- Структура УП и её формат

Содержание
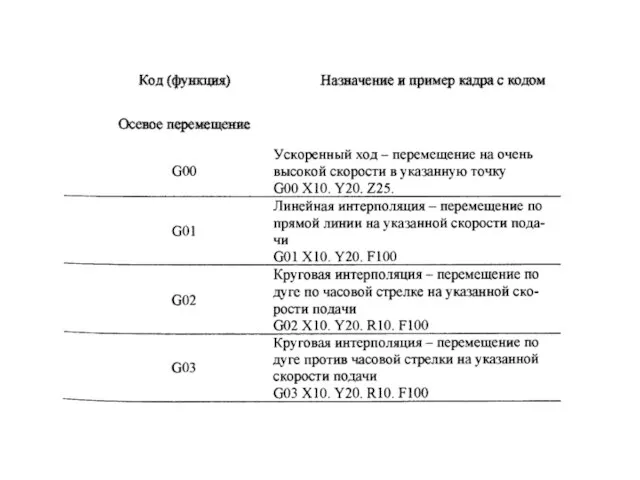
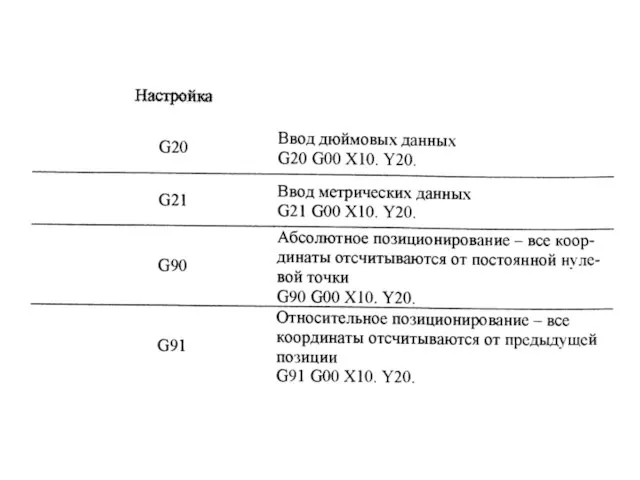
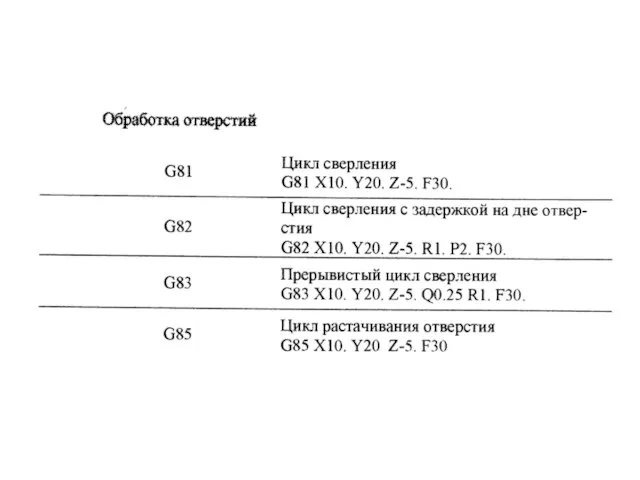
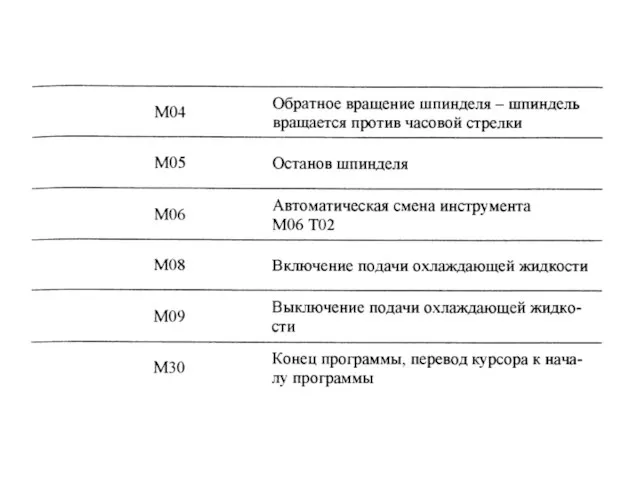
- 2. • Коды (функции) с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. •
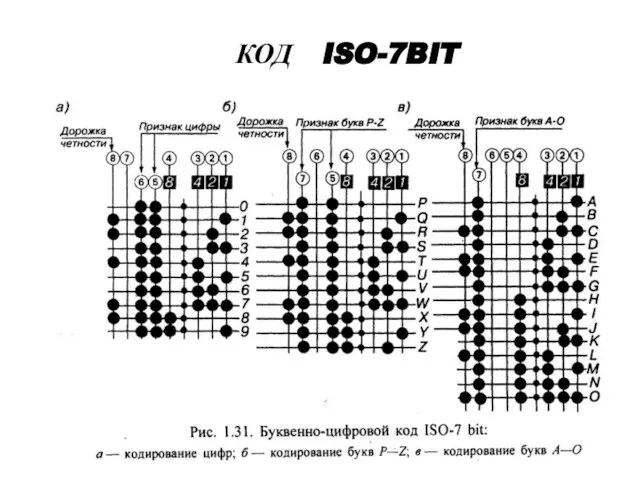
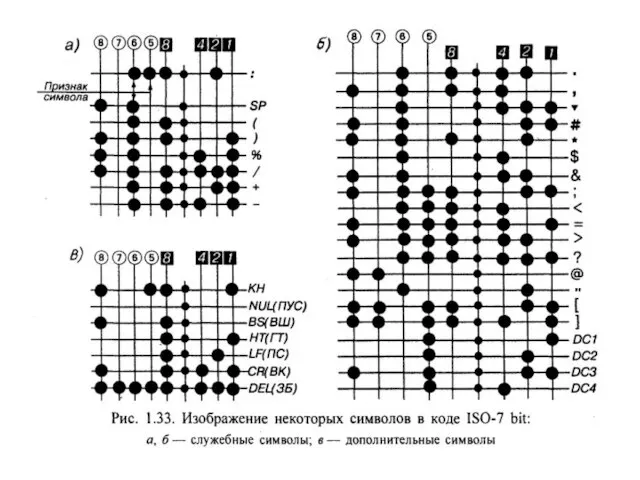
- 3. КОД ISO-7BIT
- 7. СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ G и М коды Программирование обработки на современных станках с ЧПУ осуществляется на
- 13. Управляющая программа является упорядоченным набором команд при помощи которых определяются перемещения исполнительных органов станка и различные
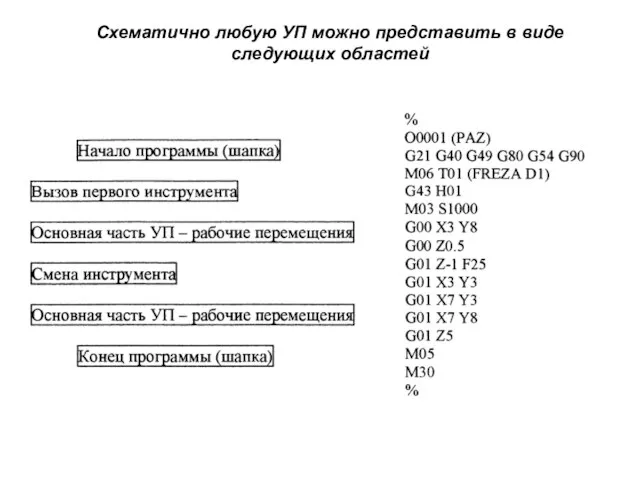
- 14. Схематично любую УП можно представить в виде следующих областей
- 15. Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров, чтобы при необходимости можно
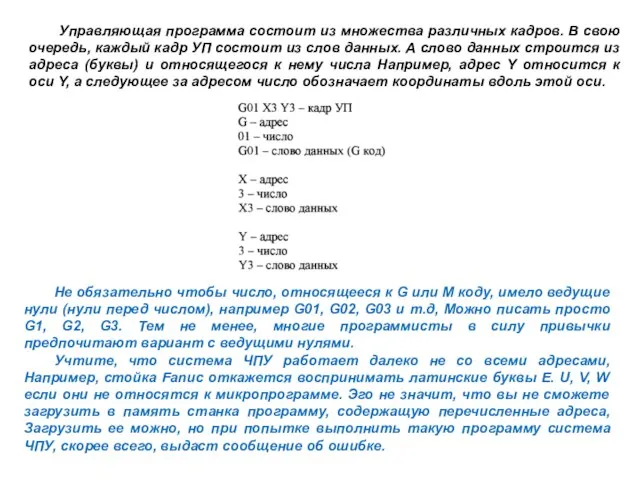
- 16. Управляющая программа состоит из множества различных кадров. В свою очередь, каждый кадр УП состоит из слов
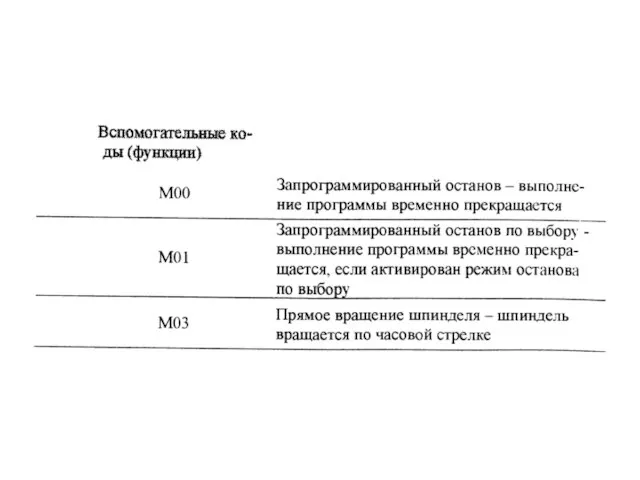
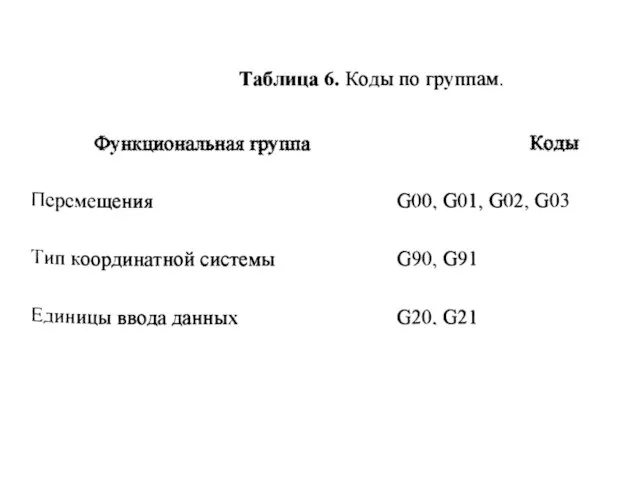
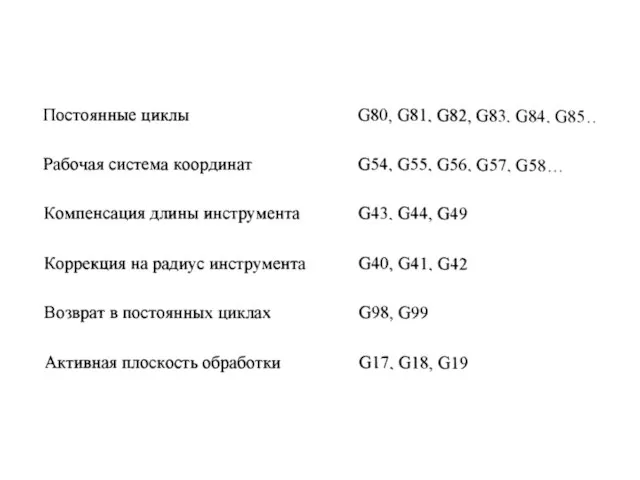
- 17. Модальные и немодальные коды Все станочные коды можно разделить на два класса, в зависимости от их
- 22. Скачать презентацию
Слайд 3КОД ISO-7BIT
КОД ISO-7BIT


Слайд 7СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
G и М коды
Программирование обработки на современных станках
СТРУКТУРА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
G и М коды
Программирование обработки на современных станках
Слайд 13Управляющая программа является упорядоченным набором команд при помощи которых определяются перемещения исполнительных
Управляющая программа является упорядоченным набором команд при помощи которых определяются перемещения исполнительных
Слайд 14Схематично любую УП можно представить в виде следующих областей
Схематично любую УП можно представить в виде следующих областей
Слайд 15Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров,
Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров,
Слайд 16Управляющая программа состоит из множества различных кадров. В свою очередь, каждый кадр
Управляющая программа состоит из множества различных кадров. В свою очередь, каждый кадр
Слайд 17Модальные и немодальные коды
Все станочные коды можно разделить на два класса,
Модальные и немодальные коды
Все станочные коды можно разделить на два класса,
 Лимская декларация о принципах финансового контроля
Лимская декларация о принципах финансового контроля Единая Справочная Служба
Единая Справочная Служба Интерьер кухни
Интерьер кухни Особенности учета основных средств предприятия коммунальной сферы
Особенности учета основных средств предприятия коммунальной сферы Фокус. Как сконцентрироваться на главном
Фокус. Как сконцентрироваться на главном Цвет глаз
Цвет глаз Педагогическое сопровождение детей с различными нозологиями . От теории к практике
Педагогическое сопровождение детей с различными нозологиями . От теории к практике Презентация на тему Викторина по произведению А. Рыбакова Кортик
Презентация на тему Викторина по произведению А. Рыбакова Кортик Контроль и оценка результатов освоения профессионального модуля
Контроль и оценка результатов освоения профессионального модуля Мовні засоби в організаційно-розпорядчих документах
Мовні засоби в організаційно-розпорядчих документах Особенности использования TimesTen In-Memory Database в высоконагруженной среде
Особенности использования TimesTen In-Memory Database в высоконагруженной среде «Мотивация школьников на здоровый образ жизни»
«Мотивация школьников на здоровый образ жизни» Мультимедийный проект на тему: «Компьютерная техника»
Мультимедийный проект на тему: «Компьютерная техника» «Педагогическая мозаика»
«Педагогическая мозаика» Органы и системы органов животных
Органы и системы органов животных Исследовательская деятельность в области музыкального образования
Исследовательская деятельность в области музыкального образования Витражное искусство
Витражное искусство Признаки параллельности прямых. Свойства параллельных прямых
Признаки параллельности прямых. Свойства параллельных прямых Электрическое напряжение. Измерение напряжения
Электрическое напряжение. Измерение напряжения Karl von Frisch
Karl von Frisch  Городские и областные турниры клуба «Дебаты» сезона 2003 – 2004.
Городские и областные турниры клуба «Дебаты» сезона 2003 – 2004. Презентация на тему Органы специальной компетенции
Презентация на тему Органы специальной компетенции  Презентация на тему Полимеры живой природы
Презентация на тему Полимеры живой природы Бизнес-планирование
Бизнес-планирование Закупкив рамках проектов программы фундаментальных исследованийв 2012 г.
Закупкив рамках проектов программы фундаментальных исследованийв 2012 г. Презентация на тему Алгоритм выполнения заданий для формирования и развития учебных умений
Презентация на тему Алгоритм выполнения заданий для формирования и развития учебных умений Поверхности второго порядка
Поверхности второго порядка Яблоко
Яблоко