Формирование оптимального портфеля заказов в программно-техническом комплексе «Оптимизация портфеля заказов» с использование
- Формирование оптимального портфеля заказов в программно-техническом комплексе «Оптимизация портфеля заказов» с использование

Содержание
- 2. Выбор оптимального портфеля обеспечивает: получение максимальной прибыли при реализации продукции оптимальное использование производственных мощностей предприятия. Программно-технический
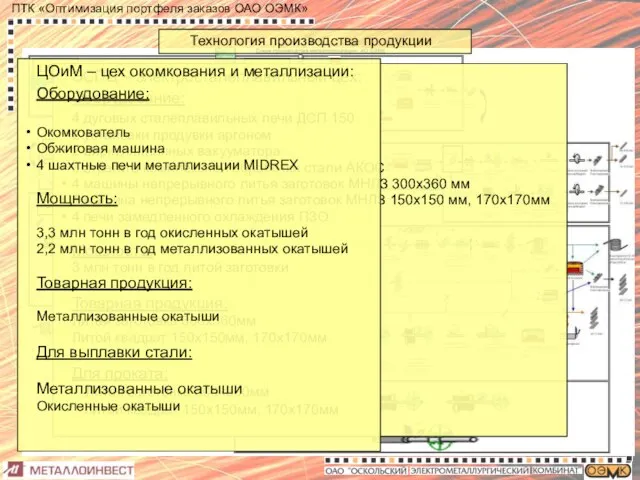
- 3. Технология производства продукции ЦОиМ ЭСПЦ СПЦ-1 СПЦ-2 ЦОП ЭСПЦ – электросталеплавильный цех: Оборудование: 4 дуговых сталеплавильных
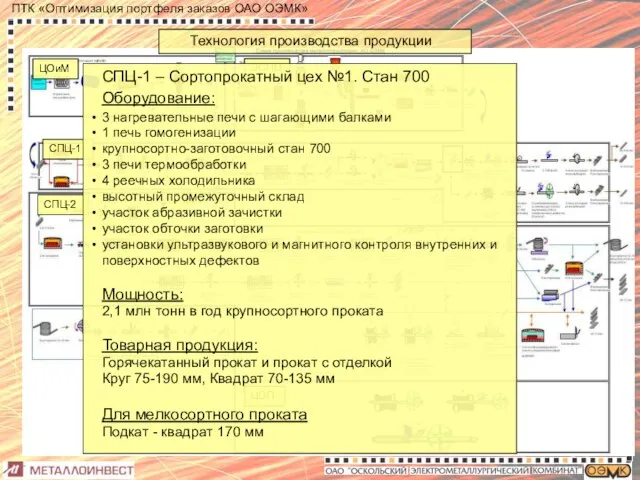
- 4. Технология производства продукции ЦОиМ ЭСПЦ СПЦ-2 ЦОП СПЦ-1 СПЦ-1 – Сортопрокатный цех №1. Стан 700 Оборудование:
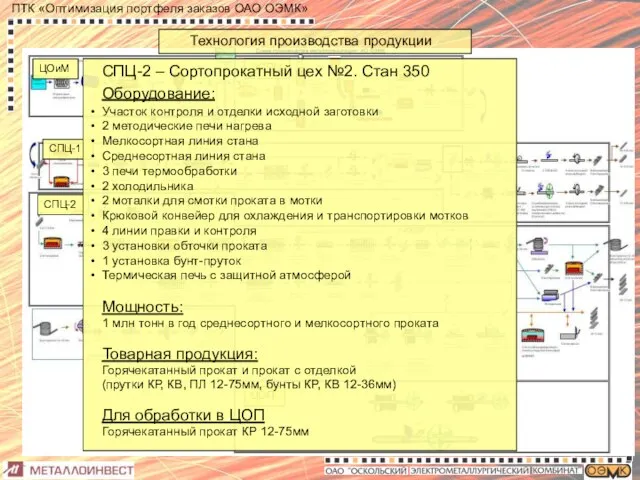
- 5. Технология производства продукции ЦОиМ ЭСПЦ ЦОП СПЦ-1 СПЦ-2 СПЦ-2 – Сортопрокатный цех №2. Стан 350 Оборудование:
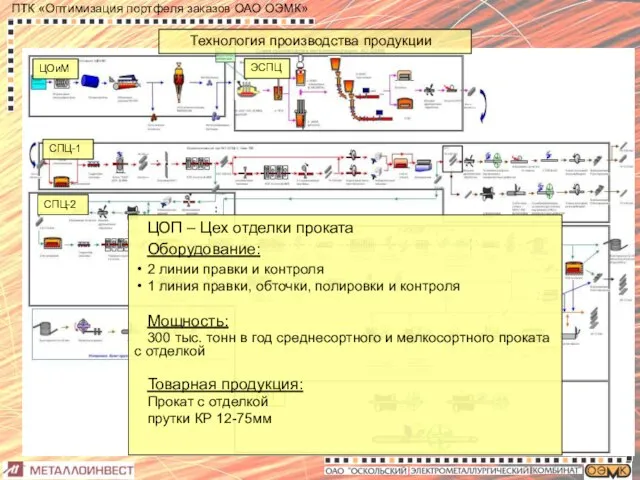
- 6. Технология производства продукции ЦОиМ ЭСПЦ СПЦ-1 СПЦ-2 ЦОП ЦОП – Цех отделки проката Оборудование: 2 линии
- 7. Необходимость разработки комплекса Большое количество предварительных заявок ~ 1000 Наличие в сортаменте малых объёмов заявок (от
- 8. Необходимость разработки комплекса В этих условиях стоит задача: Оперативно сформировать портфель заказов, реализация которого принесёт предприятию
- 9. Реализация комплекса 2 сервера - технологический и коммерческий СУБД ORACLE 10 – база данных для хранения
- 10. Формирование исходных данных Алгоритм процесса оптимизации портфеля заказов основан на информации, всесторонне описывающей процесс производства продукции
- 11. Оптимизатор Коммерческая служба УК, УЭП Предварительные заявки Описание технологии Справочники производительностей Нормы расхода Техническое управление Плановые
- 12. Справочники производительностей По всем технологическим агрегатам специалистами ТУ ведутся значения производительностей в зависимости от параметров продукции
- 13. Описание технологии По каждой предварительной заявке прорабатывается и описывается технология производства с указанием всех технологических агрегатов.
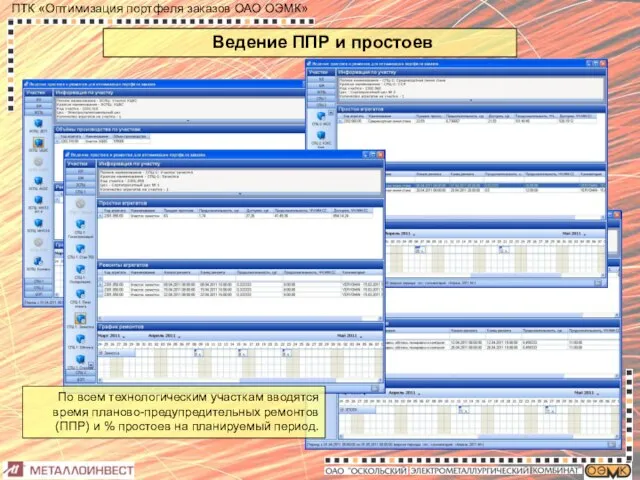
- 14. Ведение ППР и простоев По всем технологическим участкам вводятся время планово-предупредительных ремонтов (ППР) и % простоев
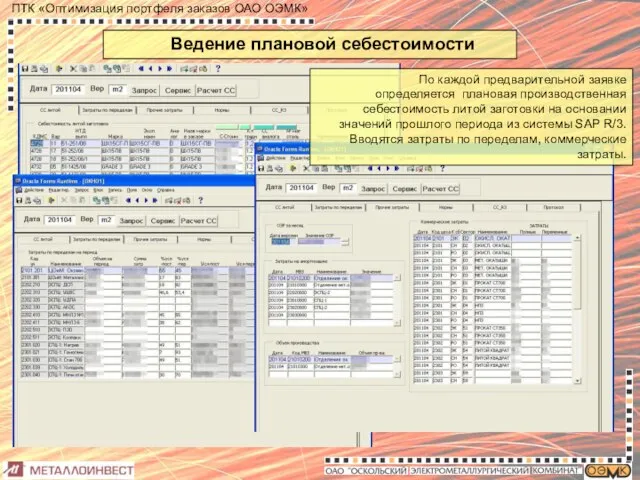
- 15. Ведение плановой себестоимости По каждой предварительной заявке определяется плановая производственная себестоимость литой заготовки на основании значений
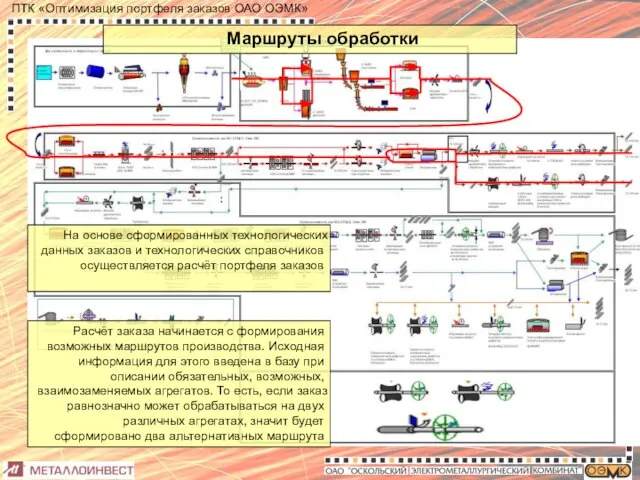
- 16. Маршруты обработки На основе сформированных технологических данных заказов и технологических справочников осуществляется расчёт портфеля заказов Расчёт
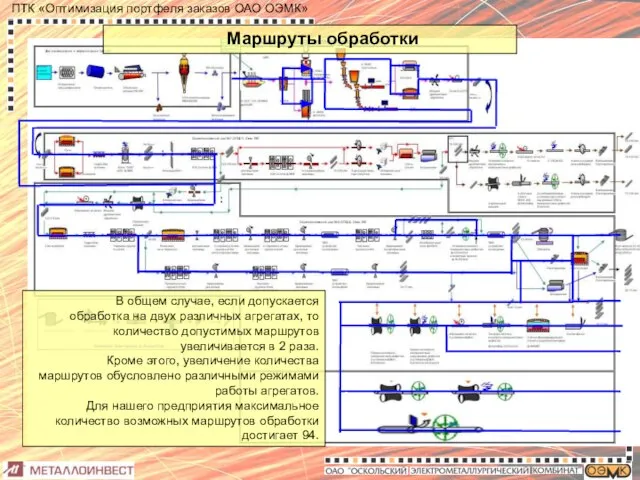
- 17. Маршруты обработки В общем случае, если допускается обработка на двух различных агрегатах, то количество допустимых маршрутов
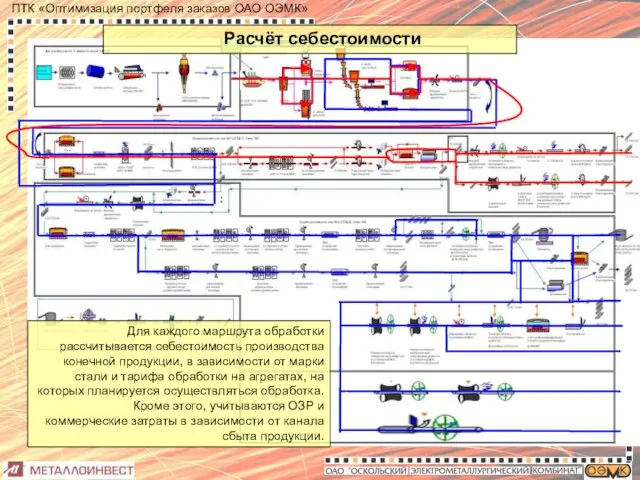
- 18. Расчёт себестоимости Для каждого маршрута обработки рассчитывается себестоимость производства конечной продукции, в зависимости от марки стали
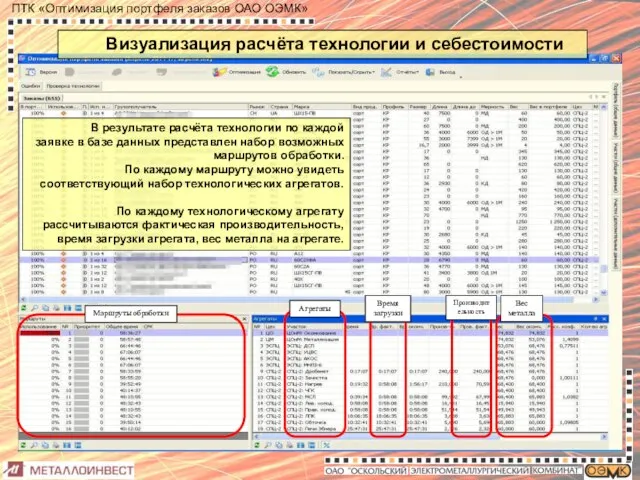
- 19. Визуализация расчёта технологии и себестоимости В результате расчёта технологии по каждой заявке в базе данных представлен
- 20. Ввод цены реализации по продукции По окончании ввода исходных технологических данных и расчёта технологии по предварительным
- 21. Оптимизация портфеля заказов Задачей процесса оптимизации является выбор заказов из набора заявок, портфель которых обеспечивает максимальное
- 22. Оптимизация на основе симплекс-метода В программно-техническом комплексе реализован механизм оптимизации на основе симплекс – метода. Суть
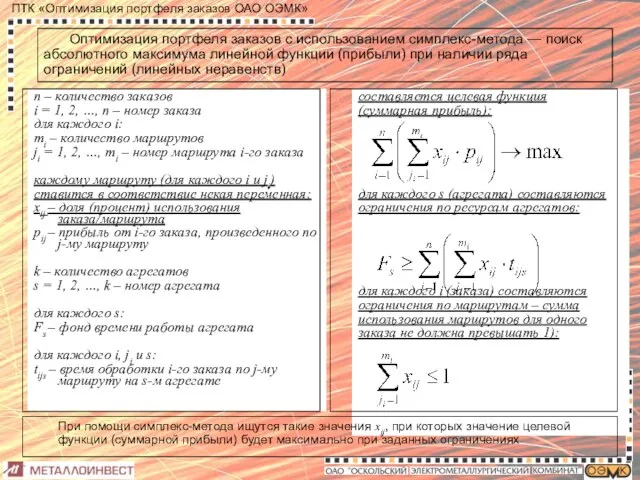
- 23. составляется целевая функция (суммарная прибыль): для каждого s (агрегата) составляются ограничения по ресурсам агрегатов: для каждого
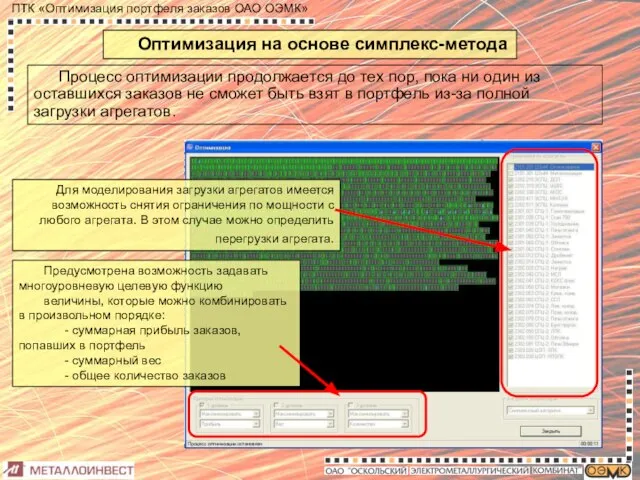
- 24. Оптимизация на основе симплекс-метода Процесс оптимизации продолжается до тех пор, пока ни один из оставшихся заказов
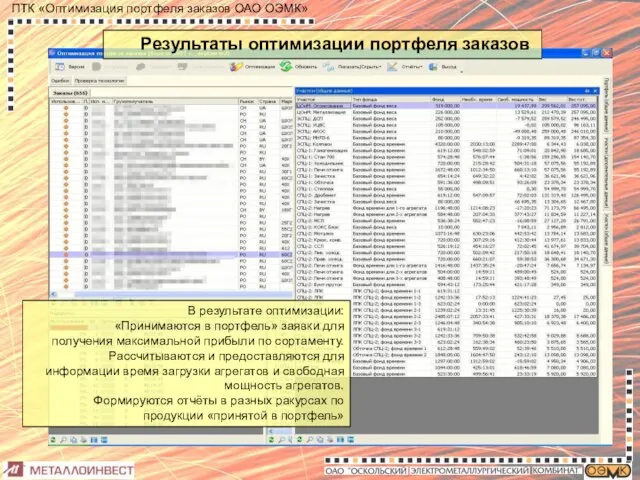
- 25. Результаты оптимизации портфеля заказов В результате оптимизации: «Принимаются в портфель» заявки для получения максимальной прибыли по
- 27. Скачать презентацию
Слайд 2Выбор оптимального портфеля обеспечивает:
получение максимальной прибыли при реализации продукции
оптимальное использование производственных мощностей
Выбор оптимального портфеля обеспечивает:
получение максимальной прибыли при реализации продукции
оптимальное использование производственных мощностей
Слайд 3Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЭСПЦ – электросталеплавильный цех:
Оборудование:
4 дуговых сталеплавильных печи ДСП
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЭСПЦ – электросталеплавильный цех:
Оборудование:
4 дуговых сталеплавильных печи ДСП
Слайд 4Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-2
ЦОП
СПЦ-1
СПЦ-1 – Сортопрокатный цех №1. Стан 700
Оборудование:
3
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-2
ЦОП
СПЦ-1
СПЦ-1 – Сортопрокатный цех №1. Стан 700
Оборудование:
3
Слайд 5Технология производства продукции
ЦОиМ
ЭСПЦ
ЦОП
СПЦ-1
СПЦ-2
СПЦ-2 – Сортопрокатный цех №2. Стан
Технология производства продукции
ЦОиМ
ЭСПЦ
ЦОП
СПЦ-1
СПЦ-2
СПЦ-2 – Сортопрокатный цех №2. Стан
Слайд 6Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЦОП – Цех отделки проката
Оборудование:
2
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЦОП – Цех отделки проката
Оборудование:
2
Слайд 7Необходимость разработки комплекса
Большое количество предварительных заявок ~ 1000
Наличие в сортаменте малых объёмов
Необходимость разработки комплекса
Большое количество предварительных заявок ~ 1000
Наличие в сортаменте малых объёмов
Слайд 8Необходимость разработки комплекса
В этих условиях стоит задача:
Оперативно сформировать портфель заказов, реализация
Необходимость разработки комплекса
В этих условиях стоит задача:
Оперативно сформировать портфель заказов, реализация
Слайд 9Реализация комплекса
2 сервера - технологический и коммерческий
СУБД ORACLE 10 – база данных
Реализация комплекса
2 сервера - технологический и коммерческий
СУБД ORACLE 10 – база данных
Слайд 10Формирование исходных данных
Алгоритм процесса оптимизации портфеля заказов основан на информации, всесторонне описывающей
Формирование исходных данных
Алгоритм процесса оптимизации портфеля заказов основан на информации, всесторонне описывающей
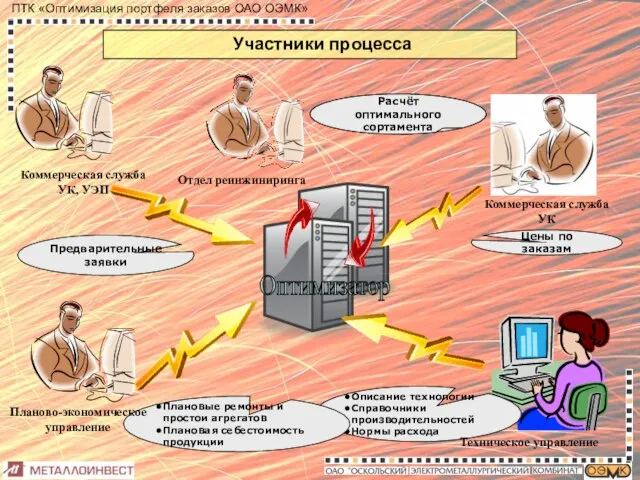
Слайд 11Оптимизатор
Коммерческая служба УК, УЭП
Предварительные заявки
Описание технологии
Справочники производительностей
Нормы расхода
Техническое управление
Плановые ремонты
Оптимизатор
Коммерческая служба УК, УЭП
Предварительные заявки
Описание технологии
Справочники производительностей
Нормы расхода
Техническое управление
Плановые ремонты
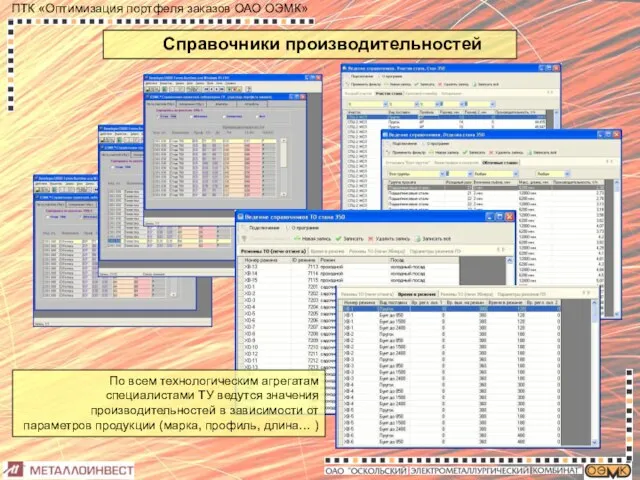
Слайд 12Справочники производительностей
По всем технологическим агрегатам специалистами ТУ ведутся значения производительностей в зависимости
Справочники производительностей
По всем технологическим агрегатам специалистами ТУ ведутся значения производительностей в зависимости
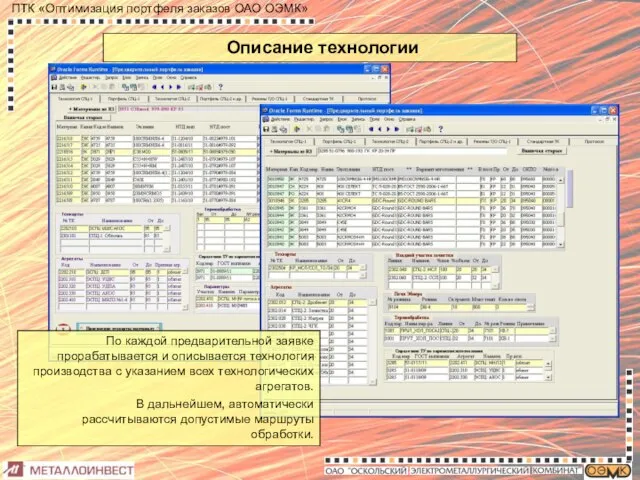
Слайд 13Описание технологии
По каждой предварительной заявке прорабатывается и описывается технология производства с указанием
Описание технологии
По каждой предварительной заявке прорабатывается и описывается технология производства с указанием
Слайд 14Ведение ППР и простоев
По всем технологическим участкам вводятся время планово-предупредительных ремонтов (ППР)
Ведение ППР и простоев
По всем технологическим участкам вводятся время планово-предупредительных ремонтов (ППР)
Слайд 15Ведение плановой себестоимости
По каждой предварительной заявке определяется плановая производственная себестоимость литой заготовки
Ведение плановой себестоимости
По каждой предварительной заявке определяется плановая производственная себестоимость литой заготовки
Слайд 16Маршруты обработки
На основе сформированных технологических данных заказов и технологических справочников осуществляется расчёт
Маршруты обработки
На основе сформированных технологических данных заказов и технологических справочников осуществляется расчёт
Слайд 17Маршруты обработки
В общем случае, если допускается обработка на двух различных агрегатах, то
Маршруты обработки
В общем случае, если допускается обработка на двух различных агрегатах, то
Слайд 18Расчёт себестоимости
Для каждого маршрута обработки рассчитывается себестоимость производства конечной продукции, в зависимости
Расчёт себестоимости
Для каждого маршрута обработки рассчитывается себестоимость производства конечной продукции, в зависимости
Слайд 19Визуализация расчёта технологии и себестоимости
В результате расчёта технологии по каждой заявке в
Визуализация расчёта технологии и себестоимости
В результате расчёта технологии по каждой заявке в
Слайд 20Ввод цены реализации по продукции
По окончании ввода исходных технологических данных и расчёта
Ввод цены реализации по продукции
По окончании ввода исходных технологических данных и расчёта
Слайд 21Оптимизация портфеля заказов
Задачей процесса оптимизации является выбор заказов из набора заявок, портфель
Оптимизация портфеля заказов
Задачей процесса оптимизации является выбор заказов из набора заявок, портфель
Слайд 22Оптимизация на основе симплекс-метода
В программно-техническом комплексе реализован механизм оптимизации на основе симплекс
Оптимизация на основе симплекс-метода
В программно-техническом комплексе реализован механизм оптимизации на основе симплекс
Слайд 23составляется целевая функция
(суммарная прибыль):
для каждого s (агрегата) составляются
ограничения по ресурсам агрегатов:
для каждого
составляется целевая функция
(суммарная прибыль):
для каждого s (агрегата) составляются
ограничения по ресурсам агрегатов:
для каждого
Слайд 24Оптимизация на основе симплекс-метода
Процесс оптимизации продолжается до тех пор, пока ни один
Оптимизация на основе симплекс-метода
Процесс оптимизации продолжается до тех пор, пока ни один
Слайд 25Результаты оптимизации портфеля заказов
В результате оптимизации:
«Принимаются в портфель» заявки для получения
Результаты оптимизации портфеля заказов
В результате оптимизации:
«Принимаются в портфель» заявки для получения
 Праздник Светлой Пасхи
Праздник Светлой Пасхи Презентация на тему Проект "Полетели в космос"
Презентация на тему Проект "Полетели в космос" Проще чем одолжить деньги у Родственников !
Проще чем одолжить деньги у Родственников ! ID- карта
ID- карта Проблемы разработки и внедрения административного регламента оказания государственных и муниципальных услуг в сфере предоставл
Проблемы разработки и внедрения административного регламента оказания государственных и муниципальных услуг в сфере предоставл Расчёт и выбор конструкции кожухотрубного теплообменного аппарата
Расчёт и выбор конструкции кожухотрубного теплообменного аппарата Недетские проблемы детского чтения
Недетские проблемы детского чтения Столица Великобритании
Столица Великобритании Государственное Бюджетное Образовательное Учреждение города Москвы детский сад № 1590
Государственное Бюджетное Образовательное Учреждение города Москвы детский сад № 1590 Эффективная реклама в соц. медиа
Эффективная реклама в соц. медиа Влияние компьютерных игр на психику подростков
Влияние компьютерных игр на психику подростков Всеобщая история архитектуры Рим
Всеобщая история архитектуры Рим  Чтение слов и предложений с изученными буквами
Чтение слов и предложений с изученными буквами ОБЗОР ПРОДУКЦИИ
ОБЗОР ПРОДУКЦИИ Презентация на тему Решение иррациональных уравнений
Презентация на тему Решение иррациональных уравнений Презентация на тему Плоскостопие у детей и взрослых
Презентация на тему Плоскостопие у детей и взрослых  Хлебопекарные формы для выпечки хлеба
Хлебопекарные формы для выпечки хлеба Неравенство доходов в обществе
Неравенство доходов в обществе ROSS 2012 (Russian Open Source Summit) Приветствие к участникам ROSS 2012 от НП РУССОФТ 12 апреля 2012 года, Москва Валентин Макаров Президент Ассоциации.
ROSS 2012 (Russian Open Source Summit) Приветствие к участникам ROSS 2012 от НП РУССОФТ 12 апреля 2012 года, Москва Валентин Макаров Президент Ассоциации. Символ года 2021 - бычок. Конкурс поделок
Символ года 2021 - бычок. Конкурс поделок Плоскость, касательная к поверхности, нормаль поверхности. Лекция 8
Плоскость, касательная к поверхности, нормаль поверхности. Лекция 8 Понятие и виды юридической ответственности
Понятие и виды юридической ответственности Презентация на тему Электронная проводимость металлов
Презентация на тему Электронная проводимость металлов
 Как скоморох масленицу встречал
Как скоморох масленицу встречал Почерк
Почерк НЕСУЩИЙ ОСТОВ ЗДАНИЯ
НЕСУЩИЙ ОСТОВ ЗДАНИЯ Программы утилиты
Программы утилиты День именинника
День именинника