Проектирование прогрессивного технологического процесса изготовления детали Колесо зубчатое из партии 5 000 штук
- Проектирование прогрессивного технологического процесса изготовления детали Колесо зубчатое из партии 5 000 штук

Содержание
- 2. . Цели и задачи Целью дипломной работы является- разработка технологического процесса изготовления детали «Колесо зубчатое». Задачами
- 3. Деталь «Колесо зубчатое» применяется в коробке подач универсального токарно-винторезного станка модели 250ИТПМ. Программа выпуска N=5000 в
- 4. Сравнение видов получения заготовок по Ким и Зпр. Вывод: так как коэффициент использования материала у штамповки
- 5. Загрузка оборудования В производстве количество оборудования определяется по формуле: Ср= Где Ср- расчетное количество станков данного
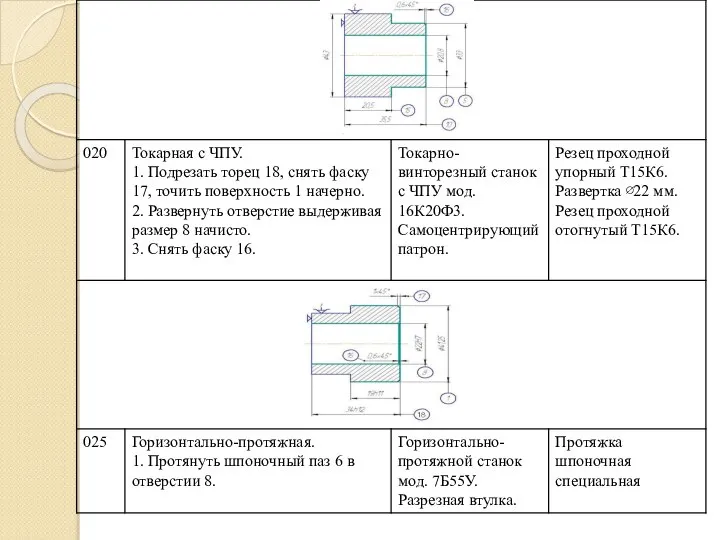
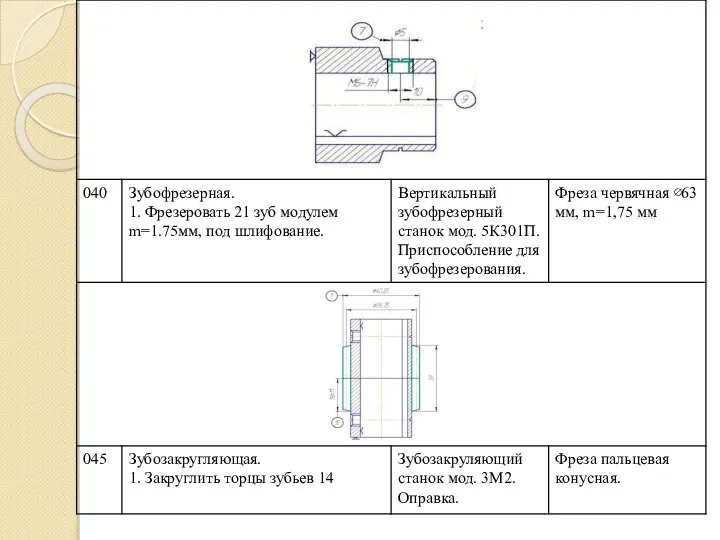
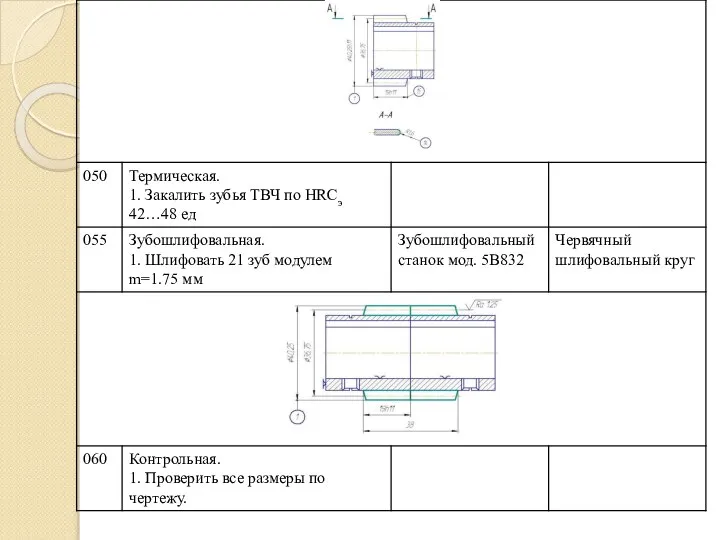
- 6. Прогрессивный технологический процесс
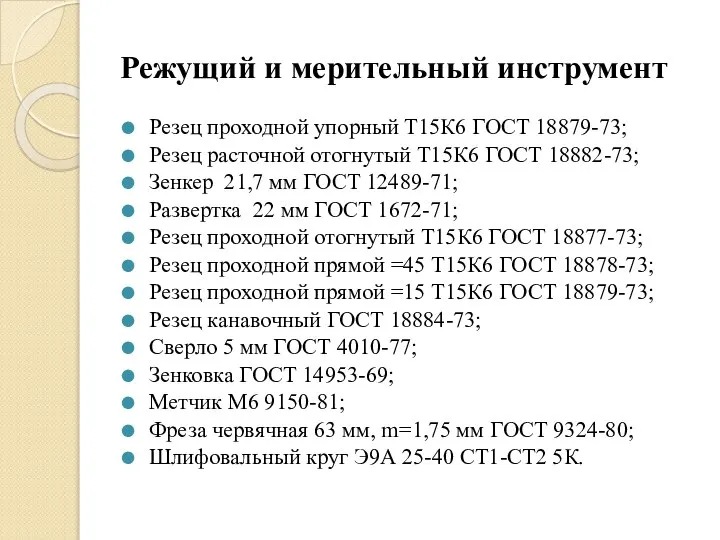
- 11. Режущий и мерительный инструмент Резец проходной упорный Т15К6 ГОСТ 18879-73; Резец расточной отогнутый Т15К6 ГОСТ 18882-73;
- 12. Измерительный инструмент Калибр-пробка гладкий 20,8Н12(+0,21 ); Калибр-скоба 33h12(-0,25 ); Калибр-скоба 35,5h12(-0,25 ); Калибр-скоба 22Н7(+0,021 ); Калибр-скоба
- 14. Скачать презентацию
Слайд 2.
Цели и задачи
Целью дипломной работы является- разработка технологического процесса изготовления детали «Колесо
.
Цели и задачи
Целью дипломной работы является- разработка технологического процесса изготовления детали «Колесо
Слайд 3Деталь «Колесо зубчатое» применяется в коробке подач универсального токарно-винторезного станка модели 250ИТПМ.
Программа
Деталь «Колесо зубчатое» применяется в коробке подач универсального токарно-винторезного станка модели 250ИТПМ. Программа

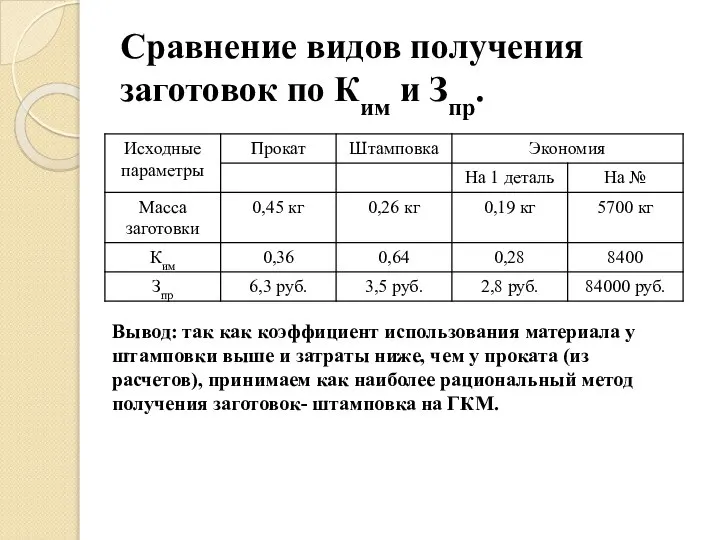
Слайд 4Сравнение видов получения заготовок по Ким и Зпр.
Вывод: так как коэффициент использования
Сравнение видов получения заготовок по Ким и Зпр.
Вывод: так как коэффициент использования
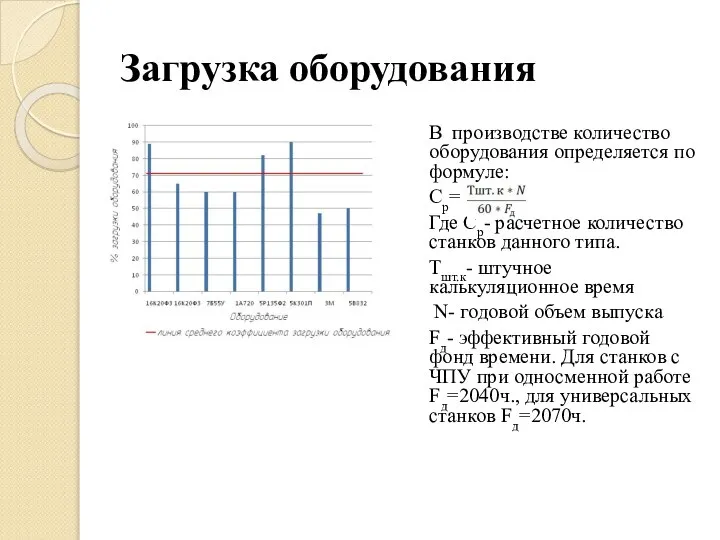
Слайд 5Загрузка оборудования
В производстве количество оборудования определяется по формуле:
Ср=
Где Ср- расчетное количество
Загрузка оборудования
В производстве количество оборудования определяется по формуле:
Ср=
Где Ср- расчетное количество
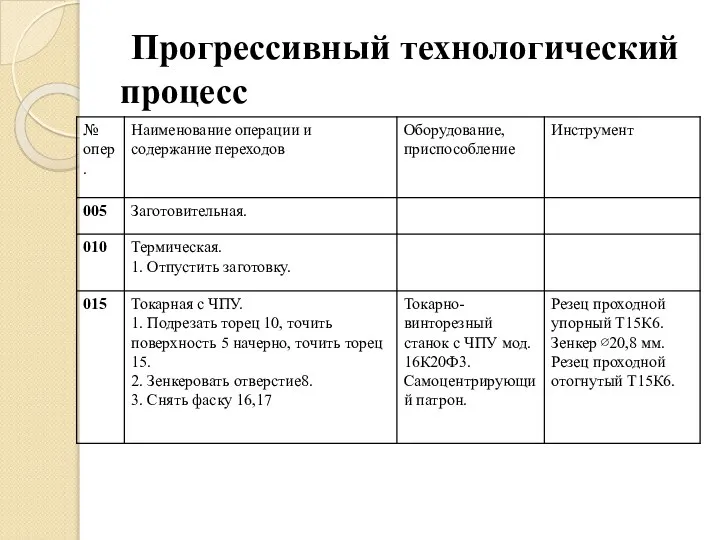
Слайд 6 Прогрессивный технологический процесс
Прогрессивный технологический процесс

Слайд 11Режущий и мерительный инструмент
Резец проходной упорный Т15К6 ГОСТ 18879-73;
Резец расточной отогнутый Т15К6
Режущий и мерительный инструмент
Резец проходной упорный Т15К6 ГОСТ 18879-73;
Резец расточной отогнутый Т15К6
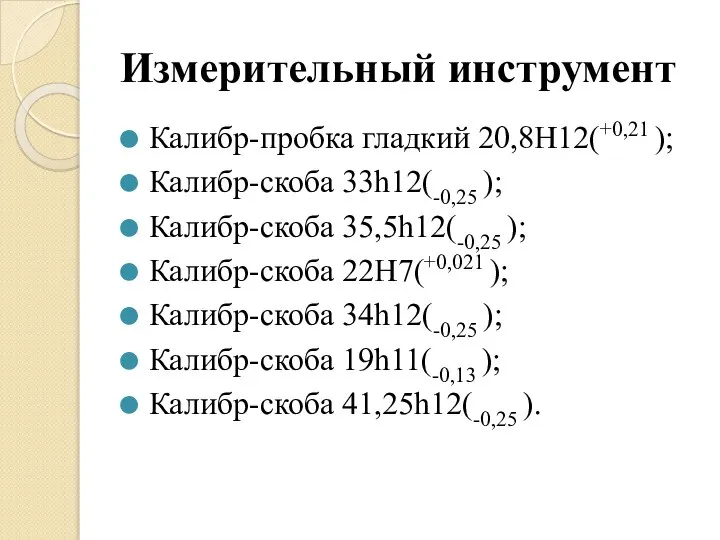
Слайд 12Измерительный инструмент
Калибр-пробка гладкий 20,8Н12(+0,21 );
Калибр-скоба 33h12(-0,25 );
Калибр-скоба 35,5h12(-0,25 );
Калибр-скоба 22Н7(+0,021 );
Калибр-скоба 34h12(-0,25
Измерительный инструмент
Калибр-пробка гладкий 20,8Н12(+0,21 );
Калибр-скоба 33h12(-0,25 );
Калибр-скоба 35,5h12(-0,25 );
Калибр-скоба 22Н7(+0,021 );
Калибр-скоба 34h12(-0,25
 Механические колебания и волны
Механические колебания и волны Лесозаготовительная техника
Лесозаготовительная техника Молекулярная физика
Молекулярная физика Корпускулярно-волновой дуализм
Корпускулярно-волновой дуализм ГИА. Задачи, 2 часть
ГИА. Задачи, 2 часть Электрический ток
Электрический ток Контроль и проверка систем вспрыска топлива
Контроль и проверка систем вспрыска топлива Введение в гидродинамику
Введение в гидродинамику Идеальный газ в МКТ
Идеальный газ в МКТ Случайности не случайны! А вас бьет током? 4 класс
Случайности не случайны! А вас бьет током? 4 класс Тайна природы света. 11 класс
Тайна природы света. 11 класс Взаимодействие проводника с током и магнитной стрелки
Взаимодействие проводника с током и магнитной стрелки Презентация на тему Брейн – ринг по физике
Презентация на тему Брейн – ринг по физике  Звук. Характеристики звука
Звук. Характеристики звука Электрооборудование автомобиля, стартер, генератор Автомобиля ВАЗ-2190
Электрооборудование автомобиля, стартер, генератор Автомобиля ВАЗ-2190 Динамометр в домашних условиях и его применение
Динамометр в домашних условиях и его применение Курчатов Игорь Васильевич
Курчатов Игорь Васильевич Силы. Действие силы
Силы. Действие силы Расчет влияния на человека электрического поля контактной сети электрифицированных железных дорог. Задача 4
Расчет влияния на человека электрического поля контактной сети электрифицированных железных дорог. Задача 4 Трение в природе и технике.Способы увеличения и уменьшения
Трение в природе и технике.Способы увеличения и уменьшения Презентация на тему Опытная проверка закона Гей - Люссака
Презентация на тему Опытная проверка закона Гей - Люссака  Асинхронные машины. Лекция 13
Асинхронные машины. Лекция 13 Распространение электромагнитных волн в различных средах
Распространение электромагнитных волн в различных средах Абрикосов Алексей Алексеевич
Абрикосов Алексей Алексеевич Оптическая схема телескопа Ньютона. Занятие 20
Оптическая схема телескопа Ньютона. Занятие 20 Ядерные реакции под действием нейтронов
Ядерные реакции под действием нейтронов Ток, протекающий в нейтралях трансформаторов и автотрансформаторов при КЗ на землю
Ток, протекающий в нейтралях трансформаторов и автотрансформаторов при КЗ на землю Суперпроводники. История открытия
Суперпроводники. История открытия