- Технологические инновации в материаловедении и металлургической инженерии

Содержание
- 2. Актуальность темы исследования в рамках ГП ИИР на 2015 -2019 годы В настоящее время эксплуатационные службы
- 3. Практическая база исследования (предприятие) Экспериментальные исследования процесса обработки дробью производились в условиях ПФ ТОО «KSP Steel»
- 4. Цель и задачи магистерского проекта Цель исследования: - исследование метода дробеструйного упрочнения и возможность его применения
- 5. Предполагаемая научная новизна и практическая значимость Предполагаемая научная новизна: На основе предложенной модели формирования шероховатости поверхности
- 6. Объект и методика исследований - API 5СТ Стандарт API 5CT (действующее издание), Нефтегазовая промышленность – Стальные
- 7. Основная часть исследований (1 – 2 слайда) В данном исследовании применялись корунд (в данном случае применяется
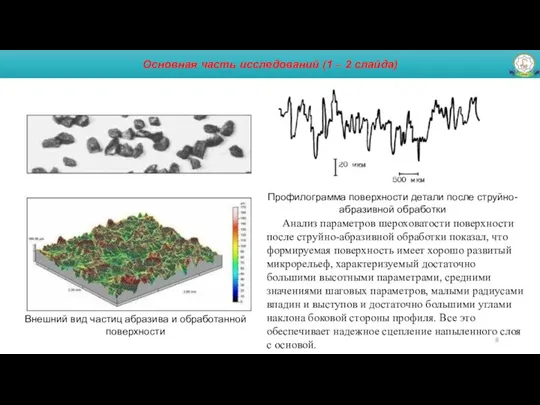
- 8. Основная часть исследований (1 – 2 слайда) Профилограмма поверхности детали после струйно-абразивной обработки Внешний вид частиц
- 9. Основная часть исследований (1 – 2 слайда) Было оценено влияние расстояния от среза сопла пистолета на
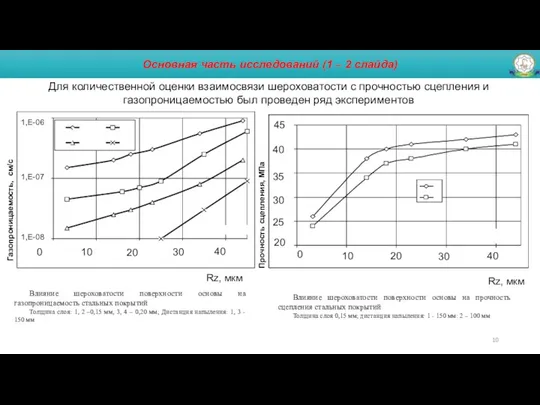
- 10. Основная часть исследований (1 – 2 слайда) Для количественной оценки взаимосвязи шероховатости с прочностью сцепления и
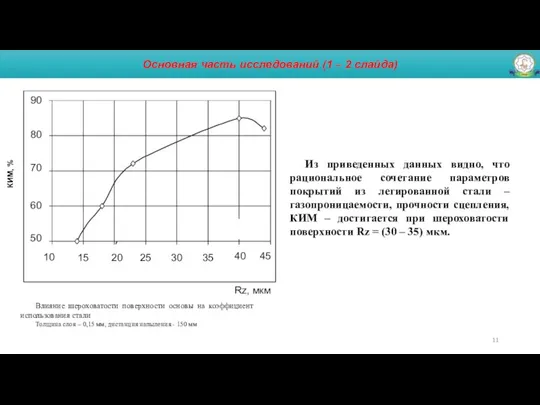
- 11. Основная часть исследований (1 – 2 слайда) Влияние шероховатости поверхности основы на коэффициент использования стали Толщина
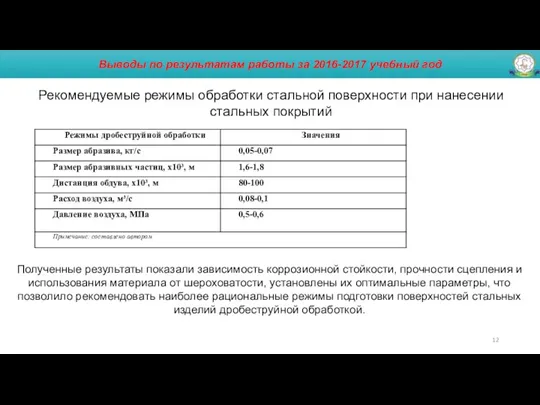
- 12. Выводы по результатам работы за 2016-2017 учебный год Полученные результаты показали зависимость коррозионной стойкости, прочности сцепления
- 13. Апробация исследований Результаты работы доложены на Международной научной конференции молодых ученых, студентов и школьников «XVI Сатпаевские
- 15. Скачать презентацию
Слайд 3Практическая база исследования (предприятие)
Экспериментальные исследования процесса обработки дробью производились в условиях
Практическая база исследования (предприятие)
Экспериментальные исследования процесса обработки дробью производились в условиях

Слайд 4Цель и задачи магистерского проекта
Цель исследования:
- исследование метода дробеструйного упрочнения и возможность
Цель и задачи магистерского проекта
Цель исследования:
- исследование метода дробеструйного упрочнения и возможность
Слайд 5Предполагаемая научная новизна и практическая значимость
Предполагаемая научная новизна:
На основе предложенной модели формирования
Предполагаемая научная новизна и практическая значимость
Предполагаемая научная новизна:
На основе предложенной модели формирования
Слайд 6Объект и методика исследований
- API 5СТ Стандарт API 5CT (действующее издание), Нефтегазовая
Объект и методика исследований
- API 5СТ Стандарт API 5CT (действующее издание), Нефтегазовая
Слайд 7Основная часть исследований (1 – 2 слайда)
В данном исследовании применялись корунд
Основная часть исследований (1 – 2 слайда)
В данном исследовании применялись корунд
Слайд 8Основная часть исследований (1 – 2 слайда)
Профилограмма поверхности детали после струйно-абразивной обработки
Внешний
Основная часть исследований (1 – 2 слайда)
Профилограмма поверхности детали после струйно-абразивной обработки
Внешний
Слайд 9Основная часть исследований (1 – 2 слайда)
Было оценено влияние расстояния от среза
Основная часть исследований (1 – 2 слайда)
Было оценено влияние расстояния от среза

Слайд 10Основная часть исследований (1 – 2 слайда)
Для количественной оценки взаимосвязи шероховатости с
Основная часть исследований (1 – 2 слайда)
Для количественной оценки взаимосвязи шероховатости с
Слайд 11Основная часть исследований (1 – 2 слайда)
Влияние шероховатости поверхности основы на коэффициент
Основная часть исследований (1 – 2 слайда)
Влияние шероховатости поверхности основы на коэффициент
Слайд 12Выводы по результатам работы за 2016-2017 учебный год
Полученные результаты показали зависимость коррозионной
Выводы по результатам работы за 2016-2017 учебный год
Полученные результаты показали зависимость коррозионной
Слайд 13Апробация исследований
Результаты работы доложены на Международной научной конференции молодых ученых, студентов и
Апробация исследований
Результаты работы доложены на Международной научной конференции молодых ученых, студентов и
 Энциклика папы Франциска Fratelli tutti (всеобщее братство) о братстве и социальной дружбе
Энциклика папы Франциска Fratelli tutti (всеобщее братство) о братстве и социальной дружбе Учитель ОБЖ
Учитель ОБЖ День Победы
День Победы Quality
Quality Тау жыныстарын бұзушы құралдар. Тау жыныстарын бұзушы құралдар туралы
Тау жыныстарын бұзушы құралдар. Тау жыныстарын бұзушы құралдар туралы БАТИК
БАТИК Теория противостояния морских и континентальных сил
Теория противостояния морских и континентальных сил Ученые, открывшие основные законы электротехники
Ученые, открывшие основные законы электротехники Российский союз выставок и ярмарок как эффективная площадка коммуникаций Выездное заседание ЭКСПОКЛУБА «Актуальные вопросы выст
Российский союз выставок и ярмарок как эффективная площадка коммуникаций Выездное заседание ЭКСПОКЛУБА «Актуальные вопросы выст Развитие навыков орфографии
Развитие навыков орфографии МЕТОДИЧЕСКИЕ РЕКРОМЕНДАЦИИ ИСПОЛЬЗОВАНИЯ мультимедийнОЙ презентациИ КАК ЭФФЕКТИВНОГО СРЕДСТВА ПОВЫШЕНИЯ МОТИВАЦИИ К ИЗУЧЕНИЮ
МЕТОДИЧЕСКИЕ РЕКРОМЕНДАЦИИ ИСПОЛЬЗОВАНИЯ мультимедийнОЙ презентациИ КАК ЭФФЕКТИВНОГО СРЕДСТВА ПОВЫШЕНИЯ МОТИВАЦИИ К ИЗУЧЕНИЮ «ПОЛЮС ЗОЛОТО»: Крупнейшие инвестиционные проекты российской золотодобычи
«ПОЛЮС ЗОЛОТО»: Крупнейшие инвестиционные проекты российской золотодобычи скульптура «Под одними звездами» ("Unter den gleichen Sternen")
скульптура «Под одними звездами» ("Unter den gleichen Sternen") Тема урока: «Операторы ввода и вывода на языке QBasic»
Тема урока: «Операторы ввода и вывода на языке QBasic» Известные герои немецких сказок
Известные герои немецких сказок Интеграционная модель образовательной среды
Интеграционная модель образовательной среды ДЕЯТЕЛЬНОСТЬ ЮРИСТОВ В ДРЕВНЕМ РИМЕ
ДЕЯТЕЛЬНОСТЬ ЮРИСТОВ В ДРЕВНЕМ РИМЕ  Исследование функций и построение графиков
Исследование функций и построение графиков Разметка тонколистового металла и проволоки
Разметка тонколистового металла и проволоки Конь. Как рисовать лошадь поэтапно
Конь. Как рисовать лошадь поэтапно Королевская ватрушка. Любимый десерт семьи Толстых
Королевская ватрушка. Любимый десерт семьи Толстых Government Investor relations
Government Investor relations «ИТ в рознице: технологии и стратегии магазина будущего» Демидов Михаил, Журналист-аналитик CNews
«ИТ в рознице: технологии и стратегии магазина будущего» Демидов Михаил, Журналист-аналитик CNews Спирты, их свойства и применение
Спирты, их свойства и применение OLD ENGLISH GRAMMAR. THE NOMINAL SYSTEM
OLD ENGLISH GRAMMAR. THE NOMINAL SYSTEM Une vie normale Ma réputation
Une vie normale Ma réputation Международная исследовательская компания по управлению Сustomer Experience
Международная исследовательская компания по управлению Сustomer Experience 13декабря -день святого апостола Андрея Первозванного
13декабря -день святого апостола Андрея Первозванного