- Дефекты сварки и контроль качества

Содержание
- 2. Причины образования дефектов Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния: некачественная обработка стыков:
- 3. Виды дефектов сварных швов Изъяны при сварке возникают по объективным и субъективным причинам. Каждый вид металлопроката
- 4. Трещины Причина трещин – несоблюдение температурного режима. Горячие формируются при высоких температурах свыше 1100°С. Холодные при
- 5. Подрезы Подрезы – наиболее встречающиеся дефектные нарушения сварных шовных валиков: между наплавкой и деталью видны углубления.
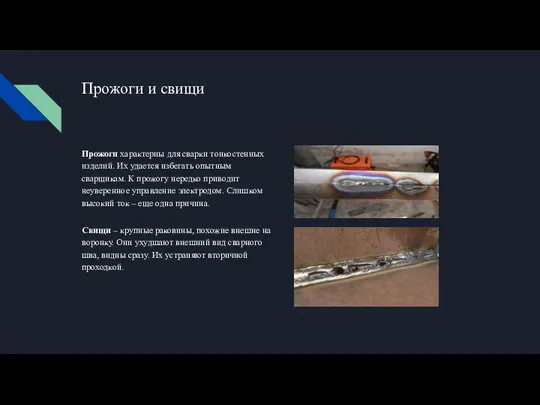
- 6. Прожоги и свищи Прожоги характерны для сварки тонкостенных изделий. Их удается избегать опытным сварщикам. К прожогу
- 7. Контроль качества сварных соединений и его виды ВИК (визуально-измерительный) – самый простой и доступный. Соединение измеряют,
- 9. Скачать презентацию
Слайд 2Причины образования дефектов
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
некачественная
Причины образования дефектов
Основные причины нарушения целостности сварных шовных валиков и зоны термовлияния:
некачественная
Слайд 3Виды дефектов сварных швов
Изъяны при сварке возникают по объективным и субъективным причинам.
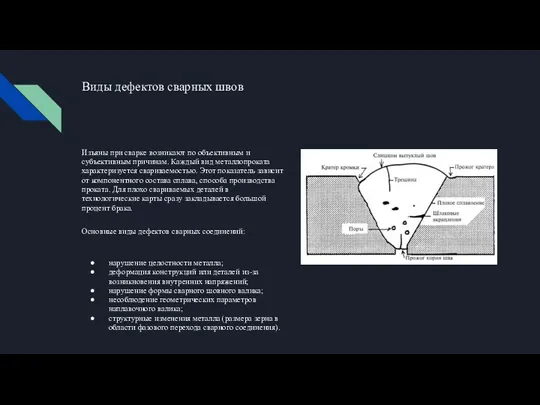
Виды дефектов сварных швов
Изъяны при сварке возникают по объективным и субъективным причинам.
Слайд 4Трещины
Причина трещин – несоблюдение температурного режима. Горячие формируются при высоких температурах свыше
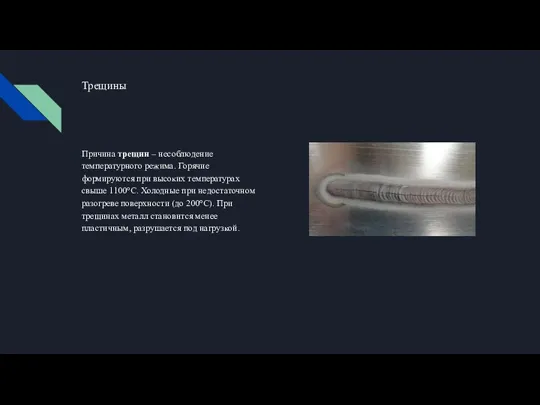
Трещины
Причина трещин – несоблюдение температурного режима. Горячие формируются при высоких температурах свыше
Слайд 5Подрезы
Подрезы – наиболее встречающиеся дефектные нарушения сварных шовных валиков: между наплавкой и
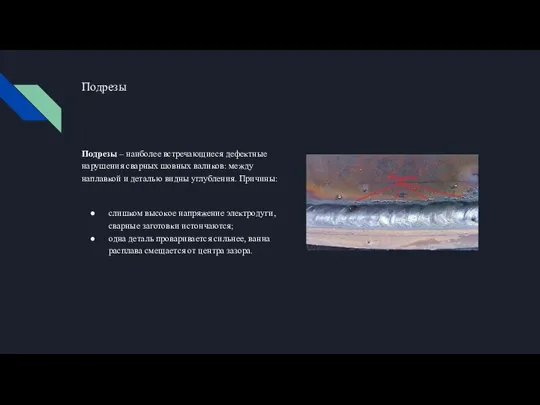
Подрезы
Подрезы – наиболее встречающиеся дефектные нарушения сварных шовных валиков: между наплавкой и
Слайд 6Прожоги и свищи
Прожоги характерны для сварки тонкостенных изделий. Их удается избегать опытным
Прожоги и свищи
Прожоги характерны для сварки тонкостенных изделий. Их удается избегать опытным
Слайд 7Контроль качества сварных соединений и его виды
ВИК (визуально-измерительный) – самый простой и
Контроль качества сварных соединений и его виды
ВИК (визуально-измерительный) – самый простой и
 Основные понятия менеджмента
Основные понятия менеджмента Базы данных
Базы данных Муниципальное образовательное учреждение «Средняя общеобразовательная школа №1» с. В. Куркужин Победитель национального проек
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №1» с. В. Куркужин Победитель национального проек Первый космонавт
Первый космонавт Сравнительная характеристика особенностей формирования образа жизни учащихся общеобразовательных учреждений города Кирова
Сравнительная характеристика особенностей формирования образа жизни учащихся общеобразовательных учреждений города Кирова Summer holidays
Summer holidays  Русский быт и предметы утвари
Русский быт и предметы утвари ЛУКАШ Лилия Анатольевна
ЛУКАШ Лилия Анатольевна Особенности развития современной политической системы
Особенности развития современной политической системы Презентация на тему Внутреннее строение насекомых
Презентация на тему Внутреннее строение насекомых Презентация на тему Папоротники
Презентация на тему Папоротники Galligani quiz
Galligani quiz Изобразительное искусство барокко
Изобразительное искусство барокко Culture and its impacts
Culture and its impacts БИБЛИОТЕКА МОСКОВСКОГО ГОСУДАРСТВЕННОГО ОБЛАСТНОГО УНИВЕРСИТЕТА
БИБЛИОТЕКА МОСКОВСКОГО ГОСУДАРСТВЕННОГО ОБЛАСТНОГО УНИВЕРСИТЕТА Культура стран. Кухня и элементы культуры
Культура стран. Кухня и элементы культуры Презентация на тему Храмы России
Презентация на тему Храмы России  Экваториальный бассейн Конго
Экваториальный бассейн Конго Институт химии силикатов РАН Санкт-Петербург, Россия 1.Наименование базовой организации: Учреждение Российской академии наук Орде
Институт химии силикатов РАН Санкт-Петербург, Россия 1.Наименование базовой организации: Учреждение Российской академии наук Орде Духи By Tais
Духи By Tais Дополнительные сервисы
Дополнительные сервисы Энергетическая политика в России имеет особое значение
Энергетическая политика в России имеет особое значение П р е д л о г и .
П р е д л о г и . Да здравствует книга
Да здравствует книга Анализ половозрастной структуры населения
Анализ половозрастной структуры населения kl._7._velikie_gumanistyдетям
kl._7._velikie_gumanistyдетям Поляризованные, комбинированные, кодовые реле. Лекция 6
Поляризованные, комбинированные, кодовые реле. Лекция 6 Презентация на тему Л.Н.Андреев. Рассказ Кусака 7 класс
Презентация на тему Л.Н.Андреев. Рассказ Кусака 7 класс