- Газопрессовая сварка

Содержание
- 2. Сущность процесса газопрессовой сварки состоит в том, что изделия, подлежащие соединению, нагреваются пламенем многосопловых горелок и
- 3. Область применения Для стыков стальных трубопроводов для газа и нефти; Для сварки рельсового стыка.
- 4. Способы газопрессовой сварки соединение в пластическом состоянии - (рис. а) при сварке в пластическом состоянии к
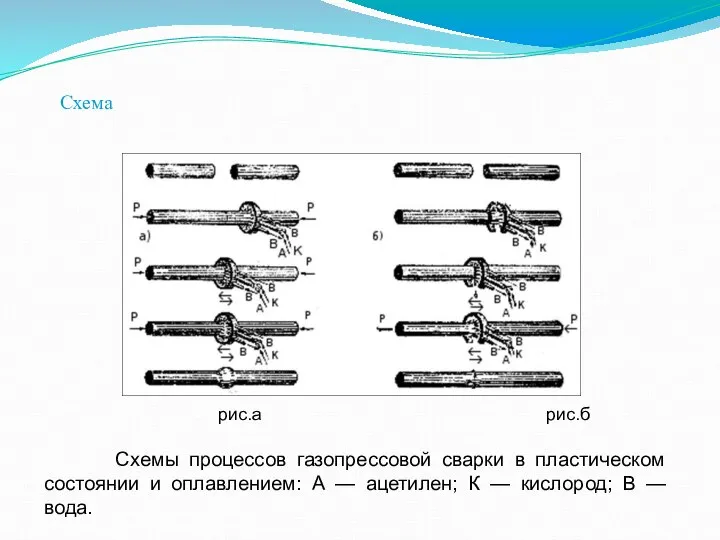
- 5. Схема рис.а рис.б Схемы процессов газопрессовой сварки в пластическом состоянии и оплавлением: А — ацетилен; К
- 6. Оборудование Для газопрессовой сварки применяются установки, состоящие из следующих основных частей: 1) станка с механизмами для
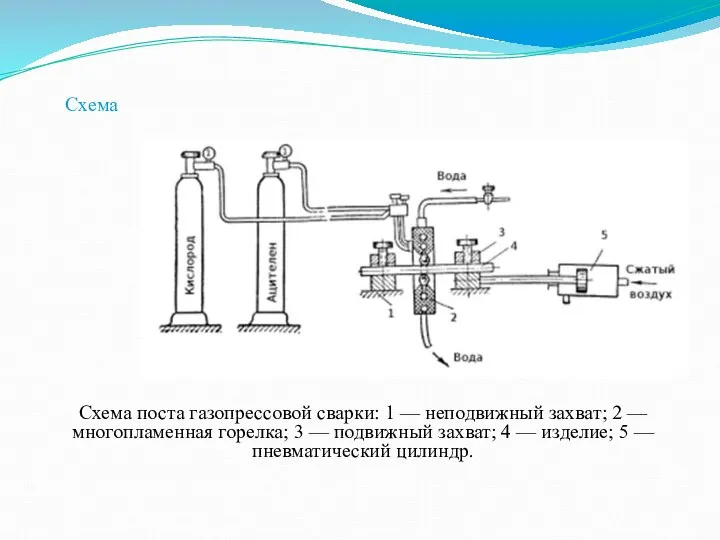
- 7. Схема Схема поста газопрессовой сварки: 1 — неподвижный захват; 2 — многопламенная горелка; 3 — подвижный
- 8. Горелки - служат для равномерного нагрева свариваемых изделий. Горелки делятся на: торцовые и подковообразные (служащие для
- 9. Схема многопламенной горелки Для большой устойчивости пламени, горелки питаются ацетиленом высокого давления и во избежание перегрева
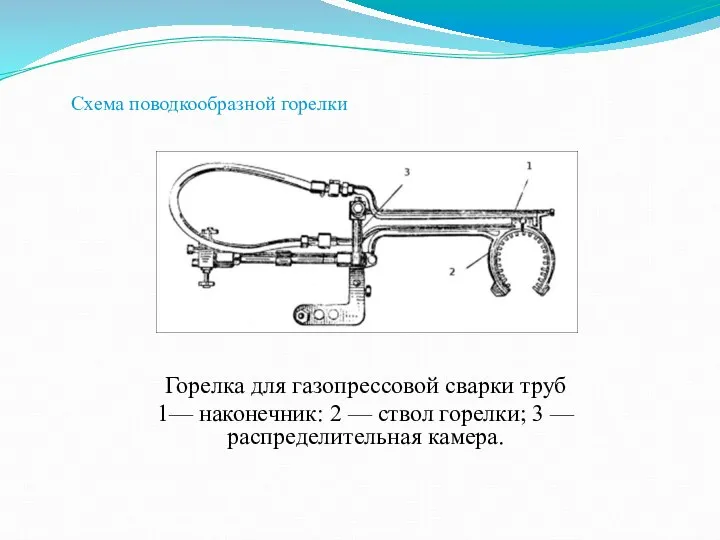
- 10. Схема поводкообразной горелки Горелка для газопрессовой сварки труб 1— наконечник: 2 — ствол горелки; 3 —
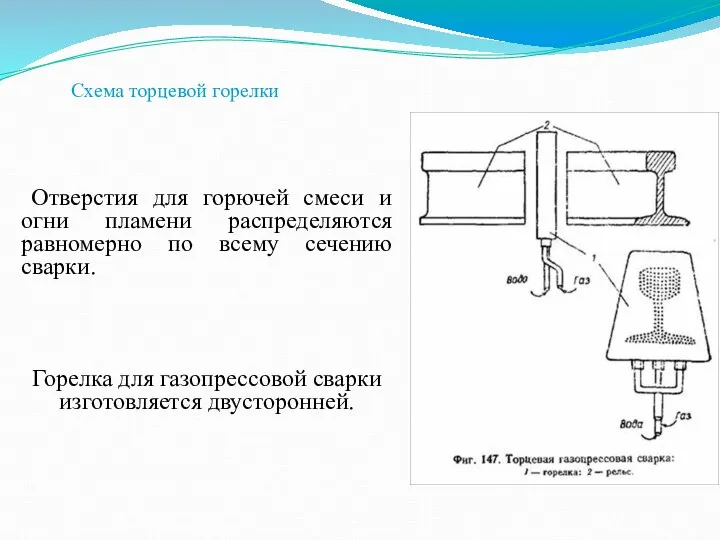
- 11. Схема торцевой горелки Отверстия для горючей смеси и огни пламени распределяются равномерно по всему сечению сварки.
- 12. Особенность Время нагрева стыка не зависит от диаметра трубы, а лишь от толщины её стенки. Это
- 13. Достоинства высокое качество сварных соединений, отсутствие необходимости в присадочном материале и мощных источников электроэнергии, возможность использования
- 14. Недостатки неравномерность нагрева изделия по сечению при сварке в пластическом состоянии, более низкая производительность по сравнению
- 15. Параметры режима температура нагрева (1200 — 1300º); мощность горелки (1,5 — 2 л/час на 1 мм2
- 17. Скачать презентацию
Слайд 2 Сущность процесса газопрессовой сварки состоит в том, что изделия, подлежащие соединению, нагреваются пламенем
Сущность процесса газопрессовой сварки состоит в том, что изделия, подлежащие соединению, нагреваются пламенем
Слайд 3Область применения
Для стыков стальных трубопроводов для газа и нефти;
Для сварки рельсового стыка.
Область применения
Для стыков стальных трубопроводов для газа и нефти;
Для сварки рельсового стыка.
Слайд 4Способы газопрессовой сварки
соединение в пластическом состоянии - (рис. а) при сварке в
Способы газопрессовой сварки
соединение в пластическом состоянии - (рис. а) при сварке в
Слайд 5Схема
рис.а рис.б
Схемы процессов газопрессовой сварки в пластическом состоянии и
Схема
рис.а рис.б
Схемы процессов газопрессовой сварки в пластическом состоянии и
Слайд 6Оборудование
Для газопрессовой сварки применяются установки, состоящие из следующих основных частей:
1) станка
Оборудование
Для газопрессовой сварки применяются установки, состоящие из следующих основных частей:
1) станка
Слайд 7Схема
Схема поста газопрессовой сварки: 1 — неподвижный захват; 2 — многопламенная горелка;
Схема
Схема поста газопрессовой сварки: 1 — неподвижный захват; 2 — многопламенная горелка;
Слайд 8Горелки
- служат для равномерного нагрева свариваемых изделий.
Горелки делятся на:
торцовые
Горелки
- служат для равномерного нагрева свариваемых изделий.
Горелки делятся на:
торцовые
Слайд 9Схема многопламенной горелки
Для большой устойчивости пламени, горелки питаются ацетиленом высокого давления и
Схема многопламенной горелки
Для большой устойчивости пламени, горелки питаются ацетиленом высокого давления и

Слайд 10Схема поводкообразной горелки
Горелка для газопрессовой сварки труб
1— наконечник: 2 — ствол горелки;
Схема поводкообразной горелки
Горелка для газопрессовой сварки труб
1— наконечник: 2 — ствол горелки;
Слайд 11Схема торцевой горелки
Отверстия для горючей смеси и огни пламени распределяются
Схема торцевой горелки
Отверстия для горючей смеси и огни пламени распределяются
Слайд 12Особенность
Время нагрева стыка не зависит от диаметра трубы, а лишь от
Особенность
Время нагрева стыка не зависит от диаметра трубы, а лишь от
Слайд 13Достоинства
высокое качество сварных соединений,
отсутствие необходимости в присадочном материале и мощных источников
Достоинства
высокое качество сварных соединений,
отсутствие необходимости в присадочном материале и мощных источников
Слайд 14Недостатки
неравномерность нагрева изделия по сечению при сварке в пластическом состоянии,
более низкая производительность
Недостатки
неравномерность нагрева изделия по сечению при сварке в пластическом состоянии,
более низкая производительность
Слайд 15Параметры режима
температура нагрева (1200 — 1300º);
мощность горелки (1,5 — 2 л/час
Параметры режима
температура нагрева (1200 — 1300º);
мощность горелки (1,5 — 2 л/час
 м. Буськ, вул.Надсяння
м. Буськ, вул.Надсяння Seoul
Seoul Правила постановки и реализации цели
Правила постановки и реализации цели Идея образовательного кластера
Идея образовательного кластера Арисова
Арисова КОМПАНИЯ EURORESEARCH AND CONSULTING ЕВРОРЕСЕЧ И КОНСАЛТИНГ
КОМПАНИЯ EURORESEARCH AND CONSULTING ЕВРОРЕСЕЧ И КОНСАЛТИНГ ООО СПК «ЮНИТИ РЕ»
ООО СПК «ЮНИТИ РЕ» Красота природы в эпоксидной смоле
Красота природы в эпоксидной смоле Техническое регулирование: вчера, сегодня, завтра
Техническое регулирование: вчера, сегодня, завтра http://www.comp-mgpu.ru
http://www.comp-mgpu.ru Маркетинговые исследования города
Маркетинговые исследования города Управление запасами в логистике. Выбор варианта поставок
Управление запасами в логистике. Выбор варианта поставок Влияние факторов внешней среды на микроорганизмы
Влияние факторов внешней среды на микроорганизмы 5 класс. Кубановедение
5 класс. Кубановедение 20140414_chernobylskaya_katastrofa
20140414_chernobylskaya_katastrofa Индия и Китай в древности (10 класс)
Индия и Китай в древности (10 класс) Решение линейных уравнений с параметром
Решение линейных уравнений с параметром Бажов Каменный цветок
Бажов Каменный цветок Интеллектуальная игра Знатоки спорта
Интеллектуальная игра Знатоки спорта Город City
Город City Проект концепции информатизации здравоохранения Астраханской области
Проект концепции информатизации здравоохранения Астраханской области Жёлтый блокнот
Жёлтый блокнот Московский Кремль Интерактивная интеллектуальная игра
Московский Кремль Интерактивная интеллектуальная игра Social and personality development and types of play pre-school years
Social and personality development and types of play pre-school years  Конкурсный отбор площадок на статус ФИП в 2012 году Сайт http://fip.kpmo.ru А.К.Белолуцкая, заместитель директора АНО «Институт проблем обр
Конкурсный отбор площадок на статус ФИП в 2012 году Сайт http://fip.kpmo.ru А.К.Белолуцкая, заместитель директора АНО «Институт проблем обр Факторы, влиящие на поведение потребителя
Факторы, влиящие на поведение потребителя ПРОГРАММНО-ТЕХНИЧЕСКИЙ КОМПЛЕКСавтоматизированной системы управлениярежимами, энергетической эффективностью, эксплуатационн
ПРОГРАММНО-ТЕХНИЧЕСКИЙ КОМПЛЕКСавтоматизированной системы управлениярежимами, энергетической эффективностью, эксплуатационн Непредельные углеводороды. Алкены
Непредельные углеводороды. Алкены