- Дефекты пайки

Содержание
- 2. ЦЕЛЬ УРОКА: ИЗУЧИТЬ ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ, ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ, ПРОАНАЛИЗИРОВАТЬ И ПРЕДЛОЖИТЬ СПОСОБЫ ПРЕДОТВРАЩЕНИЯ ДАННЫХ ДЕФЕКТОВ
- 3. ВИДЫ ДЕФЕКТОВ Непропаи Флюсовые и шлаковые включения в шве Газовые пузыри (свищи), пористость пайки Разъедание поверхности
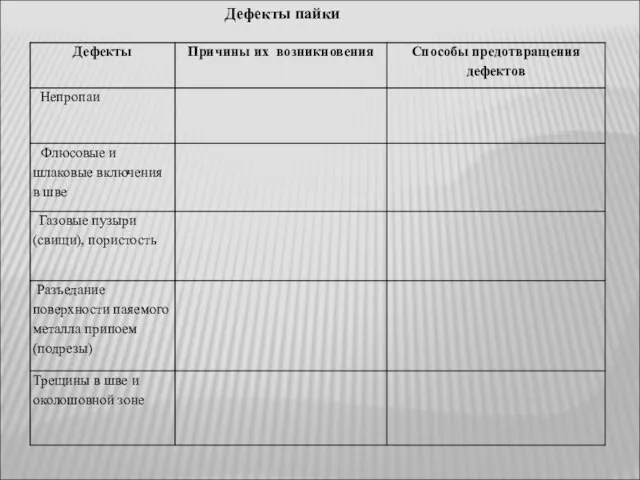
- 4. Дефекты пайки
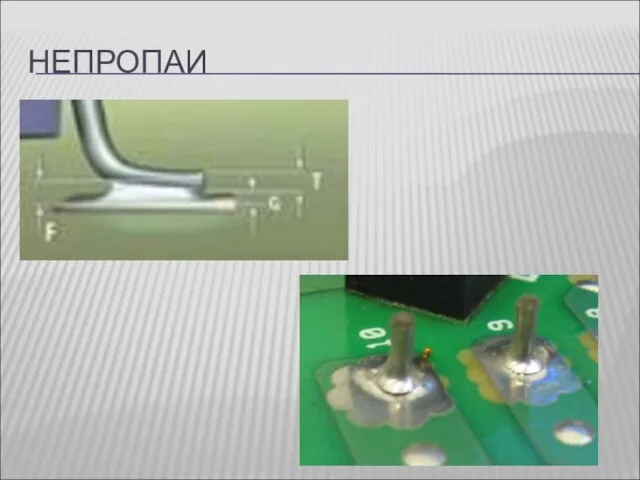
- 5. НЕПРОПАИ
- 6. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НЕПРОПАЕВ Плохое смачивание металла припоем из-за наличия оксидной пленки, малой активности флюса Низкая температура
- 7. ФЛЮСОВЫЕ И ШЛАКОВЫЕ ВКЛЮЧЕНИЯ В ШВЕ
- 8. ПРИЧИНЫ: Длительный медленный нагрев при пайке Недостаточное количество припоя Плохая подготовка поверхности
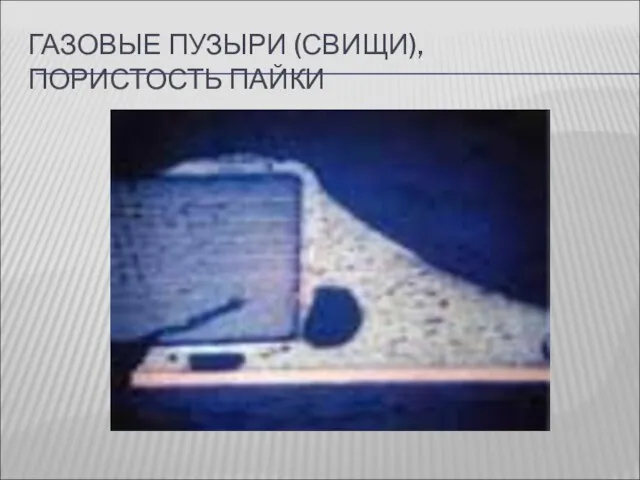
- 9. ГАЗОВЫЕ ПУЗЫРИ (СВИЩИ), ПОРИСТОСТЬ ПАЙКИ
- 10. ПРИЧИНЫ: Перегрев флюса или припоя и кипение их с выделением легко испаряющихся компонентов Слишком большой зазор
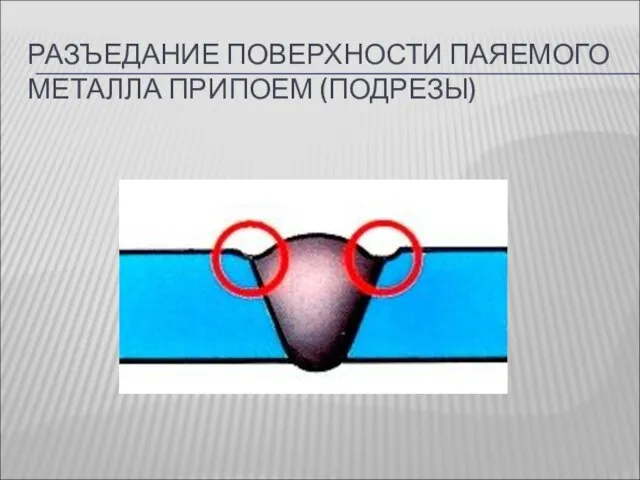
- 11. РАЗЪЕДАНИЕ ПОВЕРХНОСТИ ПАЯЕМОГО МЕТАЛЛА ПРИПОЕМ (ПОДРЕЗЫ)
- 13. Скачать презентацию
Слайд 2
ЦЕЛЬ УРОКА: ИЗУЧИТЬ ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ, ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ, ПРОАНАЛИЗИРОВАТЬ И ПРЕДЛОЖИТЬ
ЦЕЛЬ УРОКА: ИЗУЧИТЬ ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ, ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ, ПРОАНАЛИЗИРОВАТЬ И ПРЕДЛОЖИТЬ
Слайд 3ВИДЫ ДЕФЕКТОВ
Непропаи
Флюсовые и шлаковые включения в шве
Газовые пузыри (свищи), пористость пайки
Разъедание поверхности
ВИДЫ ДЕФЕКТОВ
Непропаи
Флюсовые и шлаковые включения в шве
Газовые пузыри (свищи), пористость пайки
Разъедание поверхности
Слайд 4Дефекты пайки
Дефекты пайки
Слайд 5НЕПРОПАИ
НЕПРОПАИ
Слайд 6ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НЕПРОПАЕВ
Плохое смачивание металла припоем из-за наличия оксидной пленки, малой активности
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ НЕПРОПАЕВ
Плохое смачивание металла припоем из-за наличия оксидной пленки, малой активности
Слайд 7ФЛЮСОВЫЕ И ШЛАКОВЫЕ ВКЛЮЧЕНИЯ В ШВЕ
ФЛЮСОВЫЕ И ШЛАКОВЫЕ ВКЛЮЧЕНИЯ В ШВЕ

Слайд 8ПРИЧИНЫ:
Длительный медленный нагрев при пайке
Недостаточное количество припоя
Плохая подготовка поверхности
ПРИЧИНЫ:
Длительный медленный нагрев при пайке
Недостаточное количество припоя
Плохая подготовка поверхности
Слайд 9ГАЗОВЫЕ ПУЗЫРИ (СВИЩИ), ПОРИСТОСТЬ ПАЙКИ
ГАЗОВЫЕ ПУЗЫРИ (СВИЩИ), ПОРИСТОСТЬ ПАЙКИ
Слайд 10ПРИЧИНЫ:
Перегрев флюса или припоя и кипение их с выделением легко испаряющихся компонентов
Слишком
ПРИЧИНЫ:
Перегрев флюса или припоя и кипение их с выделением легко испаряющихся компонентов
Слишком
Слайд 11РАЗЪЕДАНИЕ ПОВЕРХНОСТИ ПАЯЕМОГО МЕТАЛЛА ПРИПОЕМ (ПОДРЕЗЫ)
РАЗЪЕДАНИЕ ПОВЕРХНОСТИ ПАЯЕМОГО МЕТАЛЛА ПРИПОЕМ (ПОДРЕЗЫ)
 Клуб молодого педагога
Клуб молодого педагога Литьё под давлением
Литьё под давлением Причины и последствия конфликтов между учениками младших классов
Причины и последствия конфликтов между учениками младших классов Электромаммограф - РС
Электромаммограф - РС Мы в ответе за свою жизнь
Мы в ответе за свою жизнь Они сражались за Родину
Они сражались за Родину ГАЛЕРЕЯ ЭКСКЛЮЗИВНЫХ АКСЕССУАРОВ «БУРЖУЙ»
ГАЛЕРЕЯ ЭКСКЛЮЗИВНЫХ АКСЕССУАРОВ «БУРЖУЙ» Том Диксон
Том Диксон Презентация на тему Рисуем жирафа
Презентация на тему Рисуем жирафа Метод определения перспективной высоты уровня взгляда художника
Метод определения перспективной высоты уровня взгляда художника Интернет полезен!
Интернет полезен! Визуальное обследование и оценка технического состояния жилого дома
Визуальное обследование и оценка технического состояния жилого дома Алгоритмы биоинформатики
Алгоритмы биоинформатики Системная среда Windows
Системная среда Windows Обирай майбутнє без тютюну
Обирай майбутнє без тютюну Предупреждение чрезвычайных ситуаций
Предупреждение чрезвычайных ситуаций Физкультура - наше все!
Физкультура - наше все! Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир)
Презентация на тему It’s as an Invention (Изобретения, которые потрясли мир) Презентация проекта _Загадки космоса НЛО_
Презентация проекта _Загадки космоса НЛО_ Угрожающие нарушения ритма и проводимости
Угрожающие нарушения ритма и проводимости Корректоры для лица
Корректоры для лица Фасады магазинов
Фасады магазинов Презентация на тему Арифметическая и геометрическая прогрессии
Презентация на тему Арифметическая и геометрическая прогрессии  УЧЕБНОЕ ЗАНЯТИЕдля учеников старших классов
УЧЕБНОЕ ЗАНЯТИЕдля учеников старших классов Классификация углеводородов
Классификация углеводородов ENGLISH TENSES Времена английского глагола Present Simple
ENGLISH TENSES Времена английского глагола Present Simple Информационные технологии в журналистикеИнтернет – телевидение(IPTV)
Информационные технологии в журналистикеИнтернет – телевидение(IPTV) Иллюстрации Орби Бердслея к драме Саломея
Иллюстрации Орби Бердслея к драме Саломея