- Технология механических соединений

Содержание
- 2. Классификация механических соединенений При изготовлении электронной аппаратуры наряду с электрическими широко используются механические соединения, которые разделяются
- 3. Разъемные соединения допускают полную разборку изделия на детали без разрушения их целостности. К ним относятся резьбовое,
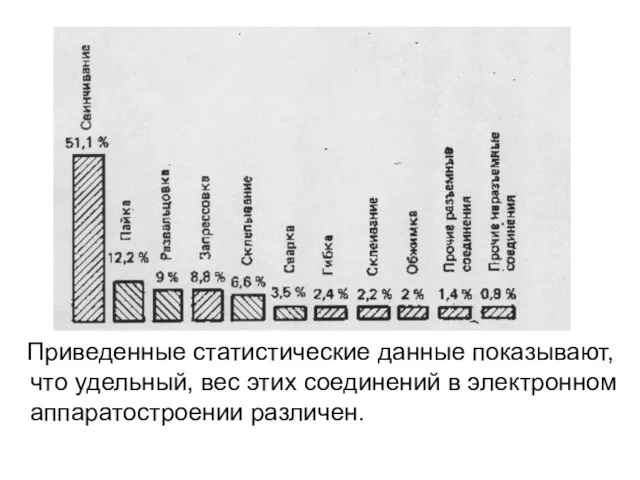
- 4. Приведенные статистические данные показывают, что удельный, вес этих соединений в электронном аппаратостроении различен.
- 5. Резьбовые соединения (свинчивание) в общем объеме занимают наибольший удельный вес, но характеризуются высокой стоимостью и трудоемкостью.
- 6. Пайка и сварка конструкционных деталей имеют те же физико-химические особенности, достоинства и недостатки, что и при
- 7. Технологический процесс склеивания отличается простой, низкой себестоимостью сборки, легко может быть переведен на поточное производство. В
- 8. Развальцовка сопровождается возникновением в соединениях значительных деформаций, которые искажают взаимное положение деталей. Это вызывает необходимость в
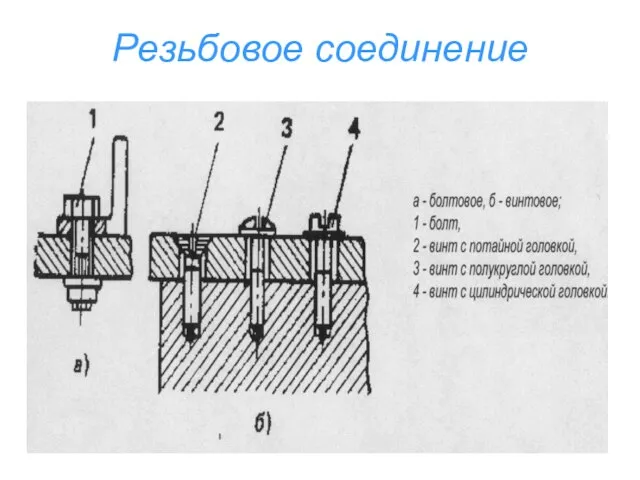
- 9. Разъемные механические соединения Основным видом разъемных соединений является резьбовое, с помощью которого крепятся панели, переключатели, тумблеры,
- 10. Резьбовое соединение
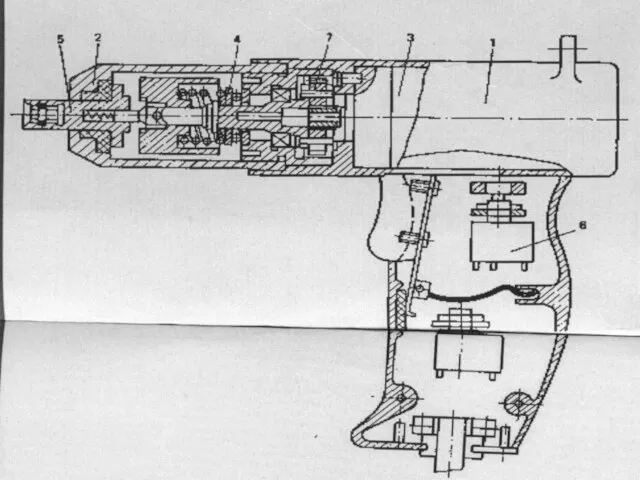
- 11. Резьбонавертывающий инструмент с электрическим приводом 1,2 – корпус 3 – электропривод 4 – муфта предельного момента
- 13. Важным условием обеспечения качества резьбовых соединений при работе с использованием механизированного и автоматизированного оснащения является установление
- 14. При завинчивании резьбы в упор момент затяжки определяется прочностью тела винта на кручение или прочностью шлица
- 15. а) при работе на растяжение Мзат =0,6σтКпКиd03 (0,03+Кμ), где σт - предел текучести материала; Кп -
- 16. б) при работе на кручение Мзат =0,0073 σтКиd03 в) при работе на срез Мзат=1,54(H/d0)σтКиd03 (0,03+Кμ), где
- 17. Для повышения надежности соединений и предохранения от самоотвинчивания применяют следующие методы: стопорение с помощью механических средств
- 18. Стопорение с применением механических средств (кроме кернения) используется в соединениях, выполняющих крепление элементов конструкций, подвергающихся замене
- 19. Стопорение с помощью анаэробных герметиков является универсальным способом, обеспечивающим надежность соединений при воздействии повышенной влажности, циклических
- 20. Технологические особенности склеивания. Особенности процесса склеивания Склеивание - это технологический процесс соединения изделий, осуществляемый с помощью
- 21. Адгезия - это явление возникновения сил молекулярного взаимодействия между полярными молекулами клея и молекулами соединяемых материалов.
- 22. Аутогезией называется явление прилипания поверхностей однородных материалов, например при соединении резин, термопластов. Когезия - это явление
- 23. Технологический процесс склеивания состоит из следующих операций: подготовки поверхности деталей, приготовления клея, склеивания контроля качества соединения.
- 24. Клеи Применяемые в промышленности конструкционные клеи по химической природе основных компонентов разделяют на: термореактивные, термопластичные, эластомеры,
- 25. Они являются сложными системами, в состав которых кроме полимера входят пластификаторы, наполнители, стабилизаторы, антипирены, тиксотропные и
- 26. Пластификаторы - это обычно труднолетучие вещества, которые обеспечивают длительную пластичность клеевым композициям, увеличивают гибкость молекул, что
- 27. Наполнитель выполняет несколько функций: уменьшает ТКР (диоксид титана, молотый кварц, тальк), повышает теплопроводность (нитрид титана, алюминиевая
- 28. Тиксотропные свойства, т. е. способность удерживаться на поверхности (в том числе на вертикальной), придает аэросил (коллоидная
- 29. В промышленности также широко распространены анаэробные клеи-герметики, клеи-расплавы, пленочные клеи. Анаэробными называются клеевые композиции, способные отверждаться
- 30. Пайка механических соединений Конструкционная пайка выполняется низко-, средне- и высокотемпературными припоями. Низко- и среднетемпературная пайка применяется
- 31. Технологической процесс конструкционной пайки аналогичен процессу выполнения монтажной, меняются только типы паяных соединений и повышаются требования
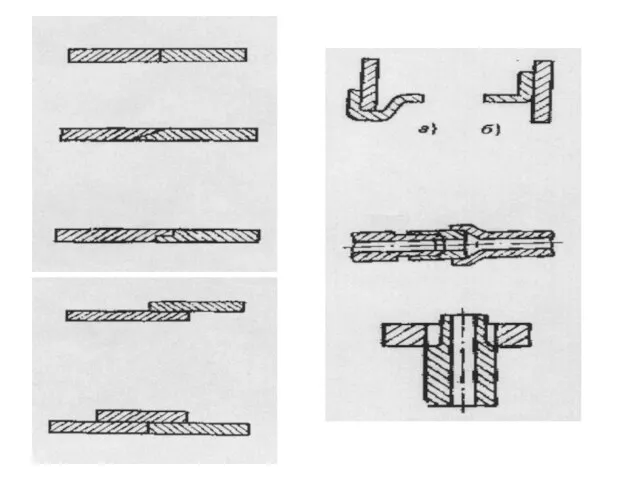
- 33. Наибольшей механической прочностью обладают соединения внахлестку и встык с накладкой, а повышенной точностью - ступенчатое. Для
- 34. Поступающие на сборку детали должны удовлетворять требованиям технологичности и иметь в закрытых объемах отверстия диаметром 0,5...
- 35. Пайка механических соединений. Индукционная пайка Индукционная пайка основана на разогреве паяемых деталей под действием электромагнитного излучения.
- 36. Технологической оснасткой для пайки токами ВЧ является индуктор, представляющей собой катушку, изготовленную из высокопроводящего трубчатого материала,
- 37. Индукционная пайка применяется для соединения элементов СВЧ (волноводных звеньев, магнетронов, ламп бегущей и отраженной волны) при
- 38. Пайка в печати Пайка в печи с контролируемой атмосферой обеспечивает равномерность нагрева, точность поддержания температуры и
- 39. Пайка в ваннах Пайка в ваннах с расплавленной солью применяется для сборки крупногабаритных изделий. Состав расплава
- 40. Конструкционная сварка. Свариваемость материалов Свариваемость - это свойство материала в однородной или разнородной системе под воздействием
- 41. С увеличением степени легирования (особенно углеродом) растет их чувствительность к нагреву, увеличивается опасность возникновения трещин в
- 42. Свариваемость алюминия и его сплавов определяется их высокими теплопроводностью, термическим расширением, сродством к кислороду, тугоплавкостью оксидной
- 43. Свариваемость разнородных металлов определяется их диаграммой состояния, разницей ТКР, упругостью паров, температурами плавления и другими характеристиками.
- 44. Технологичность сварных конструкций На качество сварных соединений оказывают влияние не только правильный выбор материалов, разработка оптимального
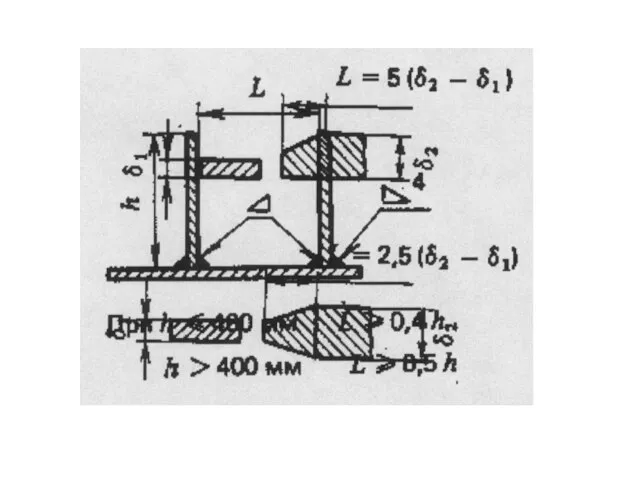
- 45. расположение деталей должно обеспечивать свободный доступ инструмента в зону соединения; швы в изделии рекомендуется располагать таким
- 46. расстояние между параллельными швами рекомендуется выдерживать не менее 10 мм для толщины до 2 мм, а
- 47. Неравномерный нагрев деталей при сварке приводит к различным дефектам, перечень основных из которых приведен в таблице.
- 49. Методы конструкционной сварки Основные методы получения металлоконструкций, каркасов, рам, стоек, оснований РЭА: контактная электродуговая, холодная, диффузионная
- 50. Вне зависимости от метода для уменьшения деформации изделий детали закрепляют в приспособлении и стремятся обеспечить минимальный
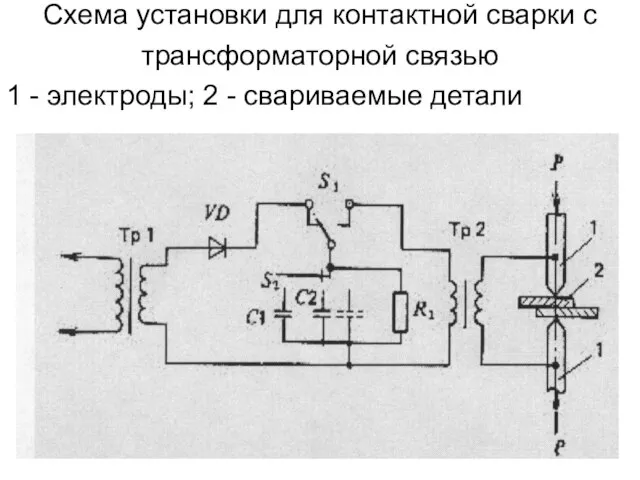
- 51. Схема установки для контактной сварки с трансформаторной связью 1 - электроды; 2 - свариваемые детали
- 52. На качество сварного соединения оказывают влияние энергия сварочного импульса, усилие сжатия электродов, сечение и состояние поверхности
- 53. Аргонодуговая сварка обеспечивает высокое качество при сварке деталей из нержавеющих сталей, алюминиевых и титановых сплавов. Основными
- 54. Холодная сварка осуществляется за счет пластической деформации соединяемых деталей под действием больших механических усилий. Удельное давление
- 55. Диффузионная сварка основана на соединении деталей в результате ползучести под действием приложенного давления в контролируемой атмосфере.
- 56. Газовая сварка применяется для сварных соединений из тонколистовой стали с целью предупреждения прожогов, для соединения деталей
- 57. Обеспечение точности при выполнении механических соединений Механическое соединение деталей в сборочные единицы сопровождается расчетами геометрической точности,
- 58. Звенья размерной цепи разделяют на замыкающее (одно на цепь) и составляющие, которые, в свою очередь, бывают
- 59. степень и направление влияния между указанными звеньями определяется передаточным отношением (коэффициентом влияния). Составляющие звенья называются увеличивающими,
- 60. Основное уравнение размерной цепи составляется по ее схеме и в общем случае имеет вид: А1 α1
- 61. В случае двух- и трехмерных цепей с линейными звеньями передаточные отношения равны косинусу угла между направлением
- 62. Достоинством метода максимума-минимума является простота выполнения расчетов, однако вследствие того, что сочетание крайних отклонений значений составляющих
- 64. Скачать презентацию
Слайд 2Классификация механических соединенений
При изготовлении электронной аппаратуры наряду с электрическими широко используются
Классификация механических соединенений
При изготовлении электронной аппаратуры наряду с электрическими широко используются
Слайд 3 Разъемные соединения допускают полную разборку изделия на детали без разрушения их
Разъемные соединения допускают полную разборку изделия на детали без разрушения их
Слайд 4
Приведенные статистические данные показывают, что удельный, вес этих соединений в электронном
Приведенные статистические данные показывают, что удельный, вес этих соединений в электронном
Слайд 5Резьбовые соединения (свинчивание) в общем объеме занимают наибольший удельный вес, но характеризуются
Резьбовые соединения (свинчивание) в общем объеме занимают наибольший удельный вес, но характеризуются
Слайд 6 Пайка и сварка конструкционных деталей имеют те же физико-химические особенности, достоинства
Пайка и сварка конструкционных деталей имеют те же физико-химические особенности, достоинства
Слайд 7 Технологический процесс склеивания отличается простой, низкой себестоимостью сборки, легко может быть
Технологический процесс склеивания отличается простой, низкой себестоимостью сборки, легко может быть
Слайд 8 Развальцовка сопровождается возникновением в соединениях значительных деформаций, которые искажают взаимное положение
Развальцовка сопровождается возникновением в соединениях значительных деформаций, которые искажают взаимное положение
Слайд 9Разъемные механические соединения
Основным видом разъемных соединений является резьбовое, с помощью которого
Разъемные механические соединения
Основным видом разъемных соединений является резьбовое, с помощью которого
Слайд 10Резьбовое соединение
Резьбовое соединение
Слайд 11Резьбонавертывающий инструмент с электрическим приводом
1,2 – корпус
3 – электропривод
4 – муфта
Резьбонавертывающий инструмент с электрическим приводом
1,2 – корпус
3 – электропривод
4 – муфта
Слайд 13 Важным условием обеспечения качества резьбовых соединений при работе с использованием механизированного
Важным условием обеспечения качества резьбовых соединений при работе с использованием механизированного
Слайд 14 При завинчивании резьбы в упор момент затяжки определяется прочностью тела винта
При завинчивании резьбы в упор момент затяжки определяется прочностью тела винта
Слайд 15а) при работе на растяжение
Мзат =0,6σтКпКиd03 (0,03+Кμ),
где
σт - предел текучести материала;
Кп
а) при работе на растяжение
Мзат =0,6σтКпКиd03 (0,03+Кμ),
где
σт - предел текучести материала;
Кп
Слайд 16б) при работе на кручение
Мзат =0,0073 σтКиd03
в) при работе на
б) при работе на кручение
Мзат =0,0073 σтКиd03
в) при работе на
Слайд 17 Для повышения надежности соединений и предохранения от самоотвинчивания применяют следующие методы:
стопорение
Для повышения надежности соединений и предохранения от самоотвинчивания применяют следующие методы:
стопорение
Слайд 18 Стопорение с применением механических средств (кроме кернения) используется в соединениях, выполняющих
Стопорение с применением механических средств (кроме кернения) используется в соединениях, выполняющих
Слайд 19 Стопорение с помощью анаэробных герметиков является универсальным способом, обеспечивающим надежность соединений
Стопорение с помощью анаэробных герметиков является универсальным способом, обеспечивающим надежность соединений
Слайд 20Технологические особенности склеивания.
Особенности процесса склеивания
Склеивание - это технологический процесс соединения
Технологические особенности склеивания.
Особенности процесса склеивания
Склеивание - это технологический процесс соединения
Слайд 21 Адгезия - это явление возникновения сил молекулярного взаимодействия между полярными молекулами
Адгезия - это явление возникновения сил молекулярного взаимодействия между полярными молекулами
Слайд 22 Аутогезией называется явление прилипания поверхностей однородных материалов, например при соединении резин,
Аутогезией называется явление прилипания поверхностей однородных материалов, например при соединении резин,
Слайд 23 Технологический процесс склеивания состоит из следующих операций:
подготовки поверхности деталей,
приготовления клея,
склеивания
контроля качества
Технологический процесс склеивания состоит из следующих операций:
подготовки поверхности деталей,
приготовления клея,
склеивания
контроля качества
Слайд 24Клеи
Применяемые в промышленности конструкционные клеи по химической природе основных компонентов разделяют
Клеи
Применяемые в промышленности конструкционные клеи по химической природе основных компонентов разделяют
Слайд 25 Они являются сложными системами, в состав которых кроме полимера входят пластификаторы,
Они являются сложными системами, в состав которых кроме полимера входят пластификаторы,
Слайд 26 Пластификаторы - это обычно труднолетучие вещества, которые обеспечивают длительную пластичность клеевым
Пластификаторы - это обычно труднолетучие вещества, которые обеспечивают длительную пластичность клеевым
Слайд 27 Наполнитель выполняет несколько функций: уменьшает ТКР (диоксид титана, молотый кварц, тальк),
Наполнитель выполняет несколько функций: уменьшает ТКР (диоксид титана, молотый кварц, тальк),
Слайд 28 Тиксотропные свойства, т. е. способность удерживаться на поверхности (в том числе
Тиксотропные свойства, т. е. способность удерживаться на поверхности (в том числе
Слайд 29 В промышленности также широко распространены анаэробные клеи-герметики, клеи-расплавы, пленочные клеи. Анаэробными
В промышленности также широко распространены анаэробные клеи-герметики, клеи-расплавы, пленочные клеи. Анаэробными
Слайд 30Пайка механических соединений
Конструкционная пайка выполняется низко-, средне- и высокотемпературными припоями.
Пайка механических соединений
Конструкционная пайка выполняется низко-, средне- и высокотемпературными припоями.
Слайд 31 Технологической процесс конструкционной пайки аналогичен процессу выполнения монтажной, меняются только типы
Технологической процесс конструкционной пайки аналогичен процессу выполнения монтажной, меняются только типы
Слайд 33 Наибольшей механической прочностью обладают соединения внахлестку и встык с накладкой, а
Наибольшей механической прочностью обладают соединения внахлестку и встык с накладкой, а
Слайд 34 Поступающие на сборку детали должны удовлетворять требованиям технологичности и иметь в
Поступающие на сборку детали должны удовлетворять требованиям технологичности и иметь в
Слайд 35Пайка механических соединений.
Индукционная пайка
Индукционная пайка основана на разогреве паяемых деталей
Пайка механических соединений.
Индукционная пайка
Индукционная пайка основана на разогреве паяемых деталей
Слайд 36 Технологической оснасткой для пайки токами ВЧ является индуктор, представляющей собой катушку,
Технологической оснасткой для пайки токами ВЧ является индуктор, представляющей собой катушку,
Слайд 37 Индукционная пайка применяется для соединения элементов СВЧ (волноводных звеньев, магнетронов, ламп
Индукционная пайка применяется для соединения элементов СВЧ (волноводных звеньев, магнетронов, ламп
Слайд 38Пайка в печати
Пайка в печи с контролируемой атмосферой обеспечивает равномерность нагрева,
Пайка в печати
Пайка в печи с контролируемой атмосферой обеспечивает равномерность нагрева,
Слайд 39Пайка в ваннах
Пайка в ваннах с расплавленной солью применяется для сборки
Пайка в ваннах
Пайка в ваннах с расплавленной солью применяется для сборки
Слайд 40Конструкционная сварка.
Свариваемость материалов
Свариваемость - это свойство материала в однородной или разнородной
Конструкционная сварка.
Свариваемость материалов
Свариваемость - это свойство материала в однородной или разнородной
Слайд 41 С увеличением степени легирования (особенно углеродом) растет их чувствительность к нагреву,
С увеличением степени легирования (особенно углеродом) растет их чувствительность к нагреву,
Слайд 42 Свариваемость алюминия и его сплавов определяется их высокими теплопроводностью, термическим расширением,
Свариваемость алюминия и его сплавов определяется их высокими теплопроводностью, термическим расширением,
Слайд 43 Свариваемость разнородных металлов определяется их диаграммой состояния, разницей ТКР, упругостью паров,
Свариваемость разнородных металлов определяется их диаграммой состояния, разницей ТКР, упругостью паров,
Слайд 44Технологичность сварных конструкций
На качество сварных соединений оказывают влияние не только правильный
Технологичность сварных конструкций
На качество сварных соединений оказывают влияние не только правильный
Слайд 45расположение деталей должно обеспечивать свободный доступ инструмента в зону соединения;
швы в
расположение деталей должно обеспечивать свободный доступ инструмента в зону соединения;
швы в
Слайд 46расстояние между параллельными швами рекомендуется выдерживать не менее 10 мм для толщины
расстояние между параллельными швами рекомендуется выдерживать не менее 10 мм для толщины
Слайд 47 Неравномерный нагрев деталей при сварке приводит к различным дефектам, перечень основных
Неравномерный нагрев деталей при сварке приводит к различным дефектам, перечень основных
Слайд 49Методы конструкционной сварки
Основные методы получения металлоконструкций, каркасов, рам, стоек, оснований
Методы конструкционной сварки
Основные методы получения металлоконструкций, каркасов, рам, стоек, оснований
Слайд 50 Вне зависимости от метода для уменьшения деформации изделий детали закрепляют в
Вне зависимости от метода для уменьшения деформации изделий детали закрепляют в
Слайд 51Схема установки для контактной сварки с трансформаторной связью
1 - электроды; 2
Схема установки для контактной сварки с трансформаторной связью
1 - электроды; 2
Слайд 52 На качество сварного соединения оказывают влияние энергия сварочного импульса, усилие сжатия
На качество сварного соединения оказывают влияние энергия сварочного импульса, усилие сжатия
Слайд 53 Аргонодуговая сварка обеспечивает высокое качество при сварке деталей из нержавеющих сталей,
Аргонодуговая сварка обеспечивает высокое качество при сварке деталей из нержавеющих сталей,
Слайд 54 Холодная сварка осуществляется за счет пластической деформации соединяемых деталей под действием
Холодная сварка осуществляется за счет пластической деформации соединяемых деталей под действием

Слайд 55 Диффузионная сварка основана на соединении деталей в результате ползучести под действием
Диффузионная сварка основана на соединении деталей в результате ползучести под действием
Слайд 56 Газовая сварка применяется для сварных соединений из тонколистовой стали с целью
Газовая сварка применяется для сварных соединений из тонколистовой стали с целью
Слайд 57Обеспечение точности при выполнении механических соединений
Механическое соединение деталей в сборочные
Обеспечение точности при выполнении механических соединений
Механическое соединение деталей в сборочные
Слайд 58 Звенья размерной цепи разделяют на замыкающее (одно на цепь) и составляющие,
Звенья размерной цепи разделяют на замыкающее (одно на цепь) и составляющие,
Слайд 59
степень и направление влияния между указанными звеньями определяется передаточным отношением
степень и направление влияния между указанными звеньями определяется передаточным отношением
Слайд 60 Основное уравнение размерной цепи составляется по ее схеме и в общем
Основное уравнение размерной цепи составляется по ее схеме и в общем
Слайд 61 В случае двух- и трехмерных цепей с линейными звеньями передаточные отношения
В случае двух- и трехмерных цепей с линейными звеньями передаточные отношения
Слайд 62 Достоинством метода максимума-минимума является простота выполнения расчетов, однако вследствие того, что
Достоинством метода максимума-минимума является простота выполнения расчетов, однако вследствие того, что
 Корона - горшок для орхидей
Корона - горшок для орхидей Партнёры Архангельской межрегиональной организации профсоюза работников народного образования и науки РФ
Партнёры Архангельской межрегиональной организации профсоюза работников народного образования и науки РФ Учет движения наличных денежных средств с использованием 1С: Бухгалтерия
Учет движения наличных денежных средств с использованием 1С: Бухгалтерия Традиционные общества в XIX – начале XX века
Традиционные общества в XIX – начале XX века Результаты 1 полугодия МБОУ СОШ №1
Результаты 1 полугодия МБОУ СОШ №1 7кл_18-сабак_Тізбек_Презентация
7кл_18-сабак_Тізбек_Презентация Что было - что есть
Что было - что есть Партнерская программа
Партнерская программа Эдельвейс
Эдельвейс Магнитная составляющая электромагнитных волн
Магнитная составляющая электромагнитных волн Своя игра«Знаешь ли ты Ярославль?»
Своя игра«Знаешь ли ты Ярославль?» Презентация1
Презентация1 Формирование образного и логического мышления в процессе обучения литературе.
Формирование образного и логического мышления в процессе обучения литературе. Лекция 7. Духовно-нравственное воспитание и общие основы православной педагогики
Лекция 7. Духовно-нравственное воспитание и общие основы православной педагогики Отечественная война 1812 года
Отечественная война 1812 года Монферран Анри Луи Огюст Рикар
Монферран Анри Луи Огюст Рикар Открытая экоотчетность : требование времени
Открытая экоотчетность : требование времени Аварийно-спасательные работы
Аварийно-спасательные работы  Образование как целостный педагогический процесс
Образование как целостный педагогический процесс Презентация на тему Безопасный путь в школу
Презентация на тему Безопасный путь в школу ОРВИ на современном этапе
ОРВИ на современном этапе СКОРО СКАЗКА СКАЗЫВАЕТСЯ…
СКОРО СКАЗКА СКАЗЫВАЕТСЯ… АЛЕКСАНДР СУВОРОВ- «ГЕНЕРАЛ ВПЕРЁД»
АЛЕКСАНДР СУВОРОВ- «ГЕНЕРАЛ ВПЕРЁД» Транспорт России
Транспорт России Анализ нормативно – правовых актов: Азербайджан
Анализ нормативно – правовых актов: Азербайджан Улучшение технологического процесса изготовления шлангов ПЭ-32 SDR 18
Улучшение технологического процесса изготовления шлангов ПЭ-32 SDR 18 Общие должностные и специальные обязанности военнослужащих
Общие должностные и специальные обязанности военнослужащих Сказки, мифы, легенды, былины
Сказки, мифы, легенды, былины