- Качество деталей машин. Качество материалов

Содержание
- 2. Литейные свойства – жидкотекучесть, усадка, склонность к ликвациям. Пластические свойства – деформируемость или технологическая пластичность. Технологическая
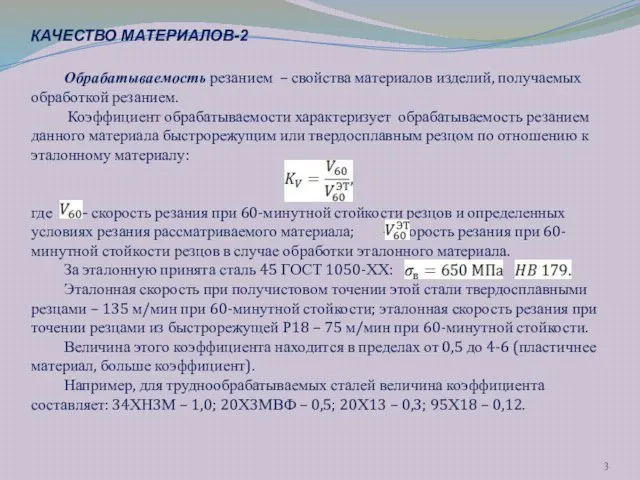
- 3. Обрабатываемость резанием – свойства материалов изделий, получаемых обработкой резанием. Коэффициент обрабатываемости характеризует обрабатываемость резанием данного материала
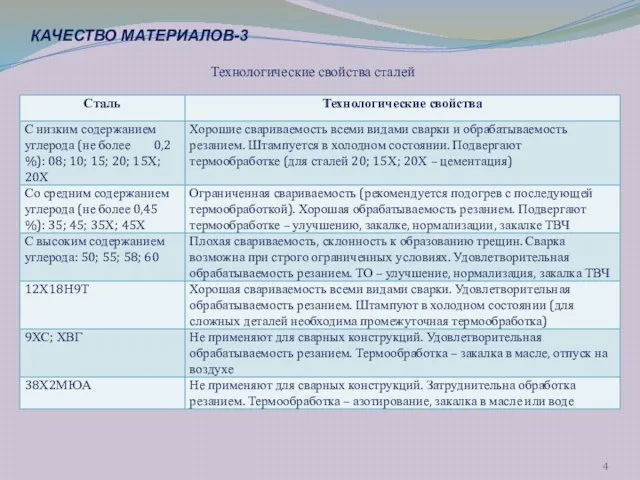
- 4. Технологические свойства сталей КАЧЕСТВО МАТЕРИАЛОВ-3
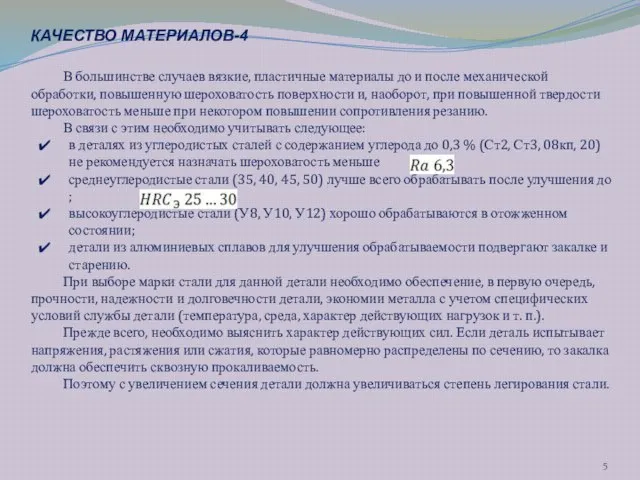
- 5. В большинстве случаев вязкие, пластичные материалы до и после механической обработки, повышенную шероховатость поверхности и, наоборот,
- 6. Если деталь испытывает изгибающие или крутящие нагрузки, то прокаливаемость не имеет столь важного значения. В этом
- 7. Наиболее дефицитными элементами, применяемыми для легирования конструкционных сталей, являются никель и молибден. Эти элементы увеличивают прокаливаемость
- 9. Скачать презентацию
Слайд 2Литейные свойства – жидкотекучесть, усадка, склонность к ликвациям.
Пластические свойства – деформируемость или
Литейные свойства – жидкотекучесть, усадка, склонность к ликвациям.
Пластические свойства – деформируемость или
Слайд 3Обрабатываемость резанием – свойства материалов изделий, получаемых обработкой резанием.
Коэффициент обрабатываемости характеризует
Обрабатываемость резанием – свойства материалов изделий, получаемых обработкой резанием.
Коэффициент обрабатываемости характеризует
Слайд 4Технологические свойства сталей
КАЧЕСТВО МАТЕРИАЛОВ-3
Технологические свойства сталей
КАЧЕСТВО МАТЕРИАЛОВ-3
Слайд 5В большинстве случаев вязкие, пластичные материалы до и после механической обработки, повышенную
В большинстве случаев вязкие, пластичные материалы до и после механической обработки, повышенную
Слайд 6Если деталь испытывает изгибающие или крутящие нагрузки, то прокаливаемость не имеет столь
Если деталь испытывает изгибающие или крутящие нагрузки, то прокаливаемость не имеет столь
Слайд 7Наиболее дефицитными элементами, применяемыми для легирования конструкционных сталей, являются никель и молибден.
Наиболее дефицитными элементами, применяемыми для легирования конструкционных сталей, являются никель и молибден.
 Презентация на тему Атмосферное давление: практикум
Презентация на тему Атмосферное давление: практикум  Показатели регулирования САУ
Показатели регулирования САУ Молярная масса вещества
Молярная масса вещества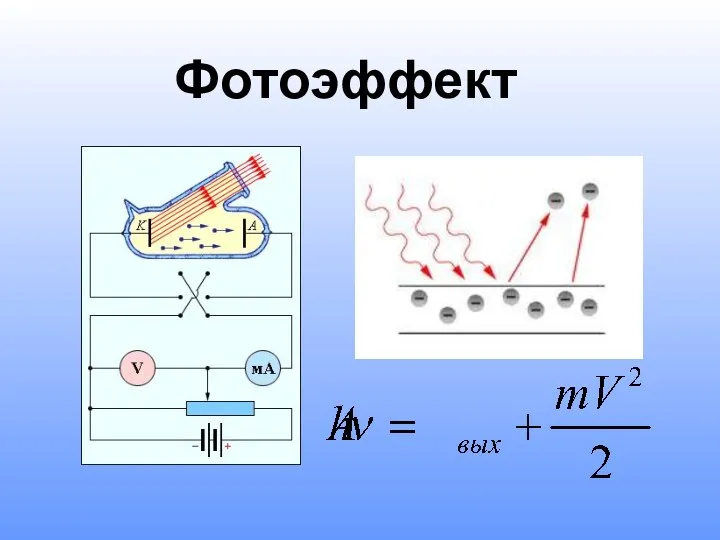 Фотоэффект
Фотоэффект Сравнение сил. 7класс
Сравнение сил. 7класс Расчет пусковых резисторов для электродвигателей постоянного тока
Расчет пусковых резисторов для электродвигателей постоянного тока Шуми оптико-електронних систем. Лекція 5
Шуми оптико-електронних систем. Лекція 5 ЭДС индукции в движущихся проводниках
ЭДС индукции в движущихся проводниках Масса. Задачник
Масса. Задачник Вибрации и колебания
Вибрации и колебания Динамика. Законы Ньютона: область применимости
Динамика. Законы Ньютона: область применимости Устройство нанопинцет
Устройство нанопинцет Физические величины и их измерение. Домашнее задание
Физические величины и их измерение. Домашнее задание Явления электромагнитной индукции
Явления электромагнитной индукции Действие магнитного поля на прямолинейный проводник с током. Закон Ампера
Действие магнитного поля на прямолинейный проводник с током. Закон Ампера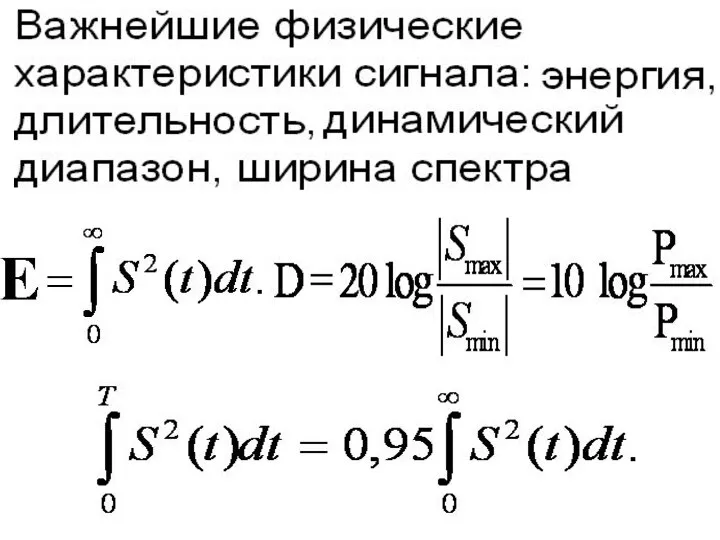 Физические характеристики сигнала
Физические характеристики сигнала Оптика и квантовая физика. Лекция 7
Оптика и квантовая физика. Лекция 7 Энергия нужна всем!
Энергия нужна всем! Основы технической механики
Основы технической механики Презентация на тему Движение тела, брошенного вертикально вверх
Презентация на тему Движение тела, брошенного вертикально вверх  Гидродинамика
Гидродинамика Сила тока, напряжение, электрический ток
Сила тока, напряжение, электрический ток Что изучает физика
Что изучает физика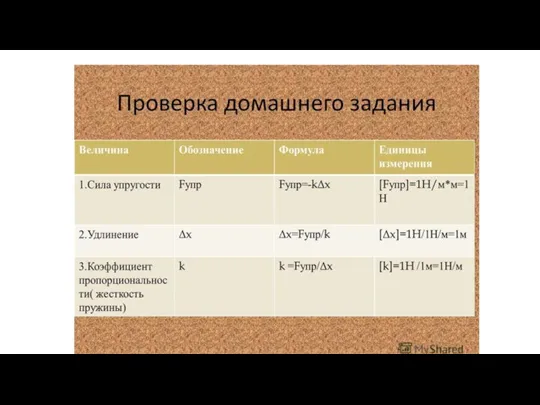 Сила упругости
Сила упругости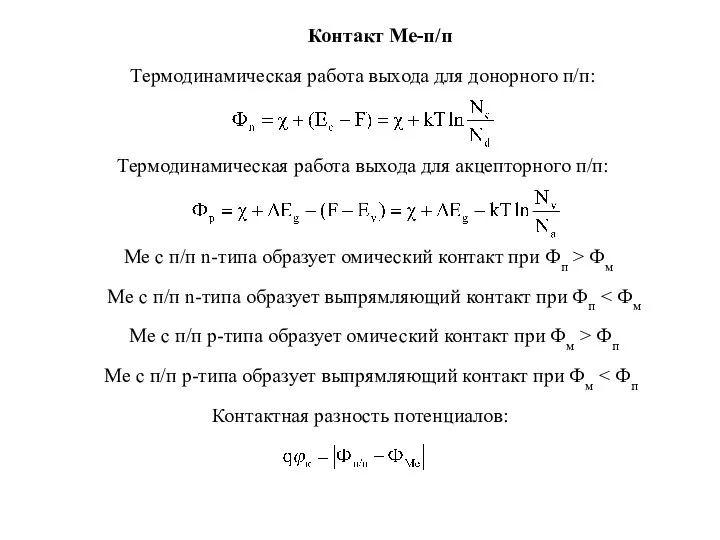 Me-полупроводник
Me-полупроводник Закон Джоуля-Ленца
Закон Джоуля-Ленца Политропные процессы. Лабораторная работа
Политропные процессы. Лабораторная работа Механизм натяжения сетки. Часть 1
Механизм натяжения сетки. Часть 1