- Сварка

Содержание
- 2. Неразъемные соединения Неразъемными называют соединения, разъединение которых невозможно без разрушения соединяемых деталей или соединяющего материала. К
- 3. Сварные соединения Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических деталей с применением
- 4. Классификация и разновидности сварных соединений (швов) Классификация. Сварные швы классифицируют по следующим признакам: - по назначению
- 5. Стыковое соединение Нахлесточное соединение: а — соединение лобовыми швами; б — соединение фланговыми швами
- 6. Конструкции стыковых швов. Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости от толщины свариваемых
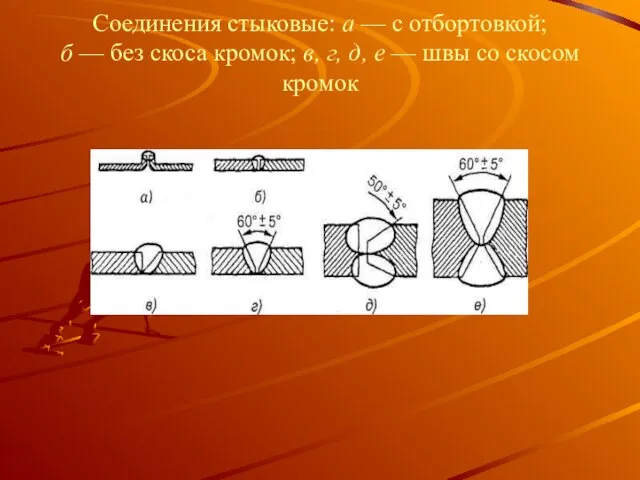
- 7. Соединения стыковые: а — с отбортовкой; б — без скоса кромок; в, г, д, е —
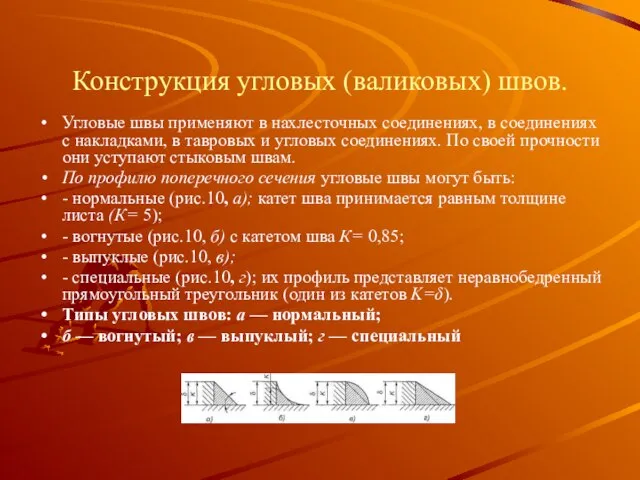
- 8. Конструкция угловых (валиковых) швов. Угловые швы применяют в нахлесточных соединениях, в соединениях с накладками, в тавровых
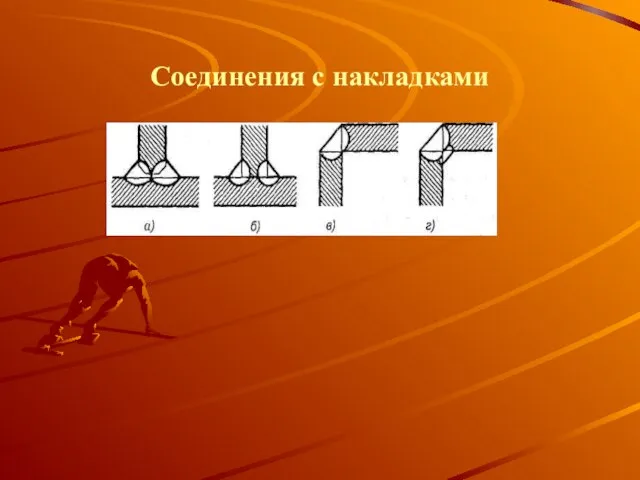
- 9. Соединения с накладками
- 10. Расчет сварных соединений Расчет стыковых соединений. Швы этих соединений работают на растяжение или сжатие в зависимости
- 11. Стыковые соединения
- 12. Проверочный расчет Условие прочности: (1) где , — расчетное и допускаемое напряжения на растяжение для шва
- 14. Скачать презентацию
Слайд 2Неразъемные соединения
Неразъемными называют соединения, разъединение которых невозможно без разрушения соединяемых деталей или
Неразъемные соединения
Неразъемными называют соединения, разъединение которых невозможно без разрушения соединяемых деталей или
Слайд 3Сварные соединения
Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических
Сварные соединения
Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических

Слайд 4Классификация и разновидности сварных соединений (швов)
Классификация.
Сварные швы классифицируют по следующим признакам:
- по
Классификация и разновидности сварных соединений (швов)
Классификация.
Сварные швы классифицируют по следующим признакам:
- по
Слайд 5Стыковое соединение
Нахлесточное соединение: а — соединение лобовыми швами;
б — соединение фланговыми швами
Стыковое соединение
Нахлесточное соединение: а — соединение лобовыми швами;
б — соединение фланговыми швами

Слайд 6Конструкции стыковых швов.
Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости
Конструкции стыковых швов.
Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости
Слайд 7Соединения стыковые: а — с отбортовкой;
б — без скоса кромок; в, г,
Соединения стыковые: а — с отбортовкой; б — без скоса кромок; в, г,
Слайд 8Конструкция угловых (валиковых) швов.
Угловые швы применяют в нахлесточных соединениях, в соединениях с
Конструкция угловых (валиковых) швов.
Угловые швы применяют в нахлесточных соединениях, в соединениях с
Слайд 9Соединения с накладками
Соединения с накладками
Слайд 10Расчет сварных соединений
Расчет стыковых соединений.
Швы этих соединений работают на растяжение или
Расчет сварных соединений
Расчет стыковых соединений.
Швы этих соединений работают на растяжение или
Слайд 11Стыковые соединения
Стыковые соединения

Слайд 12Проверочный расчет
Условие прочности:
(1)
где , — расчетное и допускаемое напряжения на
Проверочный расчет
Условие прочности:
(1)
где , — расчетное и допускаемое напряжения на
 Меню для футболистов
Меню для футболистов Вписанные углы
Вписанные углы Презентация на тему Презентация по русскому языку "Слитное и раздельное написание НЕ с наречиями на - О и -Е"
Презентация на тему Презентация по русскому языку "Слитное и раздельное написание НЕ с наречиями на - О и -Е" И.А. Гончаров «Обломов»
И.А. Гончаров «Обломов» Серия QS
Серия QS Типы SQL -серверов
Типы SQL -серверов Презентация к Дню Знаний
Презентация к Дню Знаний Презентация на тему Методические рекомендации по составлению библиотечного портфолио
Презентация на тему Методические рекомендации по составлению библиотечного портфолио Робота з базами даних
Робота з базами даних Микеланджело Буонарроти - краткая биография и картины
Микеланджело Буонарроти - краткая биография и картины Влияние алкоголя на человека
Влияние алкоголя на человека Искусство Гжели. Истоки и современное развитие промысла
Искусство Гжели. Истоки и современное развитие промысла Виды торгово-холодильного оборудования
Виды торгово-холодильного оборудования Основные понятия в области научного-педагогического исследования 1) Проблема, объект и предмет научно-педагогического исследова
Основные понятия в области научного-педагогического исследования 1) Проблема, объект и предмет научно-педагогического исследова Влияние гистерезиса управления трафиком на использование ресурса узла беспроводных систем передачи информации
Влияние гистерезиса управления трафиком на использование ресурса узла беспроводных систем передачи информации Presentation Title
Presentation Title  2012 г. Управление образования администрации ЗАТО Александровск Муниципальное бюджетное дошкольное образовательное учреждение «Д
2012 г. Управление образования администрации ЗАТО Александровск Муниципальное бюджетное дошкольное образовательное учреждение «Д Начальная подготовка студентов-волейболистов в условиях непрофильных вузов
Начальная подготовка студентов-волейболистов в условиях непрофильных вузов Фенолформальдегидная смола
Фенолформальдегидная смола Юридическая этика. Тема 5
Юридическая этика. Тема 5 Famous people of Mari El
Famous people of Mari El Пеллеты.
Пеллеты. Трение. Робот-боксер. Занятие 8
Трение. Робот-боксер. Занятие 8 Эдисон Васильевич Денисов (1929-1996). Плачи (1966)
Эдисон Васильевич Денисов (1929-1996). Плачи (1966) Презентация на тему Проблема мира и разоружения
Презентация на тему Проблема мира и разоружения История стрелкового оружия в России
История стрелкового оружия в России Управление профессиональным развитиемпедагогических кадров в учебном округе
Управление профессиональным развитиемпедагогических кадров в учебном округе Великая Отечественная война.1941 - 1945 гг.
Великая Отечественная война.1941 - 1945 гг.