Методическая разработка урока теоретического обучения Техническое обслуживание и текущий ремонт ГРМ. Составил: преподаватель Се
- Методическая разработка урока теоретического обучения Техническое обслуживание и текущий ремонт ГРМ. Составил: преподаватель Се

Содержание
- 2. УСТРОЙСТВО ГРМ
- 3. ОСНОВНЫЕ ДЕТАЛИ ПРИВОДА КЛАПАНОВ
- 4. МЕХАНИЗМ ПРИВОДА КЛАПАНОВ
- 5. ПРИВОД ГРМ ПРИ ПОМОЩИ ЗУБЧАТОГО РЕМНЯ
- 6. ПОСЛЕ ПЕРВЫХ 2000 КМ ПРОБЕГА, А В ДАЛЬНЕЙШЕМ ЧЕРЕЗ 30 000 КМ НА НА ДВИГАТЕЛЯХ ВАЗ
- 7. НЕ СТОИТ ЗАБЫВАТЬ, ЧТО РЕМЕНЬ И ШКИВ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА ДОЛЖНЫ ИМЕТЬ ОДИНАКОВЫЙ ПРОФИЛЬ.
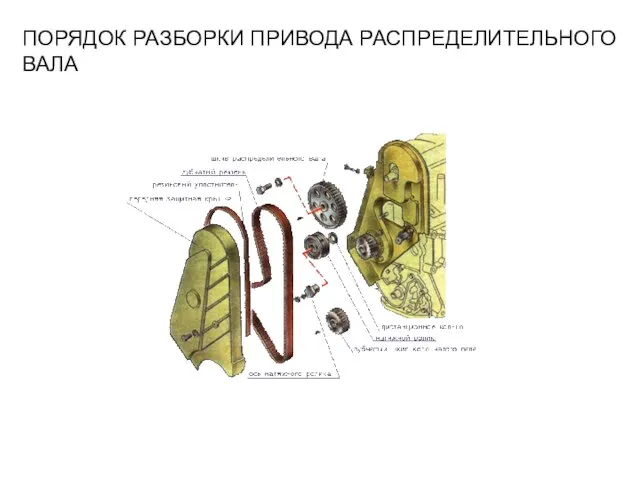
- 8. ПОРЯДОК РАЗБОРКИ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
- 9. ПОРЯДОК РАЗБОРКИ ГОЛОВКИ ЦИЛИНДРОВ
- 10. ОСНОВНЫЕ РАЗМЕРЫ ДЛЯ РЕМОНТА ГОЛОВКИ ЦИЛИНДРОВ.
- 11. ДЛЯ СНЯТИЯ И УСТАНОВКИ КЛАПАНОВ ГАЗОРАСПРЕДЕЛЕНИЯ ИСПОЛЬЗУЮТ СПЕЦИАЛЬНЫЙ СЪЕМНИК ДЛЯ СТЯЖКИ ПРУЖИН
- 12. ТАКЖЕ ДЛЯ СНЯТИЯ ПРУЖИН КЛАПАНОВ ИСПОЛЬЗУЮТ ПРИСПОСОБЛЕНИЕ 67.7823.9505
- 13. ОБРАБОТКУ ФАСОК СЕДЕЛ КЛАПАНОВ ПРОИЗВОДЯТ НА СПЕЦИАЛЬНОЙ ШЛИФОВАЛЬНОЙ МАШИНЕ С НАБОРОМ АБРАЗИВНЫХ КРУГОВ С НЕОБХОДИМЫМИ УГЛАМИ
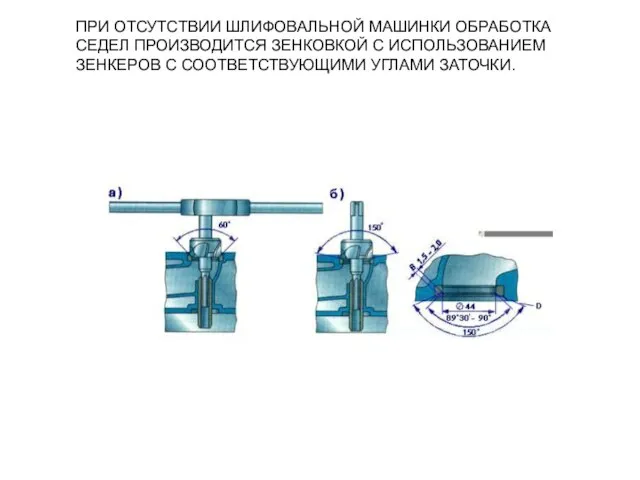
- 14. ПРИ ОТСУТСТВИИ ШЛИФОВАЛЬНОЙ МАШИНКИ ОБРАБОТКА СЕДЕЛ ПРОИЗВОДИТСЯ ЗЕНКОВКОЙ С ИСПОЛЬЗОВАНИЕМ ЗЕНКЕРОВ С СООТВЕТСТВУЮЩИМИ УГЛАМИ ЗАТОЧКИ.
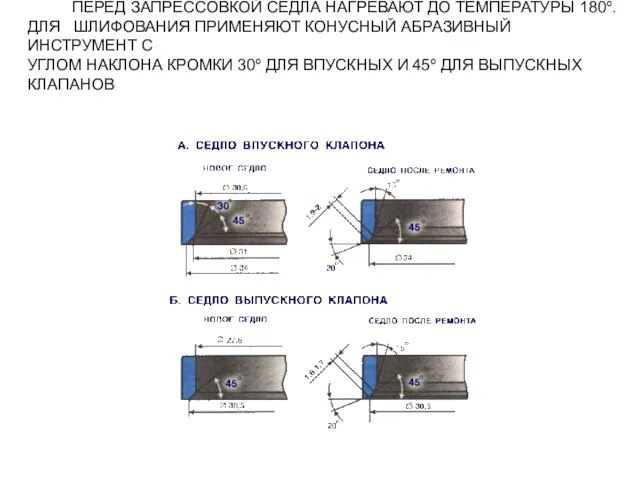
- 15. ПЕРЕД ЗАПРЕССОВКОЙ СЕДЛА НАГРЕВАЮТ ДО ТЕМПЕРАТУРЫ 180º. ДЛЯ ШЛИФОВАНИЯ ПРИМЕНЯЮТ КОНУСНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ С УГЛОМ НАКЛОНА
- 16. ФАСКУ ВПУСКНОГО КЛАПАНА ШЛИФУЮТ ПОД УГЛОМ 30º, ВЫПУСКНОГО - 45º ОТНОСИТЕЛЬНО ГОРИЗОНТАЛЬНОЙ ОСИ.
- 17. ВТУЛКИ КЛАПАНОВ ЗАПРЕССОВЫВАЮТСЯ С НАТЯГОМ 0,014 – 0,065 ММ. ДЛЯ ОБЛЕГЧЕНИЯ ЗАПРЕССОВКИ ВТУЛКИ НАГРЕВАЮТ ДО ТЕМПЕРАТУРЫ
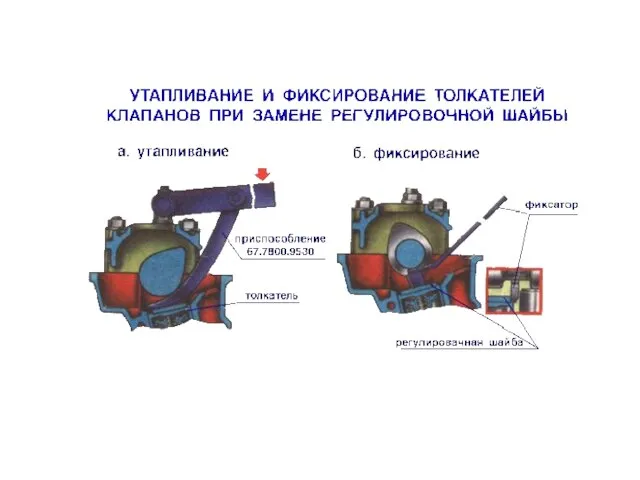
- 18. УВЕЛИЧЕННЫЙ ОСЕВОЙ ЗАЗОР ВЫЗЫВАЕТ ПРОДОЛЬНОЕ ПЕРЕМЕЩЕНИЕ ВАЛА И СТУК В ДВИГАТЕЛЕ. РЕГУЛИРУЕТСЯ РАСПОРНЫМ КОЛЬЦОМ. ЗАЗОР ДОЛЖЕН
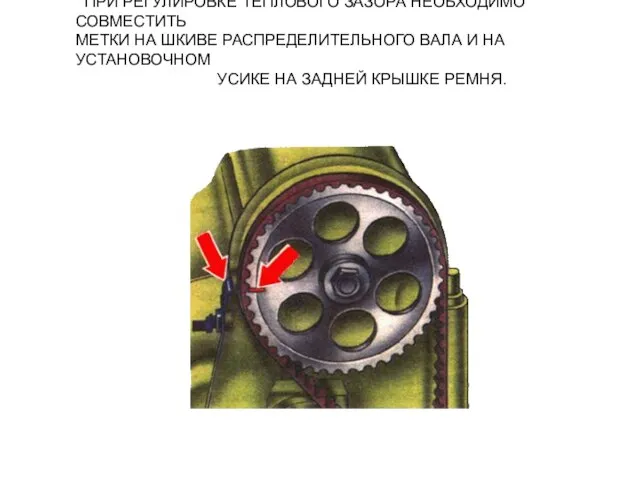
- 20. ПРИ РЕГУЛИРОВКЕ ТЕПЛОВОГО ЗАЗОРА НЕОБХОДИМО СОВМЕСТИТЬ МЕТКИ НА ШКИВЕ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА И НА УСТАНОВОЧНОМ УСИКЕ НА
- 21. ТАКЖЕ СОВМЕСТИТЬ МЕТКИ НА КРЫШКЕ МАСЛЯНОГО НАСОСА И НА ШКИВЕ КОЛЕНЧАТОГО ВАЛА.
- 24. Скачать презентацию

Слайд 3 ОСНОВНЫЕ ДЕТАЛИ ПРИВОДА
КЛАПАНОВ
ОСНОВНЫЕ ДЕТАЛИ ПРИВОДА
КЛАПАНОВ

Слайд 4 МЕХАНИЗМ ПРИВОДА КЛАПАНОВ
МЕХАНИЗМ ПРИВОДА КЛАПАНОВ

Слайд 5 ПРИВОД ГРМ ПРИ ПОМОЩИ ЗУБЧАТОГО РЕМНЯ
ПРИВОД ГРМ ПРИ ПОМОЩИ ЗУБЧАТОГО РЕМНЯ

Слайд 6ПОСЛЕ ПЕРВЫХ 2000 КМ ПРОБЕГА, А В ДАЛЬНЕЙШЕМ ЧЕРЕЗ 30 000 КМ
ПОСЛЕ ПЕРВЫХ 2000 КМ ПРОБЕГА, А В ДАЛЬНЕЙШЕМ ЧЕРЕЗ 30 000 КМ

Слайд 7 НЕ СТОИТ ЗАБЫВАТЬ, ЧТО РЕМЕНЬ И ШКИВ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА ДОЛЖНЫ
НЕ СТОИТ ЗАБЫВАТЬ, ЧТО РЕМЕНЬ И ШКИВ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА ДОЛЖНЫ

Слайд 8ПОРЯДОК РАЗБОРКИ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
ПОРЯДОК РАЗБОРКИ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Слайд 9 ПОРЯДОК РАЗБОРКИ ГОЛОВКИ ЦИЛИНДРОВ
ПОРЯДОК РАЗБОРКИ ГОЛОВКИ ЦИЛИНДРОВ

Слайд 10 ОСНОВНЫЕ РАЗМЕРЫ ДЛЯ РЕМОНТА
ГОЛОВКИ ЦИЛИНДРОВ.
ОСНОВНЫЕ РАЗМЕРЫ ДЛЯ РЕМОНТА
ГОЛОВКИ ЦИЛИНДРОВ.

Слайд 11 ДЛЯ СНЯТИЯ И УСТАНОВКИ КЛАПАНОВ ГАЗОРАСПРЕДЕЛЕНИЯ ИСПОЛЬЗУЮТ СПЕЦИАЛЬНЫЙ СЪЕМНИК ДЛЯ СТЯЖКИ
ДЛЯ СНЯТИЯ И УСТАНОВКИ КЛАПАНОВ ГАЗОРАСПРЕДЕЛЕНИЯ ИСПОЛЬЗУЮТ СПЕЦИАЛЬНЫЙ СЪЕМНИК ДЛЯ СТЯЖКИ

Слайд 12 ТАКЖЕ ДЛЯ СНЯТИЯ ПРУЖИН КЛАПАНОВ ИСПОЛЬЗУЮТ ПРИСПОСОБЛЕНИЕ 67.7823.9505
ТАКЖЕ ДЛЯ СНЯТИЯ ПРУЖИН КЛАПАНОВ ИСПОЛЬЗУЮТ ПРИСПОСОБЛЕНИЕ 67.7823.9505

Слайд 13 ОБРАБОТКУ ФАСОК СЕДЕЛ КЛАПАНОВ ПРОИЗВОДЯТ НА СПЕЦИАЛЬНОЙ ШЛИФОВАЛЬНОЙ МАШИНЕ С НАБОРОМ
ОБРАБОТКУ ФАСОК СЕДЕЛ КЛАПАНОВ ПРОИЗВОДЯТ НА СПЕЦИАЛЬНОЙ ШЛИФОВАЛЬНОЙ МАШИНЕ С НАБОРОМ

Слайд 14ПРИ ОТСУТСТВИИ ШЛИФОВАЛЬНОЙ МАШИНКИ ОБРАБОТКА СЕДЕЛ ПРОИЗВОДИТСЯ ЗЕНКОВКОЙ С ИСПОЛЬЗОВАНИЕМ ЗЕНКЕРОВ С
ПРИ ОТСУТСТВИИ ШЛИФОВАЛЬНОЙ МАШИНКИ ОБРАБОТКА СЕДЕЛ ПРОИЗВОДИТСЯ ЗЕНКОВКОЙ С ИСПОЛЬЗОВАНИЕМ ЗЕНКЕРОВ С
Слайд 15 ПЕРЕД ЗАПРЕССОВКОЙ СЕДЛА НАГРЕВАЮТ ДО ТЕМПЕРАТУРЫ 180º. ДЛЯ ШЛИФОВАНИЯ ПРИМЕНЯЮТ КОНУСНЫЙ
ПЕРЕД ЗАПРЕССОВКОЙ СЕДЛА НАГРЕВАЮТ ДО ТЕМПЕРАТУРЫ 180º. ДЛЯ ШЛИФОВАНИЯ ПРИМЕНЯЮТ КОНУСНЫЙ
Слайд 16ФАСКУ ВПУСКНОГО КЛАПАНА ШЛИФУЮТ ПОД УГЛОМ 30º, ВЫПУСКНОГО - 45º ОТНОСИТЕЛЬНО ГОРИЗОНТАЛЬНОЙ
ФАСКУ ВПУСКНОГО КЛАПАНА ШЛИФУЮТ ПОД УГЛОМ 30º, ВЫПУСКНОГО - 45º ОТНОСИТЕЛЬНО ГОРИЗОНТАЛЬНОЙ

Слайд 17 ВТУЛКИ КЛАПАНОВ ЗАПРЕССОВЫВАЮТСЯ С НАТЯГОМ 0,014 – 0,065 ММ. ДЛЯ ОБЛЕГЧЕНИЯ
ВТУЛКИ КЛАПАНОВ ЗАПРЕССОВЫВАЮТСЯ С НАТЯГОМ 0,014 – 0,065 ММ. ДЛЯ ОБЛЕГЧЕНИЯ

Слайд 18 УВЕЛИЧЕННЫЙ ОСЕВОЙ ЗАЗОР ВЫЗЫВАЕТ ПРОДОЛЬНОЕ ПЕРЕМЕЩЕНИЕ
ВАЛА И СТУК В ДВИГАТЕЛЕ.
УВЕЛИЧЕННЫЙ ОСЕВОЙ ЗАЗОР ВЫЗЫВАЕТ ПРОДОЛЬНОЕ ПЕРЕМЕЩЕНИЕ ВАЛА И СТУК В ДВИГАТЕЛЕ.


Слайд 20 ПРИ РЕГУЛИРОВКЕ ТЕПЛОВОГО ЗАЗОРА НЕОБХОДИМО СОВМЕСТИТЬ
МЕТКИ НА ШКИВЕ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА И
ПРИ РЕГУЛИРОВКЕ ТЕПЛОВОГО ЗАЗОРА НЕОБХОДИМО СОВМЕСТИТЬ МЕТКИ НА ШКИВЕ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА И
Слайд 21ТАКЖЕ СОВМЕСТИТЬ МЕТКИ НА КРЫШКЕ МАСЛЯНОГО НАСОСА И НА ШКИВЕ
КОЛЕНЧАТОГО ВАЛА.
ТАКЖЕ СОВМЕСТИТЬ МЕТКИ НА КРЫШКЕ МАСЛЯНОГО НАСОСА И НА ШКИВЕ
КОЛЕНЧАТОГО ВАЛА.

 Спор об атрибуции и позитивизме
Спор об атрибуции и позитивизме Оборотные средства предприятия. Состав и структура оборотных средств
Оборотные средства предприятия. Состав и структура оборотных средств О Гаршине Всеволоде.Михайловиче.
О Гаршине Всеволоде.Михайловиче. АНКОРПерспектива есть
АНКОРПерспектива есть Синь России
Синь России Receiving the Patient
Receiving the Patient Сокращение дробей.
Сокращение дробей. Моя специальность – экономист
Моя специальность – экономист Мастер – класспо применению техники изготовления цветов в различных разделах предмета « Обслуживающий труд»
Мастер – класспо применению техники изготовления цветов в различных разделах предмета « Обслуживающий труд» Работы в технике мятой бумаги
Работы в технике мятой бумаги Портрет в графике
Портрет в графике Монголо-татары
Монголо-татары Презентация на тему Природа
Презентация на тему Природа Основные типы микропроцессоров
Основные типы микропроцессоров ООО Озон пром-тех. Бытовые и производственные озонаторы воздуха, воды
ООО Озон пром-тех. Бытовые и производственные озонаторы воздуха, воды Цветовые палитры для регионов. Атом-кутюр Советск, Неман
Цветовые палитры для регионов. Атом-кутюр Советск, Неман Родительское собрание по поводу свободного выбора модуля для изучения курса ОРКСЭ в 4 классе
Родительское собрание по поводу свободного выбора модуля для изучения курса ОРКСЭ в 4 классе Кулинария 5 классБутерброды. Горячие напитки.
Кулинария 5 классБутерброды. Горячие напитки. Методы управления ЖК-Дисплеем
Методы управления ЖК-Дисплеем Наш Музей
Наш Музей PrezentatsiaPolSotsKakNauka_47756d46308aa74ea26f4dfd71dc9754
PrezentatsiaPolSotsKakNauka_47756d46308aa74ea26f4dfd71dc9754 Презентация на тему Способы тепловой кулинарной обработки
Презентация на тему Способы тепловой кулинарной обработки Уже в продаже
Уже в продаже Кулинарные изыски
Кулинарные изыски Безотзывные вклады
Безотзывные вклады «М. А. Шолохов. Жизнь, творчество, личность».
«М. А. Шолохов. Жизнь, творчество, личность». Водородная связь
Водородная связь Накопительные программы
Накопительные программы