- Способы выверки оборудования

Содержание
- 2. Оптико-геодезический метод Выверка базовых деталей машин по высоте и на горизонтальность осуществляется с использованием нивелира и
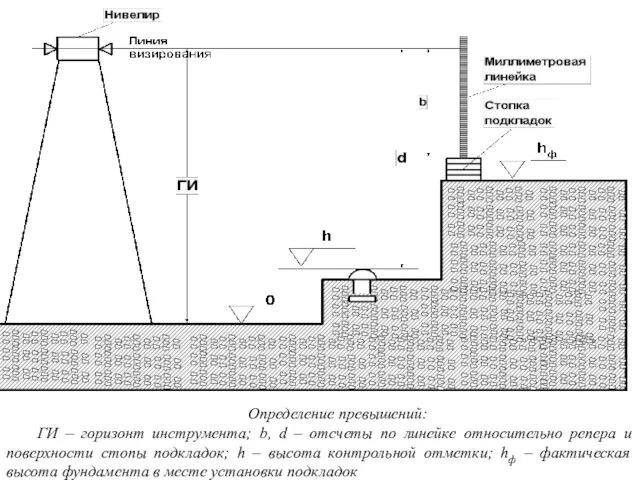
- 3. Определение превышений: ГИ – горизонт инструмента; b, d – отсчеты по линейке относительно репера и поверхности
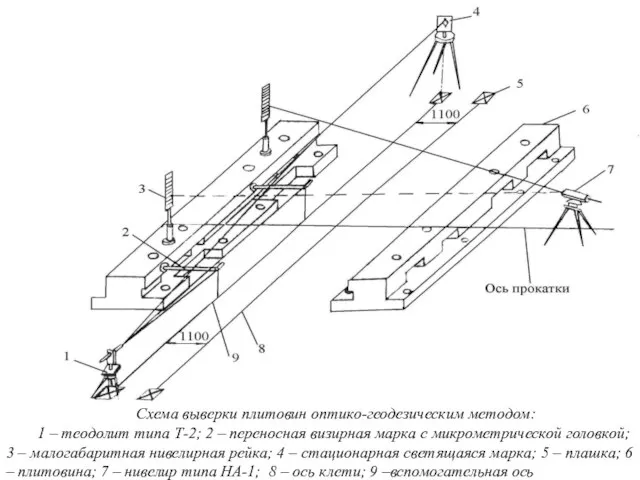
- 4. Схема выверки плитовин оптико-геодезическим методом: 1 – теодолит типа Т-2; 2 – переносная визирная марка с
- 5. Инструментальный метод Схема выверки базовых деталей по геодезическим знакам
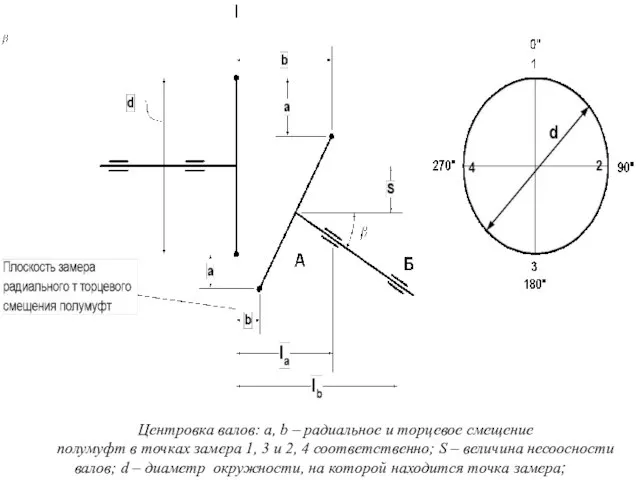
- 6. Центровка валов При центровке валов должны выполняться следующие операции: замер радиальных и торцевых зазоров в вертикальной
- 7. Центровка валов: а, b – радиальное и торцевое смещение полумуфт в точках замера 1, 3 и
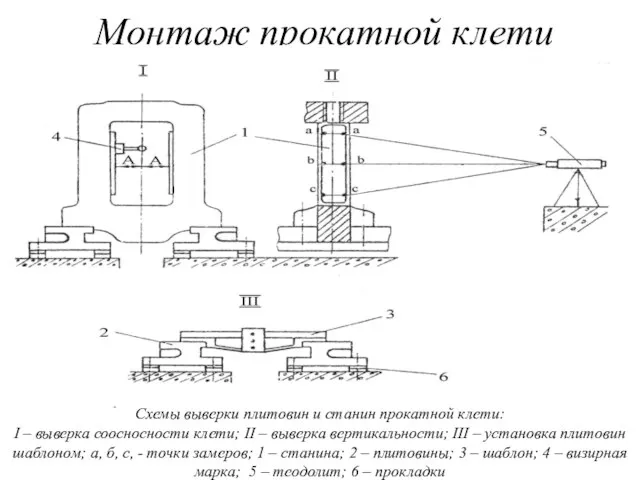
- 8. Монтаж прокатной клети Схемы выверки плитовин и станин прокатной клети: I – выверка соосносности клети; II
- 9. Монтаж оборудования прокатных станов имеет следующие особенности: - значительная протяжённость прокатных станов, когда машины и механизмы,
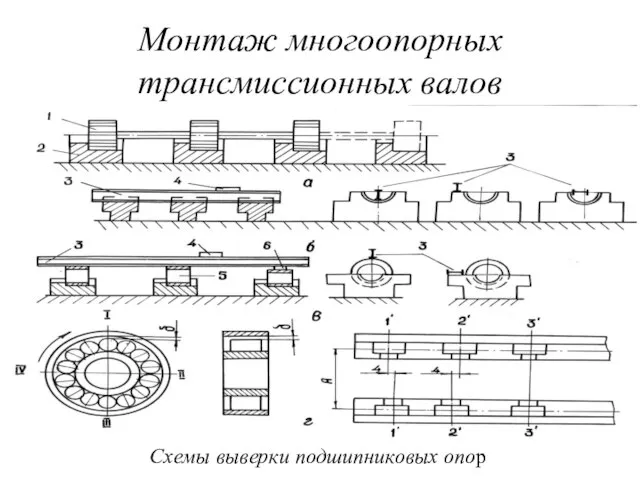
- 10. Монтаж многоопорных трансмиссионных валов Схемы выверки подшипниковых опор
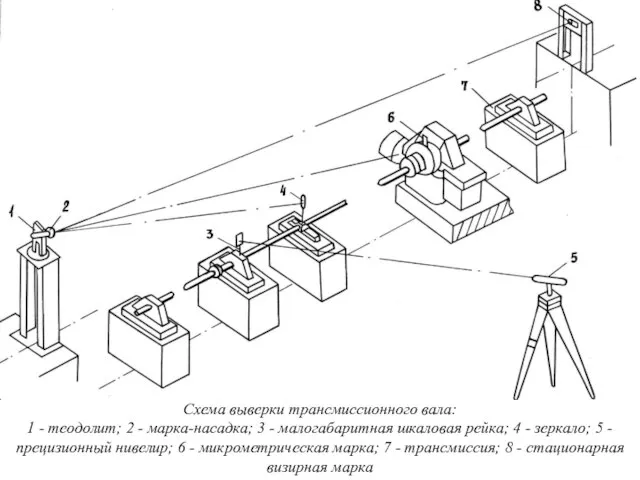
- 11. Схема выверки трансмиссионного вала: 1 - теодолит; 2 - марка-насадка; 3 - малогабаритная шкаловая рейка; 4
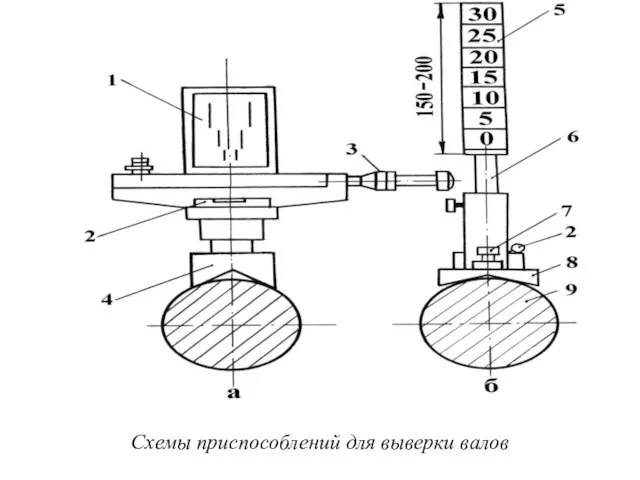
- 12. Схемы приспособлений для выверки валов
- 14. Скачать презентацию
Слайд 2Оптико-геодезический метод
Выверка базовых деталей машин по высоте и на горизонтальность осуществляется с
Оптико-геодезический метод
Выверка базовых деталей машин по высоте и на горизонтальность осуществляется с
Слайд 3 Определение превышений:
ГИ – горизонт инструмента; b, d – отсчеты по линейке
Определение превышений:
ГИ – горизонт инструмента; b, d – отсчеты по линейке
Слайд 4Схема выверки плитовин оптико-геодезическим методом:
1 – теодолит типа Т-2; 2 – переносная
Схема выверки плитовин оптико-геодезическим методом:
1 – теодолит типа Т-2; 2 – переносная
Слайд 5Инструментальный метод
Схема выверки базовых деталей по геодезическим знакам
Инструментальный метод
Схема выверки базовых деталей по геодезическим знакам

Слайд 6Центровка валов
При центровке валов должны выполняться следующие операции:
замер радиальных и торцевых зазоров
Центровка валов
При центровке валов должны выполняться следующие операции:
замер радиальных и торцевых зазоров
Слайд 7Центровка валов: а, b – радиальное и торцевое смещение
полумуфт в точках
Центровка валов: а, b – радиальное и торцевое смещение
полумуфт в точках
Слайд 8 Монтаж прокатной клети
Схемы выверки плитовин и станин прокатной клети:
I – выверка
Монтаж прокатной клети
Схемы выверки плитовин и станин прокатной клети:
I – выверка
Слайд 9Монтаж оборудования прокатных станов имеет следующие особенности:
- значительная протяжённость прокатных станов, когда
Монтаж оборудования прокатных станов имеет следующие особенности:
- значительная протяжённость прокатных станов, когда
Слайд 10Монтаж многоопорных трансмиссионных валов
Схемы выверки подшипниковых опор
Монтаж многоопорных трансмиссионных валов
Схемы выверки подшипниковых опор
Слайд 11Схема выверки трансмиссионного вала:
1 - теодолит; 2 - марка-насадка; 3 - малогабаритная
Схема выверки трансмиссионного вала:
1 - теодолит; 2 - марка-насадка; 3 - малогабаритная
Слайд 12Схемы приспособлений для выверки валов
Схемы приспособлений для выверки валов
 Культура и образование
Культура и образование Научно-исследовательская деятельность. Оформление исследовательской работы
Научно-исследовательская деятельность. Оформление исследовательской работы Основные положения молекулярно-кинетической теории. Размеры молекул
Основные положения молекулярно-кинетической теории. Размеры молекул ОТЧЕТ «Результаты проведенного опроса действительных и потенциальных участников НИС». Период проведения: с 22 мая 2012 г. по 15 июня 2
ОТЧЕТ «Результаты проведенного опроса действительных и потенциальных участников НИС». Период проведения: с 22 мая 2012 г. по 15 июня 2 Культура, здоровье, красота
Культура, здоровье, красота Бета, релиз, Post Productionс точки зрения QA.
Бета, релиз, Post Productionс точки зрения QA. Презентация на тему Строение цветковых растений
Презентация на тему Строение цветковых растений Презентация для годового собрания товарищества собственников ТС Новая Боровая
Презентация для годового собрания товарищества собственников ТС Новая Боровая Презентация на тему Права и обязанности родителей и законных представителей по воспитанию и образованию детей
Презентация на тему Права и обязанности родителей и законных представителей по воспитанию и образованию детей Относительные и абсолютные показатели
Относительные и абсолютные показатели Организация аукционов на право аренды под размещение объектов средней и крупной розничной торговли.
Организация аукционов на право аренды под размещение объектов средней и крупной розничной торговли. Устройства преобразования электрической энергии: назначение, классификация, структурные схемы. (Лекция 8)
Устройства преобразования электрической энергии: назначение, классификация, структурные схемы. (Лекция 8) Овощи в диетическом питании
Овощи в диетическом питании Анализ наружной рекламы немецких автомобилей
Анализ наружной рекламы немецких автомобилей  Презентация на тему ТРАНСФОРМАЦИОННЫЙ СПАД И ЭКОНОМИЧЕСКИЙ КРИЗИС: ОБЩЕЕ И РАЗЛИЧИя
Презентация на тему ТРАНСФОРМАЦИОННЫЙ СПАД И ЭКОНОМИЧЕСКИЙ КРИЗИС: ОБЩЕЕ И РАЗЛИЧИя «Пираты физического моря»
«Пираты физического моря» ГОУ СПОКолледжтуризма и гостиничного сервиса Санкт-Петербурга
ГОУ СПОКолледжтуризма и гостиничного сервиса Санкт-Петербурга Энергетические напитки: спасение или?
Энергетические напитки: спасение или? Фонетик күнегеү
Фонетик күнегеү Упражнения на закрепление знаний о наречии
Упражнения на закрепление знаний о наречии Георгий Константинович Жуков – Великий полководец
Георгий Константинович Жуков – Великий полководец Нормативно-документальное обеспечение сетевого взаимодействия в МАДОУ № 83
Нормативно-документальное обеспечение сетевого взаимодействия в МАДОУ № 83 Программные средства для управления жизненным циклом приложений (Application lifecycle management -ALM)
Программные средства для управления жизненным циклом приложений (Application lifecycle management -ALM) Важнейшие географические открытия. Марко Поло и его путешествия.
Важнейшие географические открытия. Марко Поло и его путешествия. Краткая энциклопедия от А до Z.
Краткая энциклопедия от А до Z. Административная этика
Административная этика Масленица. История масленицы
Масленица. История масленицы SHORT-RUN ECONOMIC FLUCTUATIONS
SHORT-RUN ECONOMIC FLUCTUATIONS