- Термическая обработка сплавов

Содержание
- 2. Разупрочняющая термообработка Отжиг – термическая обработка, в результате которой металлы или сплавы приобретают структуру, близкую к
- 3. Упрочняющая термообработка Закалка – ТО, в результате которой в сплавах образуется неравновесная структура пересыщенного твердого раствора.
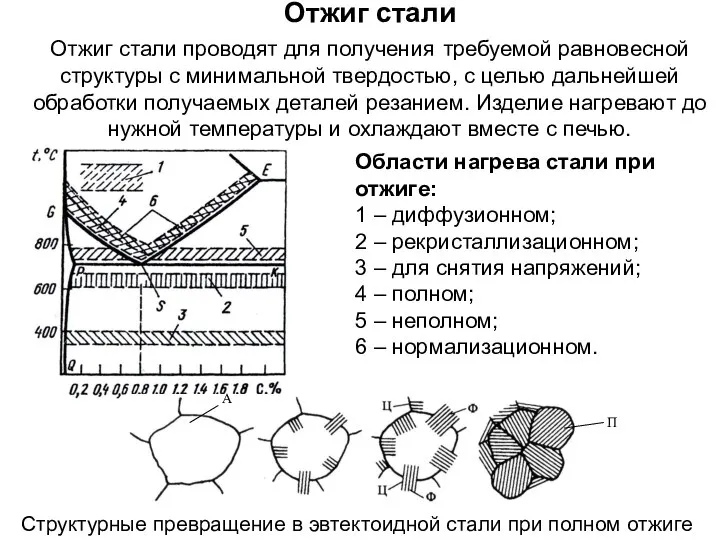
- 4. Отжиг стали Отжиг стали проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей
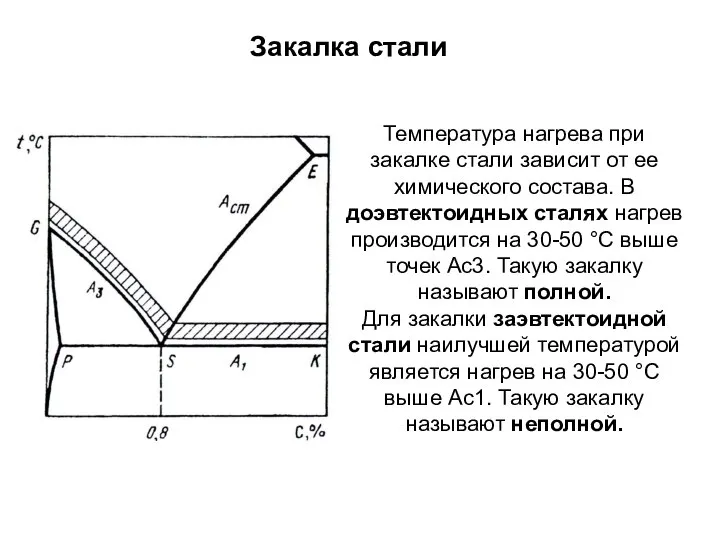
- 5. Закалка стали Температура нагрева при закалке стали зависит от ее химического состава. В доэвтектоидных сталях нагрев
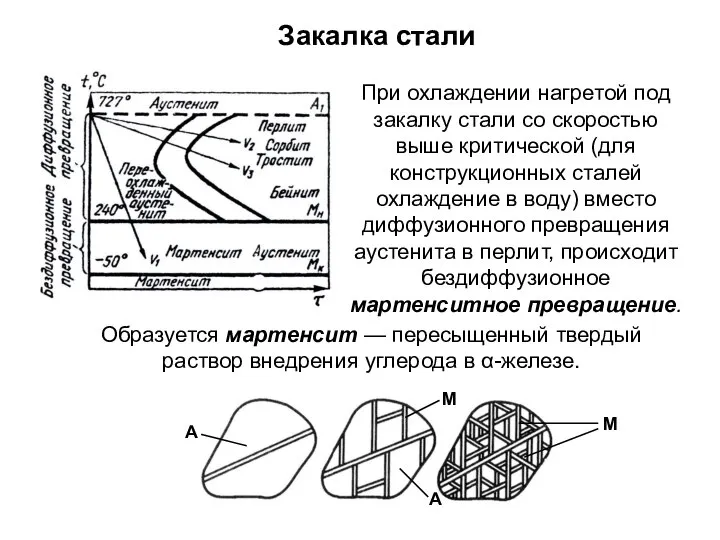
- 6. При охлаждении нагретой под закалку стали со скоростью выше критической (для конструкционных сталей охлаждение в воду)
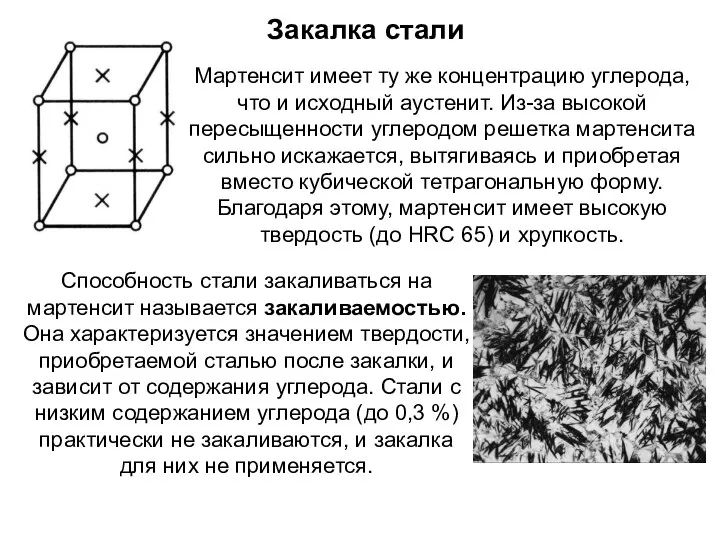
- 7. Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой пересыщенности углеродом решетка мартенсита
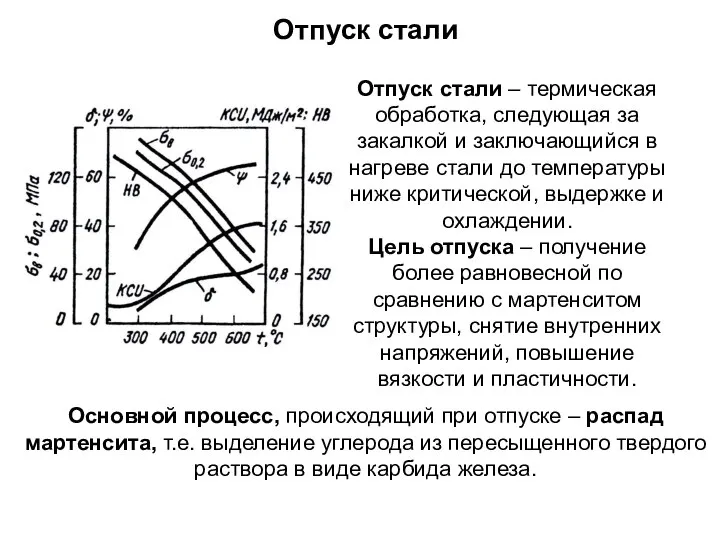
- 8. Отпуск стали – термическая обработка, следующая за закалкой и заключающийся в нагреве стали до температуры ниже
- 9. Низкий отпуск проводится при температуре 150-200 °С. Образуется структура мартенсит отпуска. Мартенсит отпуска отличается от мартенсита
- 10. При среднем отпуске производится нагрев до 350-450 °С. Из мартенсита полностью выделяется углерод и образуется мелкоигольчатая
- 11. Высокий отпуск стали Высокий отпуск проводится при 550-650°С. При нагреве до таких температур происходит коагуляция и
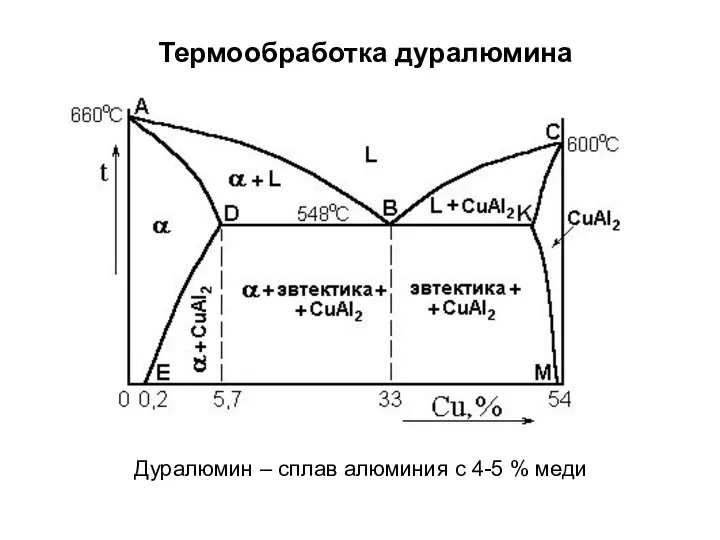
- 12. Термообработка дуралюмина Дуралюмин – сплав алюминия с 4-5 % меди
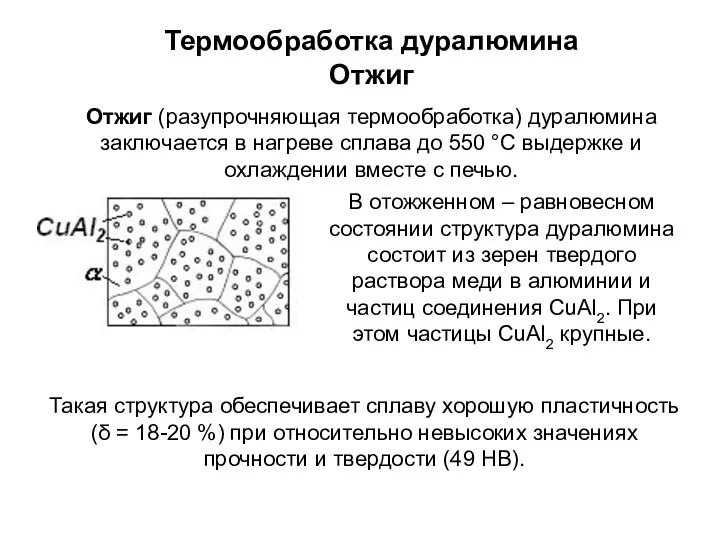
- 13. Термообработка дуралюмина Отжиг Отжиг (разупрочняющая термообработка) дуралюмина заключается в нагреве сплава до 550 °С выдержке и
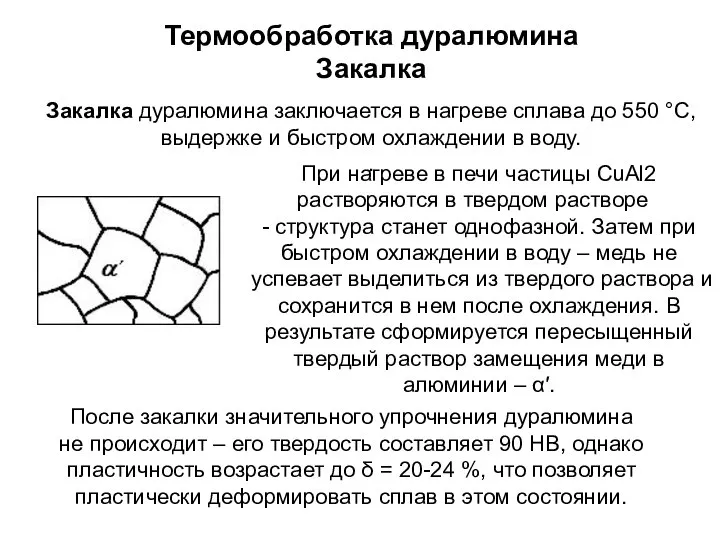
- 14. Термообработка дуралюмина Закалка Закалка дуралюмина заключается в нагреве сплава до 550 °С, выдержке и быстром охлаждении
- 16. Скачать презентацию
Слайд 2Разупрочняющая термообработка
Отжиг – термическая обработка, в результате которой металлы или сплавы приобретают
Разупрочняющая термообработка
Отжиг – термическая обработка, в результате которой металлы или сплавы приобретают
Слайд 3 Упрочняющая термообработка
Закалка – ТО, в результате которой в сплавах образуется неравновесная структура
Упрочняющая термообработка
Закалка – ТО, в результате которой в сплавах образуется неравновесная структура
Слайд 4Отжиг стали
Отжиг стали проводят для получения требуемой равновесной структуры с минимальной твердостью,
Отжиг стали
Отжиг стали проводят для получения требуемой равновесной структуры с минимальной твердостью,
Слайд 5Закалка стали
Температура нагрева при закалке стали зависит от ее химического состава. В
Закалка стали
Температура нагрева при закалке стали зависит от ее химического состава. В
Слайд 6При охлаждении нагретой под закалку стали со скоростью выше критической (для конструкционных
При охлаждении нагретой под закалку стали со скоростью выше критической (для конструкционных
Слайд 7Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой
Мартенсит имеет ту же концентрацию углерода, что и исходный аустенит. Из-за высокой
Слайд 8Отпуск стали – термическая обработка, следующая за закалкой и заключающийся в нагреве
Отпуск стали – термическая обработка, следующая за закалкой и заключающийся в нагреве
Слайд 9Низкий отпуск проводится при температуре 150-200 °С. Образуется структура мартенсит отпуска. Мартенсит
Низкий отпуск проводится при температуре 150-200 °С. Образуется структура мартенсит отпуска. Мартенсит

Слайд 10При среднем отпуске производится нагрев до 350-450 °С. Из мартенсита полностью выделяется
При среднем отпуске производится нагрев до 350-450 °С. Из мартенсита полностью выделяется
Слайд 11Высокий отпуск стали
Высокий отпуск проводится при 550-650°С. При нагреве до таких температур
Высокий отпуск стали
Высокий отпуск проводится при 550-650°С. При нагреве до таких температур
Слайд 12Термообработка дуралюмина
Дуралюмин – сплав алюминия с 4-5 % меди
Термообработка дуралюмина
Дуралюмин – сплав алюминия с 4-5 % меди
Слайд 13Термообработка дуралюмина
Отжиг
Отжиг (разупрочняющая термообработка) дуралюмина заключается в нагреве сплава до 550 °С
Термообработка дуралюмина
Отжиг
Отжиг (разупрочняющая термообработка) дуралюмина заключается в нагреве сплава до 550 °С
Слайд 14Термообработка дуралюмина
Закалка
Закалка дуралюмина заключается в нагреве сплава до 550 °С, выдержке
Термообработка дуралюмина
Закалка
Закалка дуралюмина заключается в нагреве сплава до 550 °С, выдержке
 Будущий профессор с настоящими
Будущий профессор с настоящими Удивительные ритмы природы. Зима
Удивительные ритмы природы. Зима The principles of providing safety of population
The principles of providing safety of population Образовательная программа ИИТО ЮНЕСКО
Образовательная программа ИИТО ЮНЕСКО Рынок акционерного капитала
Рынок акционерного капитала класс МБОУ СОШ №24
класс МБОУ СОШ №24 ООО Манго. Столовая школы № 67
ООО Манго. Столовая школы № 67 Достижения Казахстана за период независимости
Достижения Казахстана за период независимости Синтетические ткани
Синтетические ткани Презентация на тему Физико-математический КВН в 9-х классах
Презентация на тему Физико-математический КВН в 9-х классах ГИБЕЛЬ УШАСТЫХ МЕДУЗ В БАЛТИЙСКОМ МОРЕ
ГИБЕЛЬ УШАСТЫХ МЕДУЗ В БАЛТИЙСКОМ МОРЕ Диагностирование тяговых электродвигателей электропоезда ЭС2Г Ласточка
Диагностирование тяговых электродвигателей электропоезда ЭС2Г Ласточка Внедрение MST в Азербайджане
Внедрение MST в Азербайджане Нанотехнологии
Нанотехнологии Работа социального педагогам с детьми девиантного поведения
Работа социального педагогам с детьми девиантного поведения Евгений Абрамович Баратынский
Евгений Абрамович Баратынский Программа энергосбережения для зданий социальной сферы г.Тольятти
Программа энергосбережения для зданий социальной сферы г.Тольятти Ватикан
Ватикан 29 МАРТА 2006 ГОДА
29 МАРТА 2006 ГОДА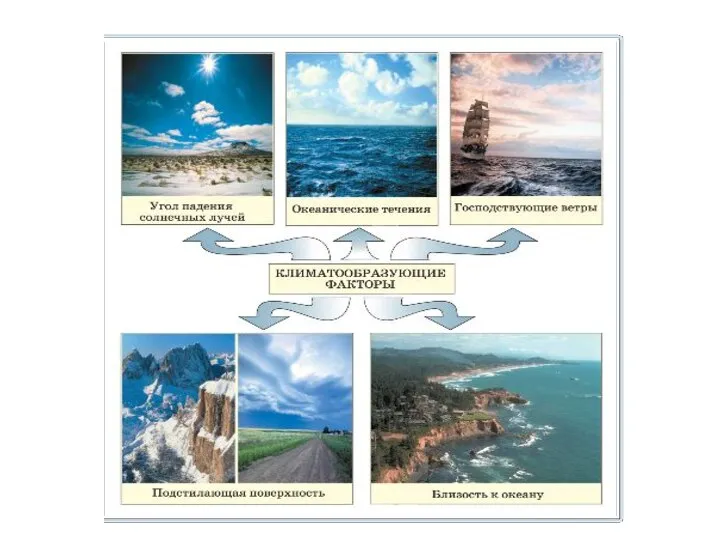 7-Б География 18.10
7-Б География 18.10 Зоя Космодемьянская в творчестве тамбовских поэтов
Зоя Космодемьянская в творчестве тамбовских поэтов Псалом 5
Псалом 5 Рейтинг web-студии
Рейтинг web-студии Чтобы быть хорошим преподавателем, нужно любить то, что преподаёшь, и любить тех, кому преподаёшь. В.О. Ключевский
Чтобы быть хорошим преподавателем, нужно любить то, что преподаёшь, и любить тех, кому преподаёшь. В.О. Ключевский Презентация на тему Опыт Иоффе
Презентация на тему Опыт Иоффе  Умножение дробей
Умножение дробей Информация для работника «Что делать, если зарплату платят в конверте»
Информация для работника «Что делать, если зарплату платят в конверте» Оценка мышления с помощью аналогий
Оценка мышления с помощью аналогий