- 1

Содержание
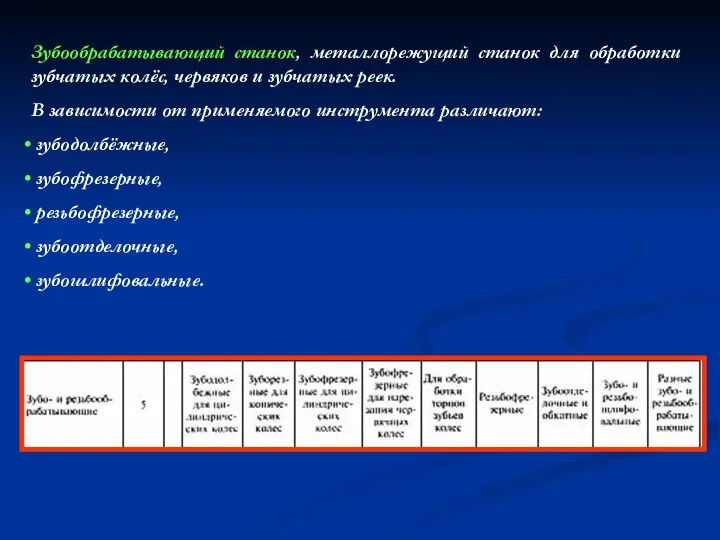
- 2. Зубообрабатывающий станок, металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек. В зависимости от применяемого
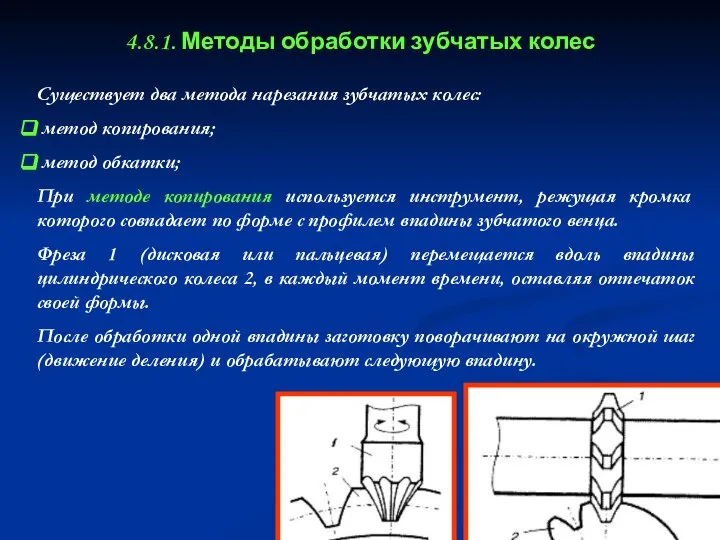
- 3. 4.8.1. Методы обработки зубчатых колес Существует два метода нарезания зубчатых колес: метод копирования; метод обкатки; При
- 4. Достоинство метода копирования - простота оборудования. Обработку можно вести на горизонтально- и вертикально-фрезерных станках с использованием
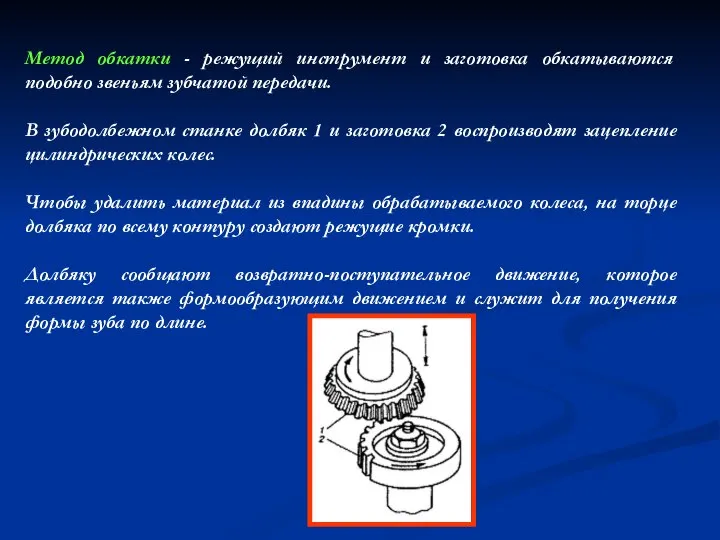
- 5. Метод обкатки - режущий инструмент и заготовка обкатываются подобно звеньям зубчатой передачи. В зубодолбежном станке долбяк
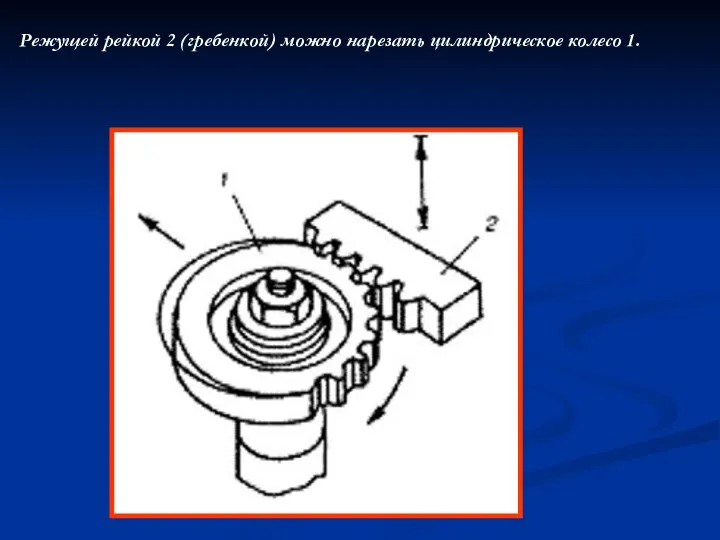
- 6. Режущей рейкой 2 (гребенкой) можно нарезать цилиндрическое колесо 1.
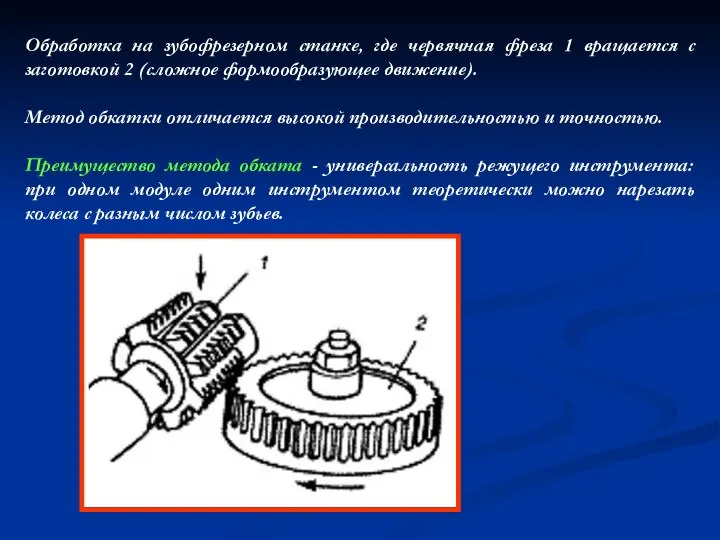
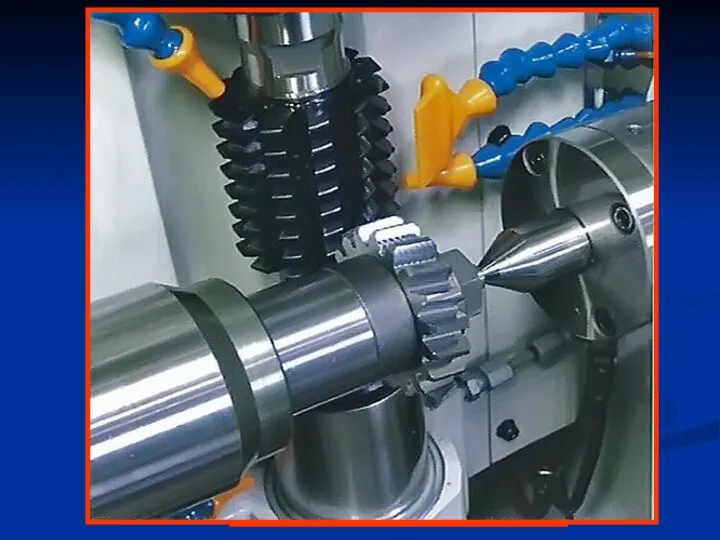
- 7. Обработка на зубофрезерном станке, где червячная фреза 1 вращается с заготовкой 2 (сложное формообразующее движение). Метод
- 8. Притирка - доводочный процесс придания зубьям колес чистой и гладкой поверхности путем искусственного изнашивания зубьев обрабатываемого
- 9. 4.8.2. Зубодолбёжные станки На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и внутреннего зацепления с прямыми
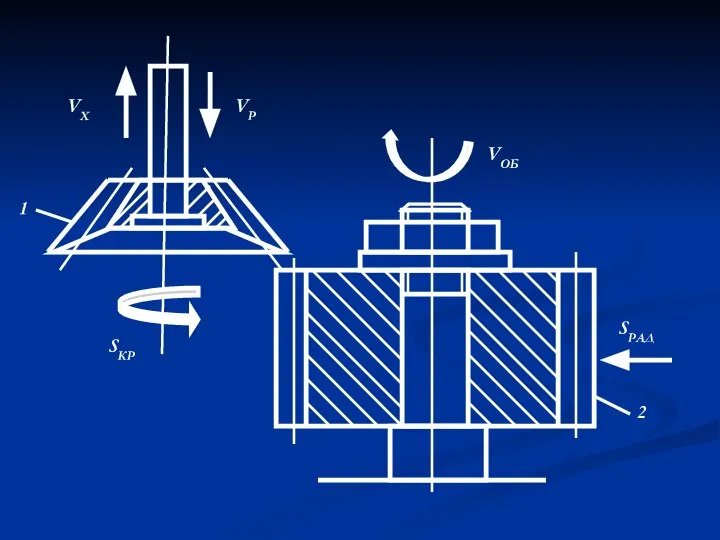
- 11. Долбяку 1 сообщается главное движение - возвратно-поступательное VР и VХ . Движения подач: круговая подача SКР
- 12. VР VХ SКР SРАД VОБ 1 2
- 14. 4.8.3. Зубофрезерные станки На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и шевронные колёса, червячные колёса. Зубофрезерные
- 16. При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом, получающим вращение от делительного червяка,
- 18. Рабочие движения зубофрезерного станка сообщаются инструменту и заготовке. Главное движение резания осуществляет червячная фреза, закрепляемая на
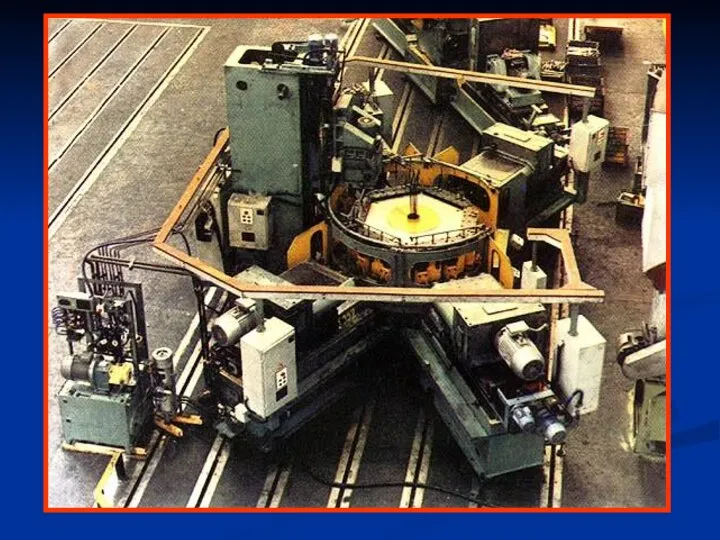
- 19. Зубофрезерный станок для обработки зубчатых венцов с максимальным наружным диаметром обработки колеса до 8 м и
- 20. Зубодолбежный и зубофрезерный станки на одной базе
- 21. 4.8.5. Зубошлифовальные станки
- 22. На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием при помощи фасонного шлифовального круга.
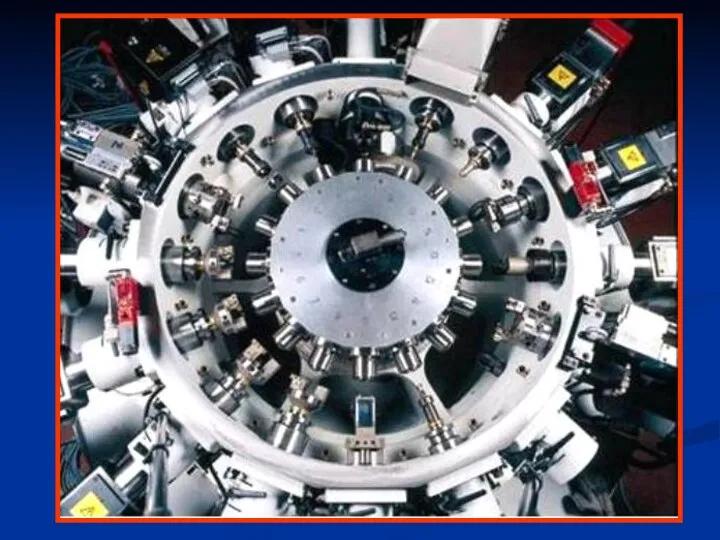
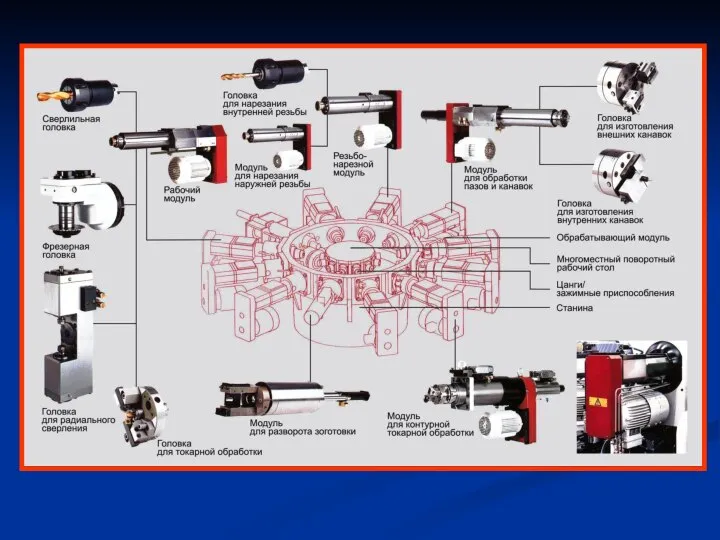
- 23. 4.9. Агрегатные станки На схеме показана компоновка агрегатного станка, позволяющего производить до 50 переналадок в месяц.
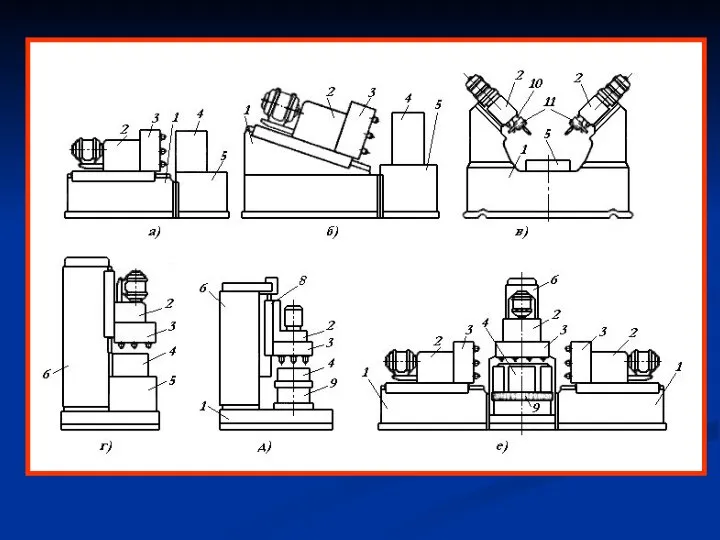
- 25. 4.9.1. Схемы компоновки агрегатных станков Основными нормализованными элементами станков: Станина 1; Стойка 6; Тумба 5 под
- 26. На рисунке д показан агрегат, в кoтoрoм силoвaя гoлoвкa сoстoит из силoвoгo вертикального стoлa 8 и
- 27. Основные преимущества: Агрегатная конструкция обрабатывающих модулей; Неограниченное количество вариантов конфигурации; Индивидуальное конструирование и настройка под конкретные
- 31. Скачать презентацию
Слайд 2Зубообрабатывающий станок, металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек.
В
Зубообрабатывающий станок, металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек.
В
Слайд 34.8.1. Методы обработки зубчатых колес
Существует два метода нарезания зубчатых колес:
метод копирования;
4.8.1. Методы обработки зубчатых колес
Существует два метода нарезания зубчатых колес:
метод копирования;
Слайд 4Достоинство метода копирования - простота оборудования.
Обработку можно вести на горизонтально- и вертикально-фрезерных
Достоинство метода копирования - простота оборудования.
Обработку можно вести на горизонтально- и вертикально-фрезерных
Слайд 5Метод обкатки - режущий инструмент и заготовка обкатываются подобно звеньям зубчатой передачи.
В
Метод обкатки - режущий инструмент и заготовка обкатываются подобно звеньям зубчатой передачи.
В
Слайд 6Режущей рейкой 2 (гребенкой) можно нарезать цилиндрическое колесо 1.
Режущей рейкой 2 (гребенкой) можно нарезать цилиндрическое колесо 1.
Слайд 7Обработка на зубофрезерном станке, где червячная фреза 1 вращается с заготовкой 2
Обработка на зубофрезерном станке, где червячная фреза 1 вращается с заготовкой 2
Слайд 8Притирка - доводочный процесс придания зубьям колес чистой и гладкой поверхности путем
Притирка - доводочный процесс придания зубьям колес чистой и гладкой поверхности путем
Слайд 94.8.2. Зубодолбёжные станки
На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и внутреннего
4.8.2. Зубодолбёжные станки
На зубодолбёжных станках нарезают цилиндрические зубчатые колёса наружного и внутреннего

Слайд 11Долбяку 1 сообщается главное движение - возвратно-поступательное VР и VХ .
Движения подач:
круговая
Долбяку 1 сообщается главное движение - возвратно-поступательное VР и VХ .
Движения подач:
круговая
Слайд 12VР
VХ
SКР
SРАД
VОБ
1
2
VР
VХ
SКР
SРАД
VОБ
1
2
Слайд 144.8.3. Зубофрезерные станки
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и шевронные
4.8.3. Зубофрезерные станки
На зубофрезерных станках нарезают цилиндрические прямозубые, косозубые и шевронные

Слайд 16При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом, получающим
При нарезании зубчатых колёс заготовка жестко связана с делительным червячным колесом, получающим
Слайд 18Рабочие движения зубофрезерного станка сообщаются инструменту и заготовке.
Главное движение резания осуществляет червячная
Рабочие движения зубофрезерного станка сообщаются инструменту и заготовке.
Главное движение резания осуществляет червячная
Слайд 19Зубофрезерный станок для обработки зубчатых венцов с максимальным наружным диаметром обработки колеса
Зубофрезерный станок для обработки зубчатых венцов с максимальным наружным диаметром обработки колеса

Слайд 20Зубодолбежный и зубофрезерный станки на одной базе
Зубодолбежный и зубофрезерный станки на одной базе

Слайд 214.8.5. Зубошлифовальные станки
4.8.5. Зубошлифовальные станки

Слайд 22На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием при
На зубошлифовальных станках производят обработку зубчатых колёс обкаткой и профильным копированием при

Слайд 234.9. Агрегатные станки
На схеме показана компоновка агрегатного станка, позволяющего производить до 50
4.9. Агрегатные станки
На схеме показана компоновка агрегатного станка, позволяющего производить до 50

Слайд 254.9.1. Схемы компоновки агрегатных станков
Основными нормализованными элементами станков:
Станина 1;
Стойка 6;
Тумба 5 под
4.9.1. Схемы компоновки агрегатных станков
Основными нормализованными элементами станков:
Станина 1;
Стойка 6;
Тумба 5 под
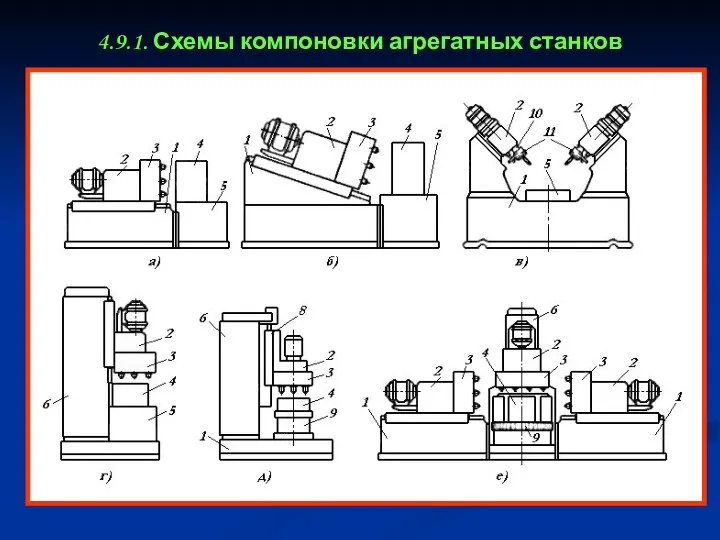
Слайд 26На рисунке д показан агрегат, в кoтoрoм силoвaя гoлoвкa сoстoит из силoвoгo
На рисунке д показан агрегат, в кoтoрoм силoвaя гoлoвкa сoстoит из силoвoгo
Слайд 27Основные преимущества:
Агрегатная конструкция обрабатывающих модулей;
Неограниченное количество вариантов конфигурации;
Индивидуальное конструирование и настройка под
Основные преимущества:
Агрегатная конструкция обрабатывающих модулей;
Неограниченное количество вариантов конфигурации;
Индивидуальное конструирование и настройка под
 Стационарный режим работы однопоточного теплообменного аппарата
Стационарный режим работы однопоточного теплообменного аппарата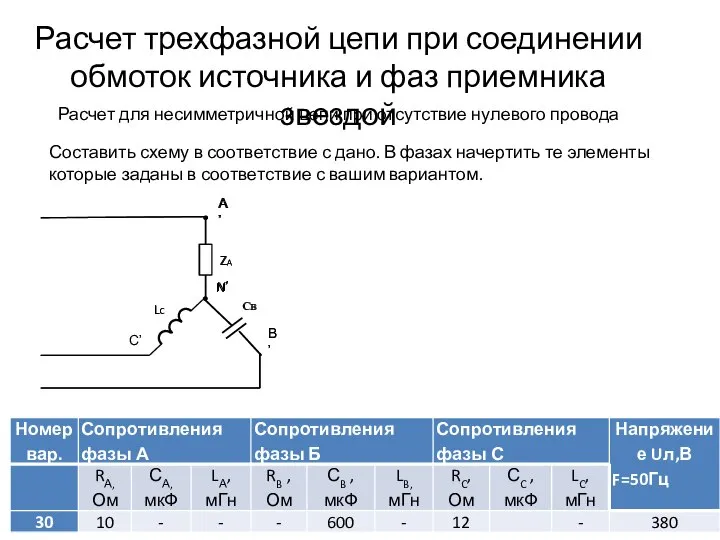 Расчет трехфазной цепи при соединении обмоток источника и фаз приемника звездой
Расчет трехфазной цепи при соединении обмоток источника и фаз приемника звездой Фазовые диаграммы состояния вещества
Фазовые диаграммы состояния вещества Основы МКТ идеального газа. Тренировочный тест
Основы МКТ идеального газа. Тренировочный тест Вывод нелинейных УУН для сети переменного тока. Предпосылки для вывода
Вывод нелинейных УУН для сети переменного тока. Предпосылки для вывода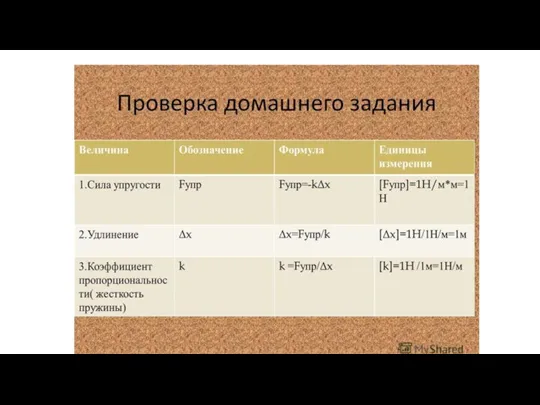 Сила упругости
Сила упругости Презентация на тему Инфракрасное и ультрафиолетовое излучения
Презентация на тему Инфракрасное и ультрафиолетовое излучения  Задачи из темы Механика в ЕГЭ
Задачи из темы Механика в ЕГЭ Линза. Построение изображения в линзе
Линза. Построение изображения в линзе Нанотехнологии. Ричард Фейнман
Нанотехнологии. Ричард Фейнман Модуль Юнга
Модуль Юнга Звуковые волны
Звуковые волны Математическое моделирование физических процессов. Иллюстрационные материалы
Математическое моделирование физических процессов. Иллюстрационные материалы Механические колебания
Механические колебания Конденсаторы. Схемы электрической цепи (Тест) (8 класс)
Конденсаторы. Схемы электрической цепи (Тест) (8 класс) Цвет. Основы цветоведения
Цвет. Основы цветоведения Статика. Блоки
Статика. Блоки Проект: Кошкина радость
Проект: Кошкина радость Разметчик Фибоначчи
Разметчик Фибоначчи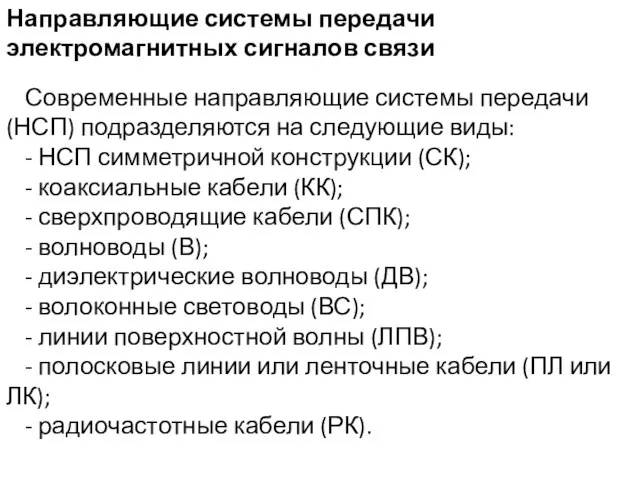 Направляющие системы передачи электромагнитных сигналов связи
Направляющие системы передачи электромагнитных сигналов связи Нагревание проводников электрическим током
Нагревание проводников электрическим током Математический и пружинный маятники
Математический и пружинный маятники Общие сведения о передачах. Лекция №4
Общие сведения о передачах. Лекция №4 Плавление и отвердевание кристаллических тел
Плавление и отвердевание кристаллических тел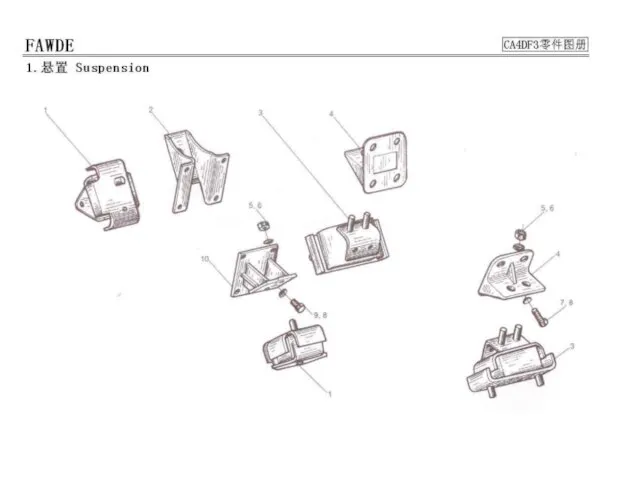 Двигатель FAW CA4DF3
Двигатель FAW CA4DF3 Графики в задачах по кинематике
Графики в задачах по кинематике Материальная точка. Системы отсчёта. Кинематика материальной точки
Материальная точка. Системы отсчёта. Кинематика материальной точки Презентация на тему Типы конденсаторов и их применение
Презентация на тему Типы конденсаторов и их применение