- балочные конструкции

Содержание
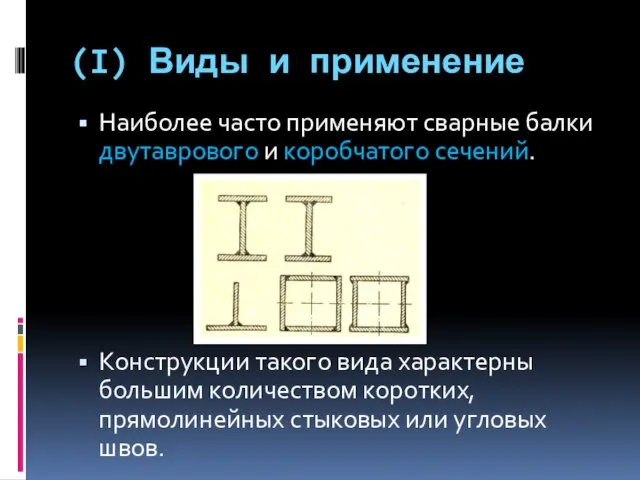
- 2. (I) Виды и применение Наиболее часто применяют сварные балки двутаврового и коробчатого сечений. Конструкции такого вида
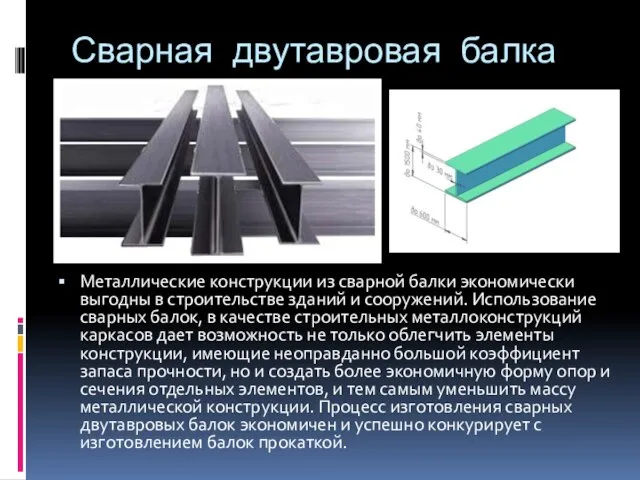
- 3. Сварная двутавровая балка Металлические конструкции из сварной балки экономически выгодны в строительстве зданий и сооружений. Использование
- 4. Балочные конструкции применяют в строительстве при возведении зданий, мостов, мостовых кранов, эстакад, гидротехнических сооружений, рам автомобилей
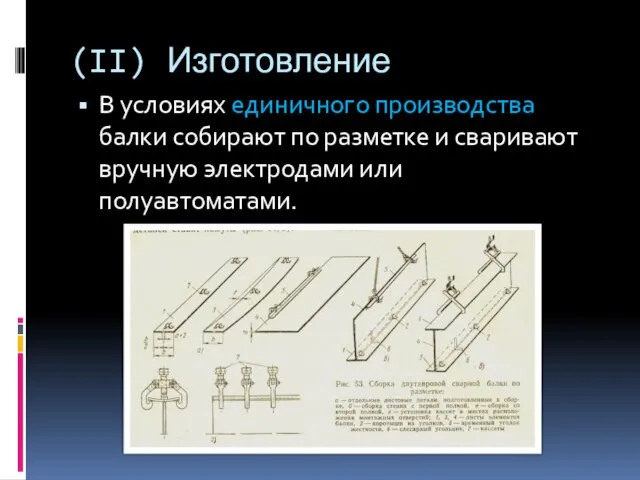
- 5. (II) Изготовление В условиях единичного производства балки собирают по разметке и сваривают вручную электродами или полуавтоматами.
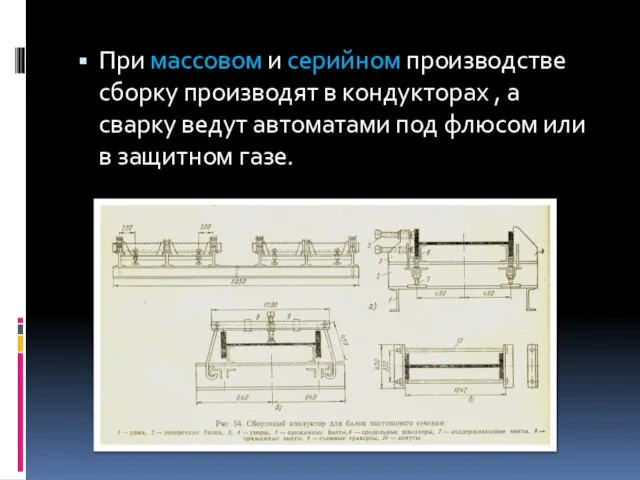
- 6. При массовом и серийном производстве сборку производят в кондукторах , а сварку ведут автоматами под флюсом
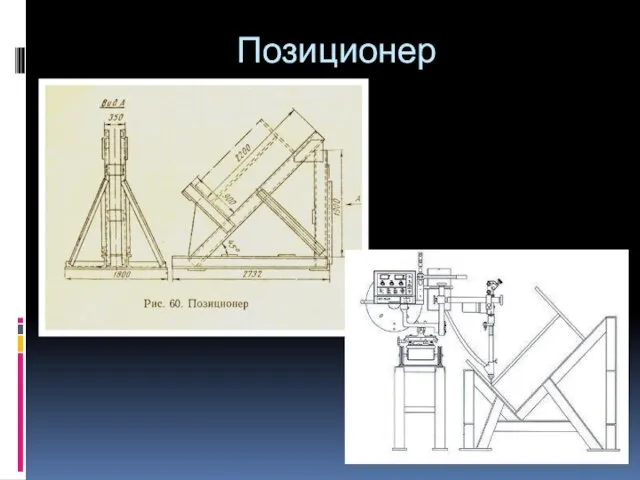
- 7. Позиционер
- 11. Приемы выполнения поясных швов балки автоматом под флюсом могут быть различны: 1) сварка наклонным электродом –
- 12. Основные швы по своим размерам значительно превосходят сборочные швы, и поэтому последние полностью перевариваются. Сваренная балка
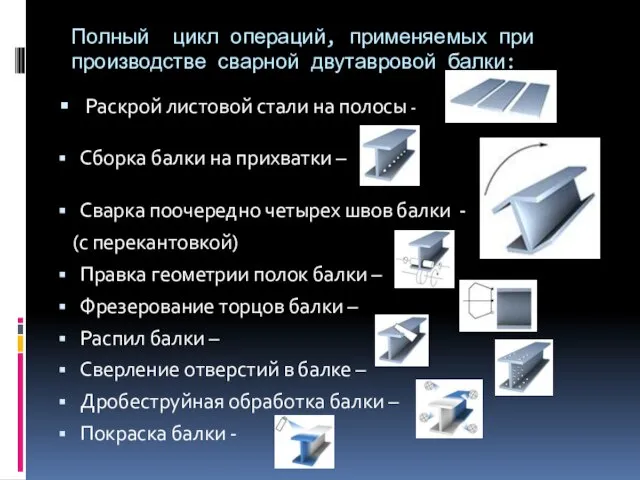
- 13. Полный цикл операций, применяемых при производстве сварной двутавровой балки: Раскрой листовой стали на полосы - Сборка
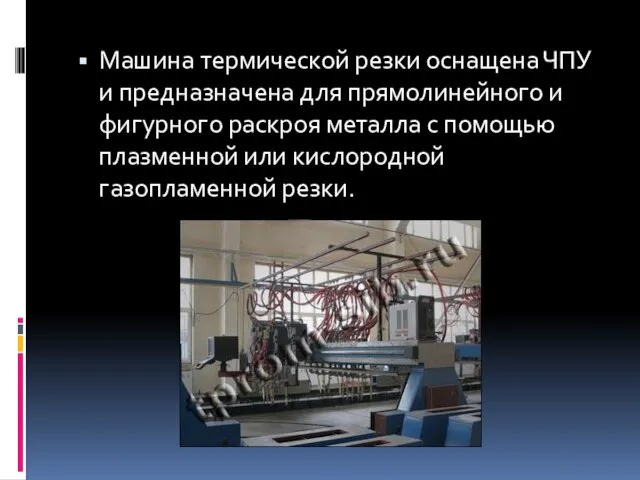
- 14. Машина термической резки оснащена ЧПУ и предназначена для прямолинейного и фигурного раскроя металла с помощью плазменной
- 15. Стан для сборки двутавровых балок Подготовленные заготовки* (полосы) укладываются с помощью крана на входной конвейер сборочного
- 16. Консольная и портальная сварочные установки предназначена для дуговой сварки под флюсом тавровых и двутавровых балок.
- 18. Поточная линия для сварки двутавровой балки
- 19. Установка для одновременной сварки двух швов балок
- 20. Минипортал для сварки двутавровых балок
- 21. Одновременная сварка двух швов
- 22. Стан для правки
- 23. Существует так же контактный способ сварки двутавровых балок на автоматических поточных линиях, например разработанный американской фирмой
- 24. Балки коробчатого сечения используют в крановых мостах. Сварку ведут наклонным электродом автоматической сваркой под флюсом. Трудностью
- 25. (III) Монтаж При изготовлении конструкций приходится сваривать стыки балок. Чаще всего используют следующие виды стыков: Раздвинутый
- 26. При изготовлении конструкций (сварке стыков) для уменьшения сварочных напряжений и деформаций используют следующий порядок сварки: В
- 27. Обычно полки двутавровых балок толще стенки, следовательно, для уменьшения напряжений в металле стыка следует сначала накладывать
- 28. Продольные (поясные) швы балок обычно не доводят до концов балки на величину равную ширине полки (для
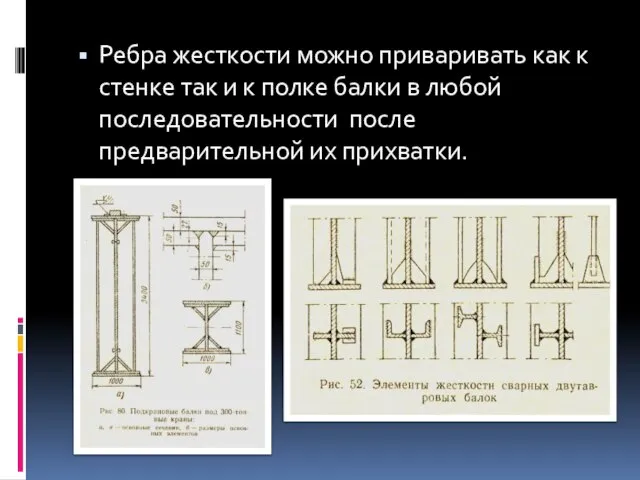
- 29. Ребра жесткости можно приваривать как к стенке так и к полке балки в любой последовательности после
- 33. Скачать презентацию
Слайд 2(I) Виды и применение
Наиболее часто применяют сварные балки двутаврового и коробчатого сечений.
Конструкции
(I) Виды и применение
Наиболее часто применяют сварные балки двутаврового и коробчатого сечений.
Конструкции
Слайд 3Сварная двутавровая балка
Металлические конструкции из сварной балки экономически выгодны в строительстве зданий
Сварная двутавровая балка
Металлические конструкции из сварной балки экономически выгодны в строительстве зданий
Слайд 4Балочные конструкции применяют в строительстве при возведении зданий, мостов, мостовых кранов, эстакад,
Балочные конструкции применяют в строительстве при возведении зданий, мостов, мостовых кранов, эстакад,

Слайд 5(II) Изготовление
В условиях единичного производства балки собирают по разметке и сваривают вручную
(II) Изготовление
В условиях единичного производства балки собирают по разметке и сваривают вручную
Слайд 6При массовом и серийном производстве сборку производят в кондукторах , а сварку
При массовом и серийном производстве сборку производят в кондукторах , а сварку
Слайд 7Позиционер
Позиционер
Слайд 11Приемы выполнения поясных швов балки автоматом под флюсом могут быть различны:
1) сварка
Приемы выполнения поясных швов балки автоматом под флюсом могут быть различны:
1) сварка

Слайд 12Основные швы по своим размерам значительно превосходят сборочные швы, и поэтому последние
Основные швы по своим размерам значительно превосходят сборочные швы, и поэтому последние
Слайд 13Полный цикл операций, применяемых при производстве сварной двутавровой балки:
Раскрой листовой стали
Полный цикл операций, применяемых при производстве сварной двутавровой балки:
Раскрой листовой стали
Слайд 14Машина термической резки оснащена ЧПУ и предназначена для прямолинейного и фигурного раскроя
Машина термической резки оснащена ЧПУ и предназначена для прямолинейного и фигурного раскроя
Слайд 15Стан для сборки двутавровых балок
Подготовленные заготовки* (полосы) укладываются с помощью крана на
Стан для сборки двутавровых балок
Подготовленные заготовки* (полосы) укладываются с помощью крана на

Слайд 16Консольная и портальная сварочные установки предназначена для дуговой сварки под флюсом тавровых
Консольная и портальная сварочные установки предназначена для дуговой сварки под флюсом тавровых


Слайд 18Поточная линия для сварки двутавровой балки
Поточная линия для сварки двутавровой балки

Слайд 19Установка для одновременной сварки двух швов балок
Установка для одновременной сварки двух швов балок

Слайд 20Минипортал для сварки двутавровых балок
Минипортал для сварки двутавровых балок

Слайд 21Одновременная сварка двух швов
Одновременная сварка двух швов

Слайд 22Стан для правки
Стан для правки

Слайд 23Существует так же контактный способ сварки двутавровых балок на автоматических поточных линиях,
Существует так же контактный способ сварки двутавровых балок на автоматических поточных линиях,
Слайд 24Балки коробчатого сечения используют в крановых мостах. Сварку ведут наклонным электродом автоматической
Балки коробчатого сечения используют в крановых мостах. Сварку ведут наклонным электродом автоматической
Слайд 25(III) Монтаж
При изготовлении конструкций приходится сваривать стыки балок. Чаще всего используют
(III) Монтаж
При изготовлении конструкций приходится сваривать стыки балок. Чаще всего используют
Слайд 26При изготовлении конструкций (сварке стыков) для уменьшения сварочных напряжений и деформаций используют
При изготовлении конструкций (сварке стыков) для уменьшения сварочных напряжений и деформаций используют
Слайд 27Обычно полки двутавровых балок толще стенки, следовательно, для уменьшения напряжений в металле
Обычно полки двутавровых балок толще стенки, следовательно, для уменьшения напряжений в металле
Слайд 28Продольные (поясные) швы балок обычно не доводят до концов балки на величину
Продольные (поясные) швы балок обычно не доводят до концов балки на величину
Слайд 29Ребра жесткости можно приваривать как к стенке так и к полке балки
Ребра жесткости можно приваривать как к стенке так и к полке балки
 Мое хобби
Мое хобби Education system in South Africa
Education system in South Africa Климат Русской равнины
Климат Русской равнины ПРОВЕДЕНИЕ BTL – АКЦИИ В ПОЕЗДАХ ДАЛЬНЕГО СЛЕДОВАНИЯ ОАО «РЖД»
ПРОВЕДЕНИЕ BTL – АКЦИИ В ПОЕЗДАХ ДАЛЬНЕГО СЛЕДОВАНИЯ ОАО «РЖД» Криміналістичне дослідження слідів запаху. Одорологія
Криміналістичне дослідження слідів запаху. Одорологія Роль глобализации в ХХI веке
Роль глобализации в ХХI веке Государство и право. Формы государственного устройства
Государство и право. Формы государственного устройства Итоги третьей четверти
Итоги третьей четверти Дрехата като картина
Дрехата като картина Третий год жизни Характеристика возраста
Третий год жизни Характеристика возраста  Презентация на тему Кайсын Кулиев
Презентация на тему Кайсын Кулиев Словарные слова
Словарные слова Согласование времен английского языка
Согласование времен английского языка Декоративное панно
Декоративное панно Reading
Reading Презентация на тему Сталинградская битва
Презентация на тему Сталинградская битва Презентация на тему Древняя Спарта
Презентация на тему Древняя Спарта  Events & States La Redoute Customers
Events & States La Redoute Customers Структура информации
Структура информации Аттестация
Аттестация Африканские неразлучники
Африканские неразлучники Vocabulary Jot Thoughts
Vocabulary Jot Thoughts  В центре Лианозовского парка расположен уникальный развлекательный комплекс POZITIV Парк, объединивший на площади 2500м2 боулинг, биль
В центре Лианозовского парка расположен уникальный развлекательный комплекс POZITIV Парк, объединивший на площади 2500м2 боулинг, биль специальные изолируюшие краски
специальные изолируюшие краски Презентация на тему Иван Иванович Шишкин 1832-1898
Презентация на тему Иван Иванович Шишкин 1832-1898  Неревматические кардиты
Неревматические кардиты Трагическое в искусстве
Трагическое в искусстве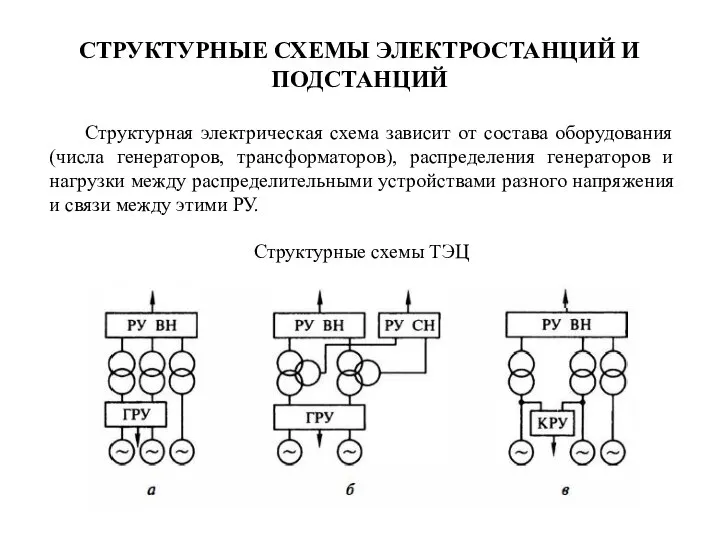 Структурные схемы электростанций и подстанций
Структурные схемы электростанций и подстанций