- Дуговая сварка покрытыми электродами

Содержание
- 2. Дуговая сварка покрытыми электродами Оскар Кьельберг (1870-1931) В 1904 г. О. Кьельберг основывает фирму «ЭСАБ» по
- 3. Дуговая сварка покрытыми электродами Непокрытым оставался только один конец, который вставлялся в электрододержатель и торец электрода
- 4. Дуговая сварка покрытыми электродами Существенно улучшил электродное покрытие англичанин А. Строменгер в 1911 г. Он предложил
- 5. Дуговая сварка покрытыми электродами В 1917 г. английский инженер С. Джонс получил патент, по которому на
- 6. Дуговая сварка покрытыми электродами В 1917 году американские ученые О. Андрус и Д. Стреса изобрели новый
- 7. Дуговая сварка покрытыми электродами В этом же 1925 году французские изобретатели О. Саразен и О. Монейрон
- 8. Дуговая сварка покрытыми электродами К концу 20-х годов прошлого века электроды с обмазкой содержали специальные компоненты:
- 9. Дуговая сварка покрытыми электродами Первый специализированный источник питания для сварки был разработан Н.Н. Бенардосом. Его сварочный
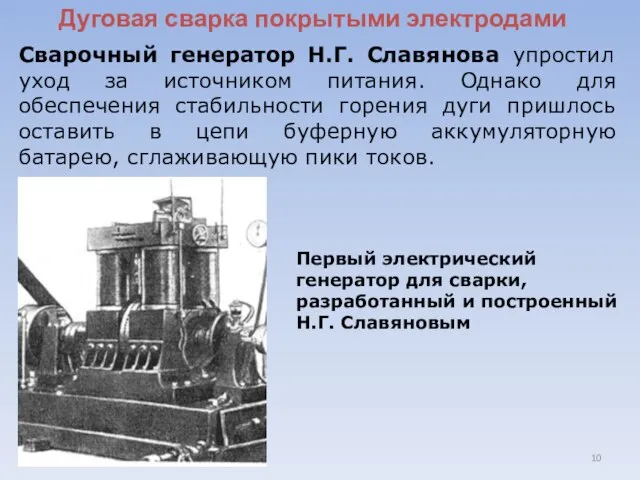
- 10. Дуговая сварка покрытыми электродами Сварочный генератор Н.Г. Славянова упростил уход за источником питания. Однако для обеспечения
- 11. Дуговая сварка покрытыми электродами Развитие сварки и электротехники привело к тому, что в первом десятилетии ХХ
- 12. Дуговая сварка покрытыми электродами Между тем электротехника в развитых странах мира уже осваивала переменный ток. Его
- 13. Дуговая сварка покрытыми электродами В 1905 г. в работе «О вольтовой дуге» В.Ф. Миткевич обосновал возможность
- 14. Дуговая сварка покрытыми электродами В середине 20-х годов ХХ в. в качестве источников питания наряду со
- 15. Дуговая сварка покрытыми электродами К концу тридцатых годов были сформулированы принципы регулирования тока в сварочных трансформаторах,
- 16. Дуговая сварка покрытыми электродами Ручная дуговая сварка все шире внедрялась в производство металлических конструкций: котлы и
- 17. Дуговая сварка покрытыми электродами Но, чем шире внедрялась дуговая сварка, тем чаще возникали отрицательные эффекты, которые
- 18. Дуговая сварка покрытыми электродами В большинстве исследовательских и заводских лабораторий изучали преимущественно механические свойства сварных соединений
- 19. Дуговая сварка покрытыми электродами Периодически мир наполняли слухи о ненадежности сварных конструкций, которые, к сожалению, базировались
- 20. Дуговая сварка покрытыми электродами В СССР и за рубежом стали создаваться сварочные научные центры, в которых
- 21. Дуговая сварка покрытыми электродами Вологдин Виктор Петрович Родился в Пермской губернии в поселке Кувинского завода. 1904
- 22. Дуговая сварка покрытыми электродами В лаборатории сварки Дальневосточного университета В.П. Вологдиным и его учениками были разработаны
- 23. Дуговая сварка покрытыми электродами В 1929 г. исследования сварных соединений и конструкций были развернуты под руководством
- 24. Дуговая сварка покрытыми электродами Г.А. Николаев (1903-1992) Николаев Георгий Александрович (1903-1992) советский ученый, академик АН СССР
- 25. Дуговая сварка покрытыми электродами Е.О. Патон (1870-1953) Патон Евгений Оскарович (1870—1953) - выдающийся ученый в области
- 26. Дуговая сварка покрытыми электродами В 1929 г. Е.О.Патон начинает заниматься вопросами электросварки. Всю оставшуюся жизнь он
- 27. Дуговая сварка покрытыми электродами В начале тридцатых годов были опубликованы работы Г.А. Николаева о влиянии сварочных
- 28. Дуговая сварка покрытыми электродами В эти же годы начала формироваться уральская школа сварщиков, у истоков создания
- 29. Дуговая сварка покрытыми электродами В середине 1928 г. Г.П. Михайлов был переведен на строительство Уралмашзавода, где
- 30. Дуговая сварка покрытыми электродами Исследования, выполненные В.П. Вологдиным, Е.О. Патоном, Г.А. Николаевым и другими специалистами по
- 31. Дуговая сварка покрытыми электродами В дальнейшем будут изучены свойства сварочного дугового разряда, его электроэнергетические особенности и
- 33. Скачать презентацию
Слайд 2Дуговая сварка покрытыми электродами
Оскар Кьельберг (1870-1931)
В 1904 г. О. Кьельберг основывает
Дуговая сварка покрытыми электродами
Оскар Кьельберг (1870-1931)
В 1904 г. О. Кьельберг основывает
Слайд 3Дуговая сварка покрытыми электродами
Непокрытым оставался только один конец, который вставлялся в электрододержатель
Дуговая сварка покрытыми электродами
Непокрытым оставался только один конец, который вставлялся в электрододержатель
Слайд 4Дуговая сварка покрытыми электродами
Существенно улучшил электродное покрытие англичанин А. Строменгер в 1911
Дуговая сварка покрытыми электродами
Существенно улучшил электродное покрытие англичанин А. Строменгер в 1911
Слайд 5Дуговая сварка покрытыми электродами
В 1917 г. английский инженер С. Джонс получил патент,
Дуговая сварка покрытыми электродами
В 1917 г. английский инженер С. Джонс получил патент,
Слайд 6Дуговая сварка покрытыми электродами
В 1917 году американские ученые О. Андрус и Д.
Дуговая сварка покрытыми электродами
В 1917 году американские ученые О. Андрус и Д.
Слайд 7Дуговая сварка покрытыми электродами
В этом же 1925 году французские изобретатели О. Саразен
Дуговая сварка покрытыми электродами
В этом же 1925 году французские изобретатели О. Саразен
Слайд 8Дуговая сварка покрытыми электродами
К концу 20-х годов прошлого века электроды с обмазкой
Дуговая сварка покрытыми электродами
К концу 20-х годов прошлого века электроды с обмазкой
Слайд 9Дуговая сварка покрытыми электродами
Первый специализированный источник питания для сварки был разработан Н.Н.
Дуговая сварка покрытыми электродами
Первый специализированный источник питания для сварки был разработан Н.Н.
Слайд 10Дуговая сварка покрытыми электродами
Сварочный генератор Н.Г. Славянова упростил уход за источником питания.
Дуговая сварка покрытыми электродами
Сварочный генератор Н.Г. Славянова упростил уход за источником питания.
Слайд 11Дуговая сварка покрытыми электродами
Развитие сварки и электротехники привело к тому, что в
Дуговая сварка покрытыми электродами
Развитие сварки и электротехники привело к тому, что в
Слайд 12Дуговая сварка покрытыми электродами
Между тем электротехника в развитых странах мира уже осваивала
Дуговая сварка покрытыми электродами
Между тем электротехника в развитых странах мира уже осваивала
Слайд 13Дуговая сварка покрытыми электродами
В 1905 г. в работе «О вольтовой дуге» В.Ф.
Дуговая сварка покрытыми электродами
В 1905 г. в работе «О вольтовой дуге» В.Ф.
Слайд 14Дуговая сварка покрытыми электродами
В середине 20-х годов ХХ в. в качестве источников
Дуговая сварка покрытыми электродами
В середине 20-х годов ХХ в. в качестве источников
Слайд 15Дуговая сварка покрытыми электродами
К концу тридцатых годов были сформулированы принципы регулирования тока
Дуговая сварка покрытыми электродами
К концу тридцатых годов были сформулированы принципы регулирования тока
Слайд 16Дуговая сварка покрытыми электродами
Ручная дуговая сварка все шире внедрялась в производство металлических
Дуговая сварка покрытыми электродами
Ручная дуговая сварка все шире внедрялась в производство металлических
Слайд 17Дуговая сварка покрытыми электродами
Но, чем шире внедрялась дуговая сварка, тем чаще возникали
Дуговая сварка покрытыми электродами
Но, чем шире внедрялась дуговая сварка, тем чаще возникали
Слайд 18Дуговая сварка покрытыми электродами
В большинстве исследовательских и заводских лабораторий изучали преимущественно механические
Дуговая сварка покрытыми электродами
В большинстве исследовательских и заводских лабораторий изучали преимущественно механические
Слайд 19Дуговая сварка покрытыми электродами
Периодически мир наполняли слухи о ненадежности сварных конструкций, которые,
Дуговая сварка покрытыми электродами
Периодически мир наполняли слухи о ненадежности сварных конструкций, которые,
Слайд 20Дуговая сварка покрытыми электродами
В СССР и за рубежом стали создаваться сварочные научные
Дуговая сварка покрытыми электродами
В СССР и за рубежом стали создаваться сварочные научные
Слайд 21Дуговая сварка покрытыми электродами
Вологдин Виктор Петрович
Родился в Пермской губернии в поселке Кувинского
Дуговая сварка покрытыми электродами
Вологдин Виктор Петрович
Родился в Пермской губернии в поселке Кувинского
Слайд 22Дуговая сварка покрытыми электродами
В лаборатории сварки Дальневосточного университета В.П. Вологдиным и его
Дуговая сварка покрытыми электродами
В лаборатории сварки Дальневосточного университета В.П. Вологдиным и его
Слайд 23Дуговая сварка покрытыми электродами
В 1929 г. исследования сварных соединений и конструкций были
Дуговая сварка покрытыми электродами
В 1929 г. исследования сварных соединений и конструкций были
Слайд 24Дуговая сварка покрытыми электродами
Г.А. Николаев (1903-1992)
Николаев Георгий Александрович (1903-1992) советский ученый, академик
Дуговая сварка покрытыми электродами
Г.А. Николаев (1903-1992)
Николаев Георгий Александрович (1903-1992) советский ученый, академик
Слайд 25Дуговая сварка покрытыми электродами
Е.О. Патон (1870-1953)
Патон Евгений Оскарович (1870—1953) - выдающийся ученый
Дуговая сварка покрытыми электродами
Е.О. Патон (1870-1953)
Патон Евгений Оскарович (1870—1953) - выдающийся ученый
Слайд 26Дуговая сварка покрытыми электродами
В 1929 г. Е.О.Патон начинает заниматься вопросами электросварки. Всю
Дуговая сварка покрытыми электродами
В 1929 г. Е.О.Патон начинает заниматься вопросами электросварки. Всю
Слайд 27Дуговая сварка покрытыми электродами
В начале тридцатых годов были опубликованы работы Г.А. Николаева
Дуговая сварка покрытыми электродами
В начале тридцатых годов были опубликованы работы Г.А. Николаева
Слайд 28Дуговая сварка покрытыми электродами
В эти же годы начала формироваться уральская школа сварщиков,
Дуговая сварка покрытыми электродами
В эти же годы начала формироваться уральская школа сварщиков,
Слайд 29Дуговая сварка покрытыми электродами
В середине 1928 г. Г.П. Михайлов был переведен на
Дуговая сварка покрытыми электродами
В середине 1928 г. Г.П. Михайлов был переведен на
Слайд 30Дуговая сварка покрытыми электродами
Исследования, выполненные В.П. Вологдиным, Е.О. Патоном, Г.А. Николаевым и
Дуговая сварка покрытыми электродами
Исследования, выполненные В.П. Вологдиным, Е.О. Патоном, Г.А. Николаевым и
Слайд 31Дуговая сварка покрытыми электродами
В дальнейшем будут изучены свойства сварочного дугового разряда, его
Дуговая сварка покрытыми электродами
В дальнейшем будут изучены свойства сварочного дугового разряда, его
 Проект:«Права и обязанности членов семьи»
Проект:«Права и обязанности членов семьи» Презентация на тему Свойства корня n-ой степени (11 класс)
Презентация на тему Свойства корня n-ой степени (11 класс) КМРСО г.Красноярск Солянкина Наталья Леонидовна Голубева Людмила Матвеевна Центр мониторинга качества образования ККИПКиППРО
КМРСО г.Красноярск Солянкина Наталья Леонидовна Голубева Людмила Матвеевна Центр мониторинга качества образования ККИПКиППРО Презентация на тему Обычаи и традиции русского народа
Презентация на тему Обычаи и традиции русского народа Система управления персоналом
Система управления персоналом Презентация на тему Великобритания: конец Викторианской эпохи
Презентация на тему Великобритания: конец Викторианской эпохи  Основные ценности городского сообщества Тольятти Докладчик: Иглин В.Б. Школа № 93. Автозаводской район Тольятти 26 декабря 2010 год
Основные ценности городского сообщества Тольятти Докладчик: Иглин В.Б. Школа № 93. Автозаводской район Тольятти 26 декабря 2010 год Лекция №10-11 (Метод Тестирования) (1)
Лекция №10-11 (Метод Тестирования) (1) Уголок потребителя
Уголок потребителя Защита Отечества — священный долг
Защита Отечества — священный долг Монархи-2017
Монархи-2017 Архитектурные элементы здания
Архитектурные элементы здания Консалтинг-центр по НИДШ
Консалтинг-центр по НИДШ Экстремизм - угроза обществу
Экстремизм - угроза обществу Прямое и переносное значение слов
Прямое и переносное значение слов Фоторяд "Дети войны"
Фоторяд "Дети войны" Инструменты, механизмы, приспособления и инвентарь для выполнения штукатурных работ
Инструменты, механизмы, приспособления и инвентарь для выполнения штукатурных работ Александр Сергеевич Пушкин
Александр Сергеевич Пушкин ОСНОВНЫЕ КОМПОНЕНТЫ И УЗЛЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ
ОСНОВНЫЕ КОМПОНЕНТЫ И УЗЛЫ ЭЛЕКТРОННЫХ УСТРОЙСТВ  Методы селекции растений 11 класс
Методы селекции растений 11 класс Музей Ф.М. Достоевского
Музей Ф.М. Достоевского  Альбом «МОЯ СЕМЬЯ»
Альбом «МОЯ СЕМЬЯ» Метеоролог
Метеоролог Каменный лес
Каменный лес Развивающая эстетика – новый предмет в школьном образовании
Развивающая эстетика – новый предмет в школьном образовании Революционное народничество: идеология, практика, последствия.
Революционное народничество: идеология, практика, последствия. 5 этап командный 15.12.2011ТУРНИРкоманд или индивидуальных участников 9-11 классов по решению «монстров С6»
5 этап командный 15.12.2011ТУРНИРкоманд или индивидуальных участников 9-11 классов по решению «монстров С6» Презентация на тему Храмы России
Презентация на тему Храмы России