- Болат өндірісінің теориясы мен технологиясы

Содержание
- 2. Дәріс жоспары: 1.Шихта материалы. 2.Тотықсыздандыру кезеңіндегі дәстүрлі технология.
- 3. Шихта материалы Электр балқытудағы негізгі шихта материалы – болат сынықтары (75–100 %). Болат сынығында түсті металдар
- 4. Шойынға қойылатын негізгі талап-фосфордың ең аз мөлшері; шағын ( Негізгі пештерде қож түзуші ретінде әк, әктас,
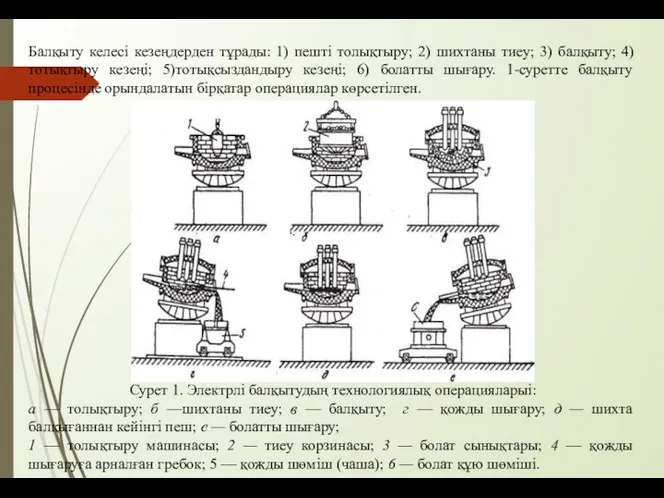
- 5. Балқыту келесі кезеңдерден тұрады: 1) пешті толықтыру; 2) шихтаны тиеу; 3) балқыту; 4)тотықтыру кезеңі; 5)тотықсыздандыру кезеңі;
- 6. Толықтыру-балқыманы шығарғаннан кейін, пештің толтырылуының зақымдалған жерлеріне немесе оның бүкіл бетіне магнезит ұнтағы (кейде пек немесе
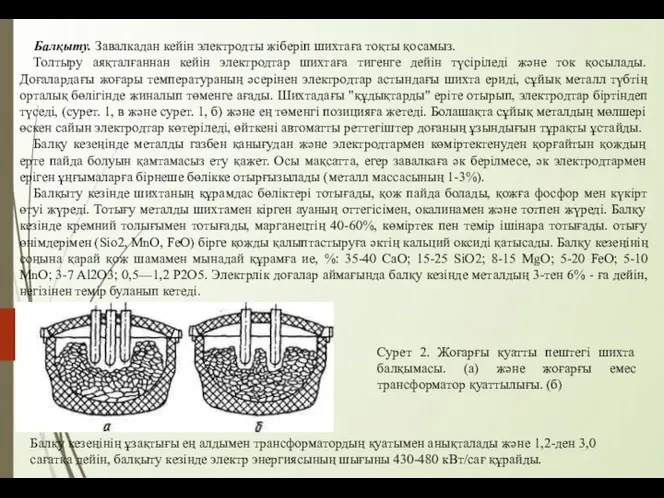
- 7. Балқыту. Завалкадан кейін электродты жіберіп шихтаға тоқты қосамыз. Толтыру аяқталғаннан кейін электродтар шихтаға тигенге дейін түсіріледі
- 8. Тотықтыру кезеңі. Балқытудың тотығу кезеңінің міндеттері: а) металдағы фосфор құрамын 0,01—0,015% - ға дейін азайту; б)
- 9. Кеннің жалпы шығыны металл массасының 3-6, 5% құрайды. Металдың қатты салқындауына жол бермеу үшін кеннің бір
- 10. СО көпіршіктерімен бірге қайнаған кезде сутегі мен азот металдан алынады. Бұл процесс электростальдың сапасын жақсарту үшін
- 11. Қалпына келтіру кезеңі. Кезеңнің міндеттері: а)металды қышқылсыздандыру; б)күкіртті жою; в) болаттың химиялық құрамын белгіленген деңгейге дейін
- 12. Бүкіл кезең ішінде жүретін диффузиялық қышқылсызданудың мәні келесідей. Қышқылсыздандырғыш заттарды ұнтақ түрінде қолданғандықтан олардың тығыздығы төмен
- 13. Тотықсыздандыру кезеңінің соңында, қож бен металл қышқылсызданған кезде, металды оттегіге айтарлықтай химиялық жақындығы бар элементтермен легирлеу
- 15. Скачать презентацию
Слайд 3Шихта материалы
Электр балқытудағы негізгі шихта материалы – болат сынықтары (75–100 %). Болат
Шихта материалы
Электр балқытудағы негізгі шихта материалы – болат сынықтары (75–100 %). Болат
Слайд 4Шойынға қойылатын негізгі талап-фосфордың ең аз мөлшері; шағын (< 40 т) пештердің
Шойынға қойылатын негізгі талап-фосфордың ең аз мөлшері; шағын (< 40 т) пештердің
Слайд 5Балқыту келесі кезеңдерден тұрады: 1) пешті толықтыру; 2) шихтаны тиеу; 3) балқыту;
Балқыту келесі кезеңдерден тұрады: 1) пешті толықтыру; 2) шихтаны тиеу; 3) балқыту;
Слайд 6Толықтыру-балқыманы шығарғаннан кейін, пештің толтырылуының зақымдалған жерлеріне немесе оның бүкіл бетіне магнезит
Толықтыру-балқыманы шығарғаннан кейін, пештің толтырылуының зақымдалған жерлеріне немесе оның бүкіл бетіне магнезит
Слайд 7Балқыту. Завалкадан кейін электродты жіберіп шихтаға тоқты қосамыз.
Толтыру аяқталғаннан кейін электродтар
Балқыту. Завалкадан кейін электродты жіберіп шихтаға тоқты қосамыз.
Толтыру аяқталғаннан кейін электродтар
Слайд 8Тотықтыру кезеңі. Балқытудың тотығу кезеңінің міндеттері: а) металдағы фосфор құрамын 0,01—0,015% -
Тотықтыру кезеңі. Балқытудың тотығу кезеңінің міндеттері: а) металдағы фосфор құрамын 0,01—0,015% -
Слайд 9Кеннің жалпы шығыны металл массасының 3-6, 5% құрайды. Металдың қатты салқындауына жол
Кеннің жалпы шығыны металл массасының 3-6, 5% құрайды. Металдың қатты салқындауына жол
Слайд 10СО көпіршіктерімен бірге қайнаған кезде сутегі мен азот металдан алынады. Бұл процесс
СО көпіршіктерімен бірге қайнаған кезде сутегі мен азот металдан алынады. Бұл процесс
Слайд 11Қалпына келтіру кезеңі. Кезеңнің міндеттері:
а)металды қышқылсыздандыру; б)күкіртті жою; в) болаттың химиялық
Қалпына келтіру кезеңі. Кезеңнің міндеттері:
а)металды қышқылсыздандыру; б)күкіртті жою; в) болаттың химиялық
Слайд 12Бүкіл кезең ішінде жүретін диффузиялық қышқылсызданудың мәні келесідей. Қышқылсыздандырғыш заттарды ұнтақ түрінде
Бүкіл кезең ішінде жүретін диффузиялық қышқылсызданудың мәні келесідей. Қышқылсыздандырғыш заттарды ұнтақ түрінде
Слайд 13Тотықсыздандыру кезеңінің соңында, қож бен металл қышқылсызданған кезде, металды оттегіге айтарлықтай химиялық
Тотықсыздандыру кезеңінің соңында, қож бен металл қышқылсызданған кезде, металды оттегіге айтарлықтай химиялық
 Административно-сервисный складской комплекс (АССК) в районе погранперехода «Козловичи»СЭЗ «Брест»
Административно-сервисный складской комплекс (АССК) в районе погранперехода «Козловичи»СЭЗ «Брест» ТК 122 «Стандарты финансовых операций»
ТК 122 «Стандарты финансовых операций» Ядовитые и Лекарственные растения
Ядовитые и Лекарственные растения Санта-Мария-деи-Мираколи Венеция
Санта-Мария-деи-Мираколи Венеция Портрет
Портрет Презентация на тему Никола Тесла (1856-1943)
Презентация на тему Никола Тесла (1856-1943) Multisensory approach to teaching English
Multisensory approach to teaching English Машиноведение
Машиноведение Понятие, содержание и признаки права
Понятие, содержание и признаки права Физические основы надежности
Физические основы надежности Балет
Балет Цунами
Цунами Лучше папы друга нет!
Лучше папы друга нет! Презентация на тему Первичная обработка рыбы
Презентация на тему Первичная обработка рыбы Переход общеобразовательных учреждений города Усолье-Сибирское на ФГОС нового поколения
Переход общеобразовательных учреждений города Усолье-Сибирское на ФГОС нового поколения Профессия моего папы - машинист буровой установки
Профессия моего папы - машинист буровой установки HEAT TRANSFER IN SILICON MICROHOTPLATE STRUCTURESЧисленный Анализ Теплопередачи в Кремниевых Микро-нагревательных Структурах
HEAT TRANSFER IN SILICON MICROHOTPLATE STRUCTURESЧисленный Анализ Теплопередачи в Кремниевых Микро-нагревательных Структурах День открытых дверей
День открытых дверей Здоровьесберегающие технологии учебного процесса
Здоровьесберегающие технологии учебного процесса Презентация на тему Характеристика политических центров Древнерусского государства
Презентация на тему Характеристика политических центров Древнерусского государства  Фон презентации. Изменение фона.
Фон презентации. Изменение фона. Гидросфера
Гидросфера Частичная репликация эксперимента по статье Фрейминг решений и психология выбора
Частичная репликация эксперимента по статье Фрейминг решений и психология выбора Золотые ворота в Древнюю Русь
Золотые ворота в Древнюю Русь УПРАВЛЯЮЩИЙ СОВЕТВ ОБРАЗОВАТЕЛЬНОМУЧРЕЖДЕНИИ:СОЗДАНИЕИ ФУНКЦИОНИРОВАНИЕ
УПРАВЛЯЮЩИЙ СОВЕТВ ОБРАЗОВАТЕЛЬНОМУЧРЕЖДЕНИИ:СОЗДАНИЕИ ФУНКЦИОНИРОВАНИЕ Министерство образования и науки Красноярского края Проекты классных руководителей Номинация: Со-бытие «Создание семейного порт
Министерство образования и науки Красноярского края Проекты классных руководителей Номинация: Со-бытие «Создание семейного порт Прямоугольный параллелепипед. Куб (5 класс)
Прямоугольный параллелепипед. Куб (5 класс) В стране не выученных уроков
В стране не выученных уроков