- Алюминиевая сварка

Содержание
- 2. В.В. Петров - русский физик-экспериментатор, электротехник-самоучка, академик Петербургской академии наук. Основоположник отечественной электротехники. Электрическая дуга Петрова
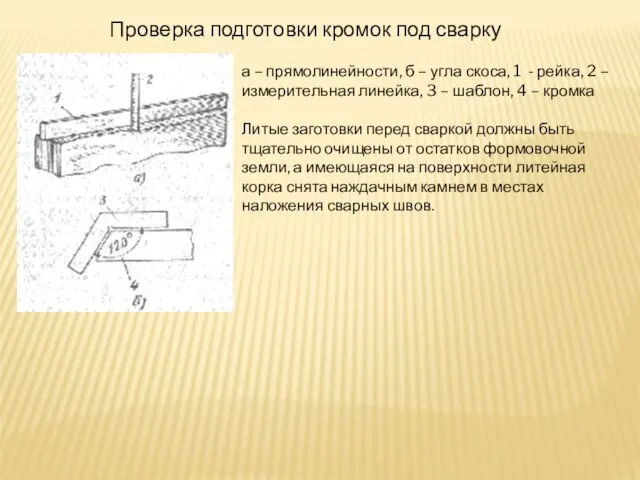
- 3. а – прямолинейности, б – угла скоса, 1 - рейка, 2 – измерительная линейка, 3 –
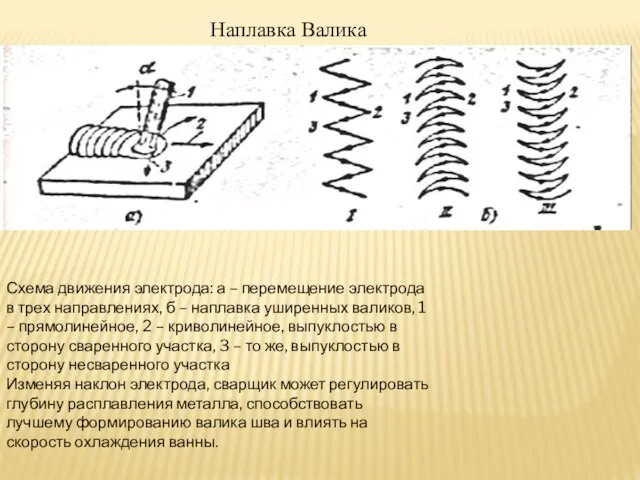
- 4. Схема движения электрода: а – перемещение электрода в трех направлениях, б – наплавка уширенных валиков, 1
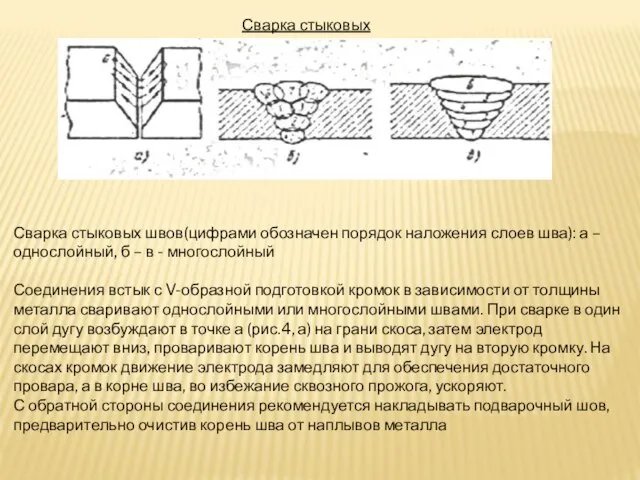
- 5. Сварка стыковых швов Сварка стыковых швов(цифрами обозначен порядок наложения слоев шва): а – однослойный, б –
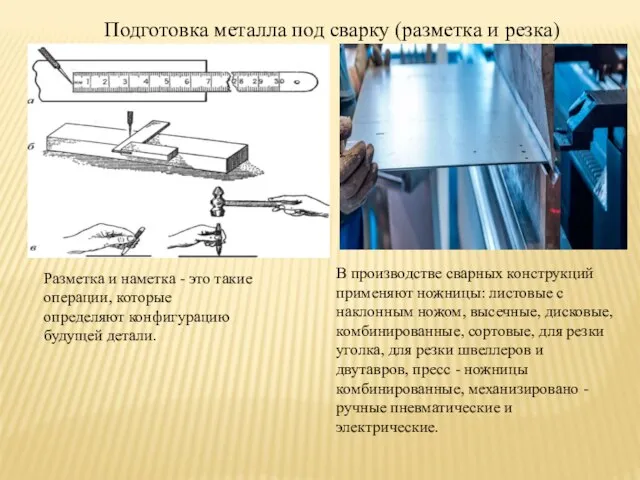
- 6. Подготовка металла под сварку (разметка и резка) Разметка и наметка - это такие операции, которые определяют
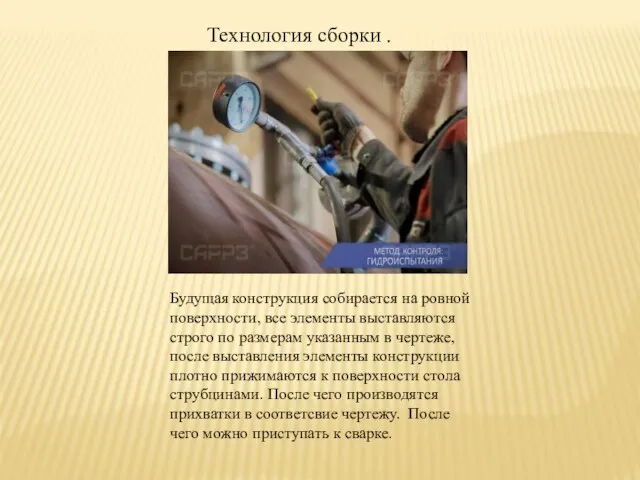
- 7. Технология сборки . Будущая конструкция собирается на ровной поверхности, все элементы выставляются строго по размерам указанным
- 8. Организация рабочего места сварщика Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.), может
- 9. Индивидуальные средства защиты сварщика
- 12. Скачать презентацию
Слайд 2 В.В. Петров - русский физик-экспериментатор, электротехник-самоучка, академик Петербургской академии наук. Основоположник
В.В. Петров - русский физик-экспериментатор, электротехник-самоучка, академик Петербургской академии наук. Основоположник
Слайд 3а – прямолинейности, б – угла скоса, 1 - рейка, 2 –
а – прямолинейности, б – угла скоса, 1 - рейка, 2 –
Слайд 4Схема движения электрода: а – перемещение электрода в трех направлениях, б –
Схема движения электрода: а – перемещение электрода в трех направлениях, б –
Слайд 5Сварка стыковых швов
Сварка стыковых швов(цифрами обозначен порядок наложения слоев шва): а –
Сварка стыковых швов
Сварка стыковых швов(цифрами обозначен порядок наложения слоев шва): а –
Слайд 6Подготовка металла под сварку (разметка и резка)
Разметка и наметка - это такие
Подготовка металла под сварку (разметка и резка)
Разметка и наметка - это такие
Слайд 7 Технология сборки .
Будущая конструкция собирается на ровной поверхности, все элементы выставляются
Технология сборки .
Будущая конструкция собирается на ровной поверхности, все элементы выставляются
Слайд 8Организация рабочего места сварщика
Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.),
Организация рабочего места сварщика
Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.),

Слайд 9Индивидуальные средства защиты сварщика
Индивидуальные средства защиты сварщика

 План расширения программы ОЗТ
План расширения программы ОЗТ Использование ИТ в проектировании предметно-пространственной среды Руководители: Шишко С.М. Баженова О.Д.
Использование ИТ в проектировании предметно-пространственной среды Руководители: Шишко С.М. Баженова О.Д. Sieben Fliegen blieben liegen Sieben Fliegen fliegen weg!
Sieben Fliegen blieben liegen Sieben Fliegen fliegen weg! Презентация на тему Виды информационных технологий
Презентация на тему Виды информационных технологий Центральная Россия
Центральная Россия  Подвиги в годы Виликой Отечественной Войны
Подвиги в годы Виликой Отечественной Войны Пасхальные традиции
Пасхальные традиции Бейджи. Раскладка
Бейджи. Раскладка ТЕХНИЧЕСКАЯ ДИАГНОСТИКА АВТОМОБИЛЕЙ
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА АВТОМОБИЛЕЙ Память о Холокосте – путь к толерантности
Память о Холокосте – путь к толерантности Математика в природе
Математика в природе 7кл технические открытия
7кл технические открытия Коммуникативные универсальные учебные действия
Коммуникативные универсальные учебные действия Презентация на тему Учебный план основного общего образования как один из основных механизмов реализации основной образовательн
Презентация на тему Учебный план основного общего образования как один из основных механизмов реализации основной образовательн Итоги реализации КПМО в Шелаболихинском районе: эффекты,проблемы, перспективы
Итоги реализации КПМО в Шелаболихинском районе: эффекты,проблемы, перспективы Прощание с первым классом
Прощание с первым классом Антигитлеровская коалиция и итоги Второй мировой войны
Антигитлеровская коалиция и итоги Второй мировой войны Японская экономическая модель: содержание и направления развития
Японская экономическая модель: содержание и направления развития ОБУЧЕНИЕ И ПЕРЕОБУЧЕНИЕ В УСЛОВИЯХ КРИЗИСА
ОБУЧЕНИЕ И ПЕРЕОБУЧЕНИЕ В УСЛОВИЯХ КРИЗИСА Господь, любви Твоей свет сияет, Горит огнём среди тьмы и мрака, Иисус, свет мира, сияет над нами Истинным словом освобождая Сияй над
Господь, любви Твоей свет сияет, Горит огнём среди тьмы и мрака, Иисус, свет мира, сияет над нами Истинным словом освобождая Сияй над АНАЛИЗ МНОГОЗНАЧНОСТЕЙВ ЕСТЕСТВЕННО-ЯЗЫКОВЫХ ТЕКСТАХ
АНАЛИЗ МНОГОЗНАЧНОСТЕЙВ ЕСТЕСТВЕННО-ЯЗЫКОВЫХ ТЕКСТАХ Черная металлургия мира
Черная металлургия мира Концепция благоустройства города Полевской
Концепция благоустройства города Полевской Сечения
Сечения Запах веществ
Запах веществ Подводим итоги Фестиваля проектов - 2012
Подводим итоги Фестиваля проектов - 2012 Коммерческое предложение
Коммерческое предложение Новоюласинская средняя школа…
Новоюласинская средняя школа…