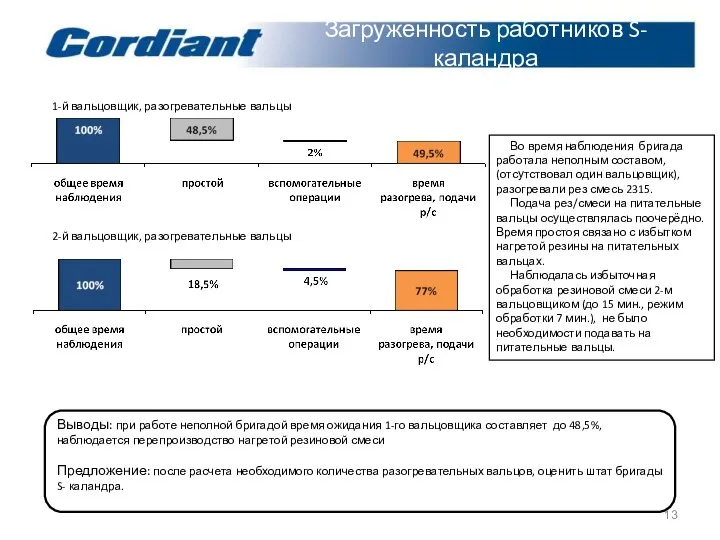
- 13. Загруженность работников S-каландра 1-й вальцовщик, разогревательные вальцы 2-й вальцовщик, разогревательные вальцы Выводы: при работе неполной бригадой
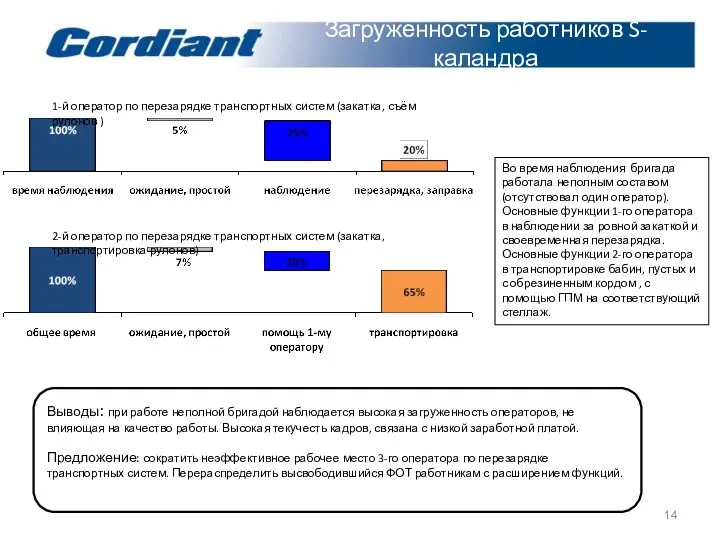
- 14. Загруженность работников S-каландра 1-й оператор по перезарядке транспортных систем (закатка, съём рулонов ) 2-й оператор по
- 15. Фрикционный каландр Для определения рациональной загрузки персонала требуется дополнительное наблюдение с фотографией рабочего дня. Предложения: На
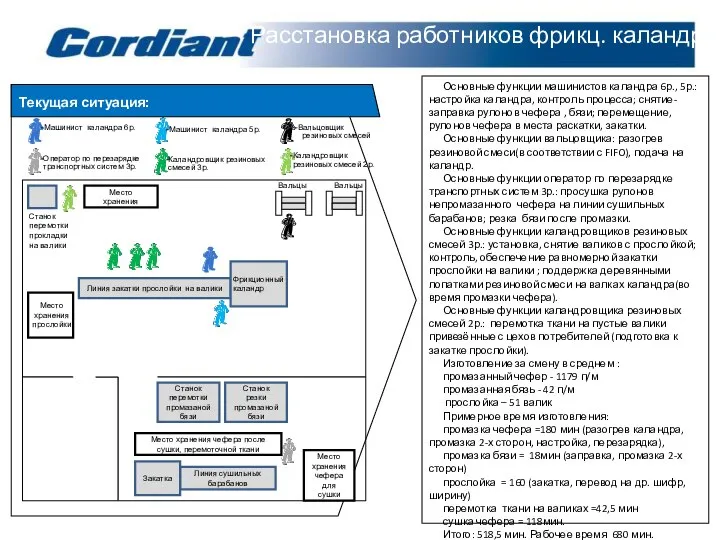
- 16. Вальцы Вальцовщик резиновых смесей Машинист каландра 6р. Расстановка работников фрикц. каландра Вальцы Машинист каландра 5р. Оператор
- 17. Вальцы Вальцовщик резиновых смесей Машинист каландра 6р. Расстановка работников фрикц. каландра Вальцы Машинист каландра 5р. Оператор
- 18. Скорость каландра Снижение скорости каландра при прохождении стыков через валковые зазоры в среднем составляют 7-10 м/мин.
- 19. Центратор на линии ЛОМК 800Б Установка центраторов на шпулярниках линии ЛОМК 800б по аналогии с установленным
- 20. Приспособление для сматывания остатков МК с катушек Установка катушки со съемным бортом между конструкциями шпулярника и
- 21. Предложения по ЛОМК После проведения работ по сокращению доли ручного труда на линиях ЛОМК: Установка центратора
- 22. Расчет вальцов для ЛОМК 800Б
- 23. Расчет вальцов для ЛОМК 850
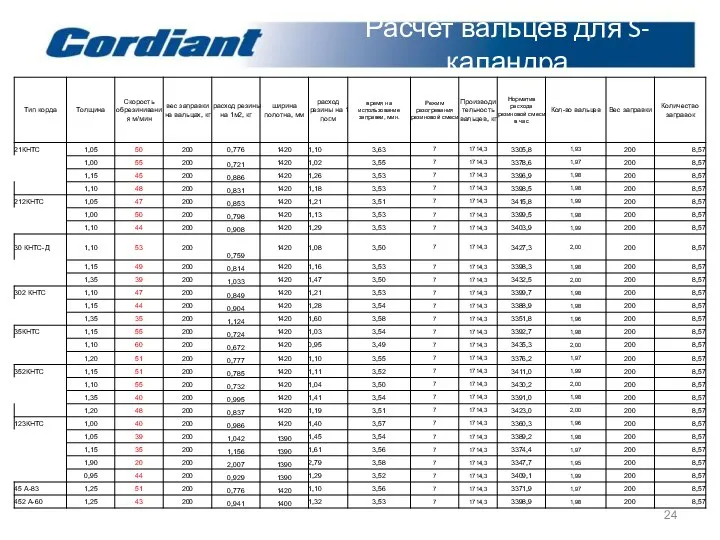
- 24. Расчет вальцев для S-каландра
- 25. Выводы из расчетов вальцов Проанализировав представленные выше таблицы можно сделать следующие выводы: ЛОМК 800 Б –
- 26. ДРМ – сокращение доли ручного труда Цель: изменения штата бригады за счёт механизации части выполняемых работ
- 28. Скачать презентацию
Слайд 3Диспетчеризация
Выпуск металлокордного полотна на линии обрезинивания
металлокорда с каландром ЛОМК – 850
ЗАО
Диспетчеризация
Выпуск металлокордного полотна на линии обрезинивания
металлокорда с каландром ЛОМК – 850
ЗАО

Слайд 4Диспетчеризация
ПДО подает план производства на 10 дней для ОШЗ.
Старший мастер участка по
Диспетчеризация
ПДО подает план производства на 10 дней для ОШЗ.
Старший мастер участка по

Слайд 5ПДО подает план производства на 10 дней для ОШЗ
Ежесменно диспетчеру передают данные
ПДО подает план производства на 10 дней для ОШЗ
Ежесменно диспетчеру передают данные

Слайд 6Производители металлокорда:
ООО «Bekart Lipeck» г. Липецк
ОАО «БМЗ» Беларусь г. Жлобин
Северсталь Метиз
Производители металлокорда:
ООО «Bekart Lipeck» г. Липецк
ОАО «БМЗ» Беларусь г. Жлобин
Северсталь Метиз

Слайд 7Оформление документации
Заголовок
презентации
Загрузка ИТР - самофотография
Заполнение обязательной документации в смену :
Оформление документации
Заголовок
презентации
Загрузка ИТР - самофотография
Заполнение обязательной документации в смену :
Слайд 8Оформление документации
Заголовок
презентации
Загрузка ИТР – фотография рабочего дня
Заполнение обязательной документации в
Оформление документации
Заголовок
презентации
Загрузка ИТР – фотография рабочего дня
Заполнение обязательной документации в
Слайд 9Предложение отдела инжиниринга
Заголовок
презентации
Предложения
* - заполнять в случае зафиксированного простоя оборудования,
Предложение отдела инжиниринга
Заголовок
презентации
Предложения
* - заполнять в случае зафиксированного простоя оборудования,

Слайд 10Склад резиновых смесей для АОК 1-80-1800
и ЛОМК-850
Резиновые смеси для шин Д
Склад резиновых смесей для АОК 1-80-1800
и ЛОМК-850
Резиновые смеси для шин Д

Слайд 11Резиновые смеси расставлены по назначению (радиальные и диагональные)
Очередность срабатывания рез.смеси по дате
Резиновые смеси расставлены по назначению (радиальные и диагональные)
Очередность срабатывания рез.смеси по дате
Слайд 12105 корпус – место хранения р/см
Р/см для ЛОМК. Итого 6Х3 + 5Х3
105 корпус – место хранения р/см
Р/см для ЛОМК. Итого 6Х3 + 5Х3
Слайд 13Загруженность работников S-каландра
1-й вальцовщик, разогревательные вальцы
2-й вальцовщик, разогревательные вальцы
Выводы: при работе
Загруженность работников S-каландра
1-й вальцовщик, разогревательные вальцы
2-й вальцовщик, разогревательные вальцы
Выводы: при работе
Слайд 14Загруженность работников S-каландра
1-й оператор по перезарядке транспортных систем (закатка, съём рулонов
Загруженность работников S-каландра
1-й оператор по перезарядке транспортных систем (закатка, съём рулонов
Слайд 15
Фрикционный каландр
Для определения рациональной загрузки персонала требуется дополнительное наблюдение с фотографией рабочего
Фрикционный каландр
Для определения рациональной загрузки персонала требуется дополнительное наблюдение с фотографией рабочего
Слайд 16Вальцы
Вальцовщик
резиновых смесей
Машинист каландра 6р.
Расстановка работников фрикц. каландра
Вальцы
Машинист каландра 5р.
Оператор по
Вальцы
Вальцовщик
резиновых смесей
Машинист каландра 6р.
Расстановка работников фрикц. каландра
Вальцы
Машинист каландра 5р.
Оператор по
Слайд 17Вальцы
Вальцовщик
резиновых смесей
Машинист каландра 6р.
Расстановка работников фрикц. каландра
Вальцы
Машинист каландра 5р.
Оператор по
Вальцы
Вальцовщик
резиновых смесей
Машинист каландра 6р.
Расстановка работников фрикц. каландра
Вальцы
Машинист каландра 5р.
Оператор по

Слайд 18Скорость каландра
Снижение скорости каландра при прохождении стыков через валковые зазоры в среднем
Скорость каландра
Снижение скорости каландра при прохождении стыков через валковые зазоры в среднем

Слайд 19Центратор на линии ЛОМК 800Б
Установка центраторов на шпулярниках линии ЛОМК 800б по
Центратор на линии ЛОМК 800Б
Установка центраторов на шпулярниках линии ЛОМК 800б по

Слайд 20Приспособление для сматывания остатков
МК с катушек
Установка катушки со съемным бортом
Приспособление для сматывания остатков
МК с катушек
Установка катушки со съемным бортом

Слайд 21Предложения по ЛОМК
После проведения работ по сокращению доли ручного труда на линиях
Предложения по ЛОМК
После проведения работ по сокращению доли ручного труда на линиях
Слайд 22Расчет вальцов для ЛОМК 800Б
Расчет вальцов для ЛОМК 800Б

Слайд 23Расчет вальцов для ЛОМК 850
Расчет вальцов для ЛОМК 850

Слайд 24Расчет вальцев для S-каландра
Расчет вальцев для S-каландра
Слайд 25Выводы из расчетов вальцов
Проанализировав представленные выше таблицы можно сделать следующие выводы:
ЛОМК 800
Выводы из расчетов вальцов
Проанализировав представленные выше таблицы можно сделать следующие выводы:
ЛОМК 800
Слайд 26ДРМ – сокращение доли ручного труда
Цель: изменения штата бригады за счёт механизации
ДРМ – сокращение доли ручного труда
Цель: изменения штата бригады за счёт механизации

 История России . ЕГЭ 2009
История России . ЕГЭ 2009 Исторические места Казани
Исторические места Казани Кальвинизм. Основные направления
Кальвинизм. Основные направления Культура как объект культурологии. История понятия Культура
Культура как объект культурологии. История понятия Культура Понятие конфликта. (Урок 3)
Понятие конфликта. (Урок 3) Чужая семья
Чужая семья 200722
200722 Индивидуальный итоговый проект
Индивидуальный итоговый проект Защита дипломной работы Виды переводческих трансформаций на материале перевода профессионального текста Introduction to GPS
Защита дипломной работы Виды переводческих трансформаций на материале перевода профессионального текста Introduction to GPS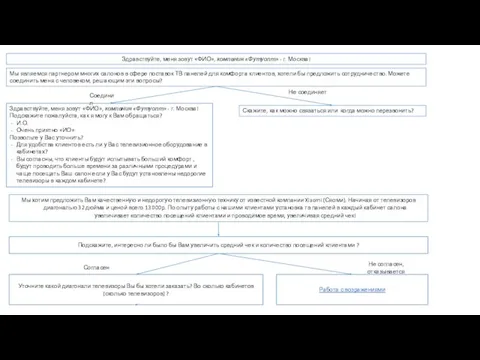 Разговор с потенциальным клиентом
Разговор с потенциальным клиентом Обеспечение знакомства и взаимодействие школьников с миром высоких технологий на базе детского мини – технопарка Квантум
Обеспечение знакомства и взаимодействие школьников с миром высоких технологий на базе детского мини – технопарка Квантум Управление персоналом
Управление персоналом Шахматная Королева (путь к успеху)
Шахматная Королева (путь к успеху) макиавелли.pptx
макиавелли.pptx Простая диспетчеризация на базе ЛЭРС УЧЕТ
Простая диспетчеризация на базе ЛЭРС УЧЕТ Общероссийской общественной организации«научно-педагогический союз историков России»
Общероссийской общественной организации«научно-педагогический союз историков России» Презентация на тему История развития железнодорожного транспорта
Презентация на тему История развития железнодорожного транспорта  Письмо с секретом
Письмо с секретом Самоопределение учащихся в условиях предпрофильной подготовки.
Самоопределение учащихся в условиях предпрофильной подготовки. Рисование натюрморта
Рисование натюрморта Упрощёнка. Как записать сроки зарплаты
Упрощёнка. Как записать сроки зарплаты г.Трехгорный, Челябинская область
г.Трехгорный, Челябинская область Мой любимый город снежинск.
Мой любимый город снежинск. Презентация на тему Николай Семенович Лесков
Презентация на тему Николай Семенович Лесков  Философия Ту-114 или голландская болезнь.Эпизоды истории советской ракетно-космической техники.
Философия Ту-114 или голландская болезнь.Эпизоды истории советской ракетно-космической техники. Декор новогодней елки
Декор новогодней елки Зоопарк
Зоопарк Академическая мобильность и экспорт образования
Академическая мобильность и экспорт образования