- Усовершенствование технологического процесса обработки резанием детали “цапфа”

Содержание
- 2. Описание служебного назначения детали Деталь цапфа относится к классу валов и предназначена для передачи крутящего момента
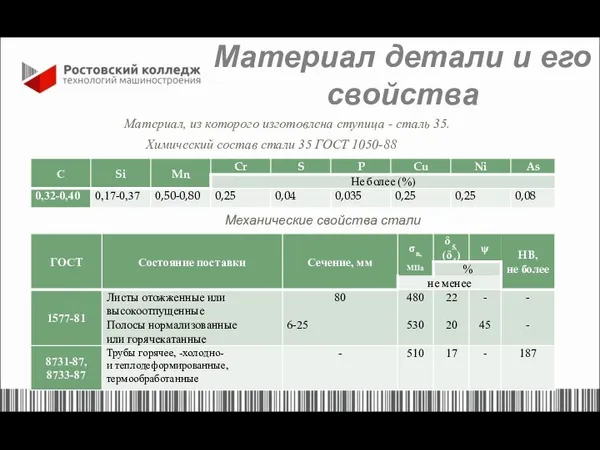
- 3. Материал детали и его свойства Материал, из которого изготовлена ступица - сталь 35. Химический состав стали
- 4. Рекомендации по улучшению технологичности конструкции детали Исходя, из указанных параметров можно сделать вывод, деталь достаточно технологична.
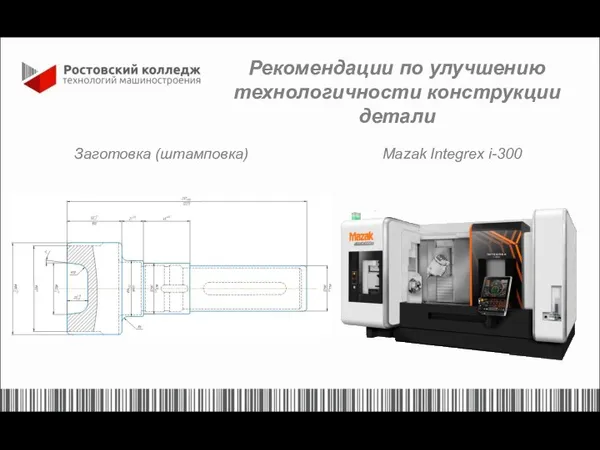
- 5. Рекомендации по улучшению технологичности конструкции детали Mazak Integrex i-300 Заготовка (штамповка)
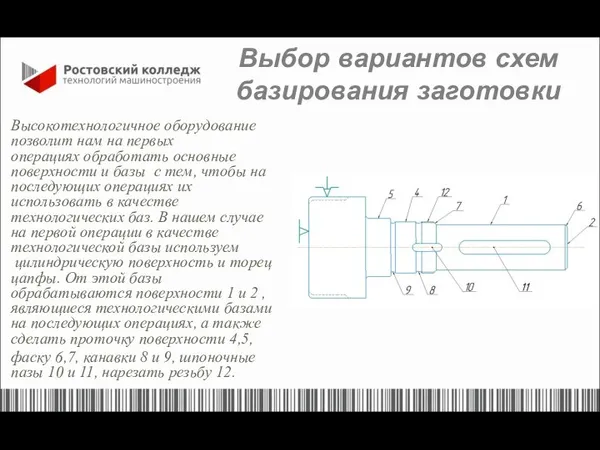
- 6. Выбор вариантов схем базирования заготовки Высокотехнологичное оборудование позволит нам на первых операциях обработать основные поверхности и
- 7. Определение содержания технологических операций Маршрут обработки детали «Цапфа» выбираем с учетом передовых технологий механической обработки детали
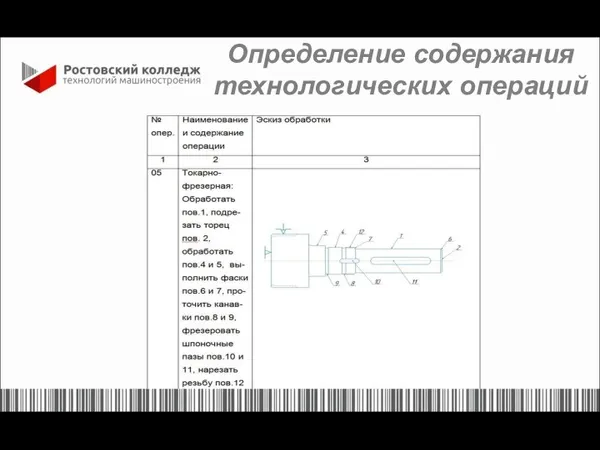
- 8. Определение содержания технологических операций
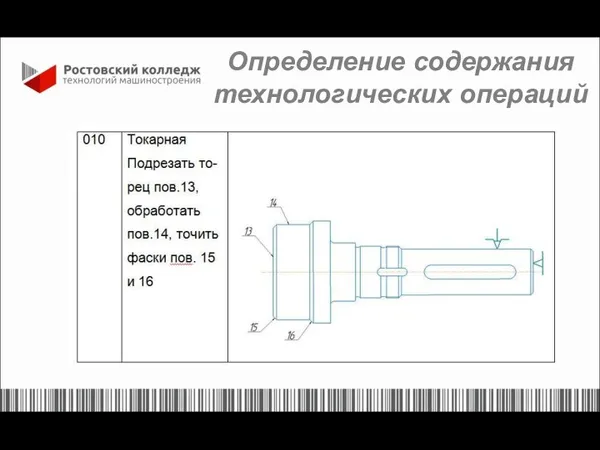
- 9. Определение содержания технологических операций
- 10. Выбор станочного приспособления Приспособление проектируется с целью оснащения технологических операций при обработке детали на обрабатывающем центре
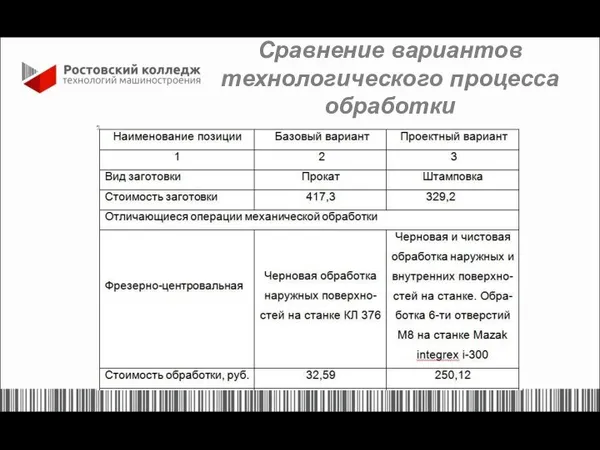
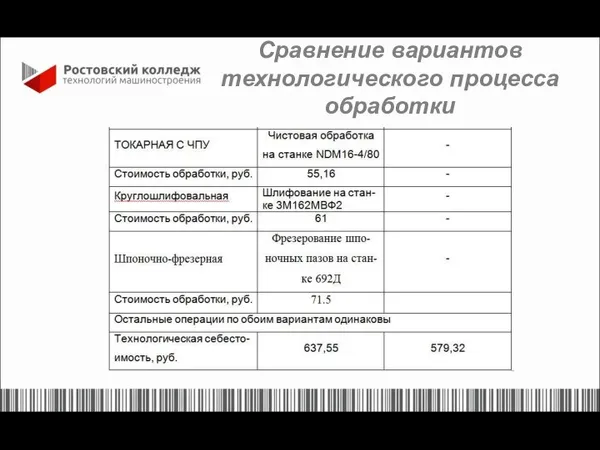
- 11. Сравнение вариантов технологического процесса обработки
- 12. Сравнение вариантов технологического процесса обработки
- 13. Сравнение вариантов технологического процесса обработки Из сравнения базового и проектируемого технологических процессов видно, что проектируемый технологический
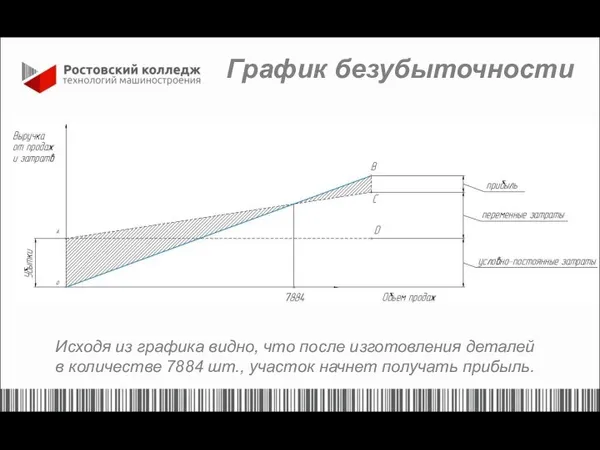
- 14. График безубыточности Исходя из графика видно, что после изготовления деталей в количестве 7884 шт., участок начнет
- 16. Скачать презентацию

Слайд 3Материал детали и его свойства
Материал, из которого изготовлена ступица - сталь
Материал детали и его свойства
Материал, из которого изготовлена ступица - сталь
Слайд 4Рекомендации по улучшению технологичности конструкции детали
Исходя, из указанных параметров можно сделать вывод,
Рекомендации по улучшению технологичности конструкции детали
Исходя, из указанных параметров можно сделать вывод,
Слайд 5Рекомендации по улучшению технологичности конструкции детали
Mazak Integrex i-300
Заготовка (штамповка)
Рекомендации по улучшению технологичности конструкции детали
Mazak Integrex i-300
Заготовка (штамповка)
Слайд 6Выбор вариантов схем базирования заготовки
Высокотехнологичное оборудование позволит нам на первых
операциях обработать
Выбор вариантов схем базирования заготовки
Высокотехнологичное оборудование позволит нам на первых операциях обработать
Слайд 7Определение содержания технологических операций
Маршрут обработки детали «Цапфа» выбираем с учетом передовых технологий
Определение содержания технологических операций
Маршрут обработки детали «Цапфа» выбираем с учетом передовых технологий
Слайд 8Определение содержания технологических операций
Определение содержания технологических операций
Слайд 9Определение содержания технологических операций
Определение содержания технологических операций
Слайд 10Выбор станочного
приспособления
Приспособление проектируется с целью оснащения технологических операций при обработке детали
Выбор станочного
приспособления
Приспособление проектируется с целью оснащения технологических операций при обработке детали

Слайд 11Сравнение вариантов технологического процесса обработки
Сравнение вариантов технологического процесса обработки
Слайд 12Сравнение вариантов технологического процесса обработки
Сравнение вариантов технологического процесса обработки
Слайд 13Сравнение вариантов технологического процесса обработки
Из сравнения базового и проектируемого технологических процессов видно,
Сравнение вариантов технологического процесса обработки
Из сравнения базового и проектируемого технологических процессов видно,
Слайд 14График безубыточности
Исходя из графика видно, что после изготовления деталей
в количестве 7884
График безубыточности
Исходя из графика видно, что после изготовления деталей
в количестве 7884
 Numbers
Numbers Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений
Использование рифмы, пословиц и ярких образов для запоминания новых слов и их значений Дети блокадного Ленинграда
Дети блокадного Ленинграда Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass
Prezentatsia_po_obschestvoznaniyu_na_temu_Gosudarstvo__11_klass Презентация на тему Осенние и зимние явления в жизни растений
Презентация на тему Осенние и зимние явления в жизни растений  Puzanova Natalia AlexandrovnaCognitive approach to synonymy.
Puzanova Natalia AlexandrovnaCognitive approach to synonymy. Гимнастика. История возникновения и развития спортивной гимнастики
Гимнастика. История возникновения и развития спортивной гимнастики Принятие к учету по КФО 2
Принятие к учету по КФО 2 VIII общешкольная конференция «Учись учиться»
VIII общешкольная конференция «Учись учиться» Paint Tool SAI
Paint Tool SAI Классификация таймфреймов
Классификация таймфреймов Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба
Инвестирование и размещение средств НПФ в инвестиционные проекты районного масштаба 5_Obrazovanie_i_nauka_19_veka (1)
5_Obrazovanie_i_nauka_19_veka (1) Презентация на тему Пьер Огюстен Карон де Бомарше
Презентация на тему Пьер Огюстен Карон де Бомарше Транснационализация мировой экономики
Транснационализация мировой экономики Виды письменных источников
Виды письменных источников Воспитательная программа
Воспитательная программа Что мы знаем о мёде
Что мы знаем о мёде Население России
Население России Природный и попутные нефтяные газы
Природный и попутные нефтяные газы 9
9 Zielony zakątek
Zielony zakątek Рождение Иисуса и его версии
Рождение Иисуса и его версии Николай Егорович Жуковский
Николай Егорович Жуковский Тыва сактаан далганны кылырынын чуруму
Тыва сактаан далганны кылырынын чуруму Logo Project Status and Notification
Logo Project Status and Notification Виды квалификации преступлений
Виды квалификации преступлений Presentation Title Your company information
Presentation Title Your company information