Инжиниринговый центр «Информатизация литейного производства» Наш Е-mail: [email protected]@cad.vstu.ru
- Инжиниринговый центр «Информатизация литейного производства» Наш Е-mail: [email protected]@cad.vstu.ru

Содержание
- 2. Уважаемые коллеги! Предлагаем пакет компьютерных программ, позволяющий: - снизить до минимума брак отливок; - моделировать режимы
- 3. 1. Атлас литейных дефектов Чугун и сталь 2. Интегрированная аналитическая система повышения качества 3. Моделирование газового
- 4. Информацию о системах Вы можете получить по тел. 8(8442) 23 42 46, 23 35 47, д.
- 6. Вашему вниманию предлагается информация по Автоматизированной системе «Атлас литейных дефектов». Реальный пример: на крупном заводе, производящем
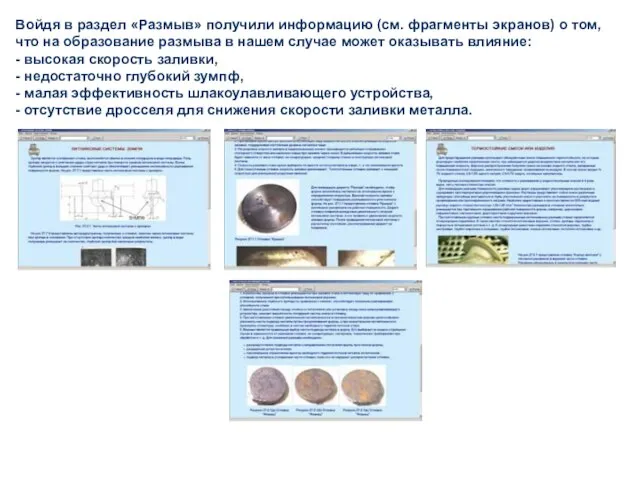
- 7. Войдя в раздел «Размыв» получили информацию (см. фрагменты экранов) о том, что на образование размыва в
- 8. Проанализировав литниковую систему существующей технологии (с учетом полученной из «Атласа» информации), обратили внимание, что заливка осуществлялась
- 10. Предлагаем Вам информацию о новой Экспертной системе, где мы намерены раскрыть небольшую часть того полезного, что
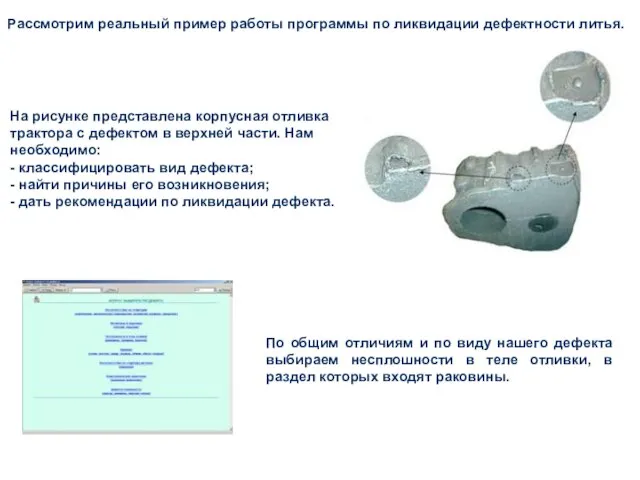
- 11. Рассмотрим реальный пример работы программы по ликвидации дефектности литья. На рисунке представлена корпусная отливка трактора с
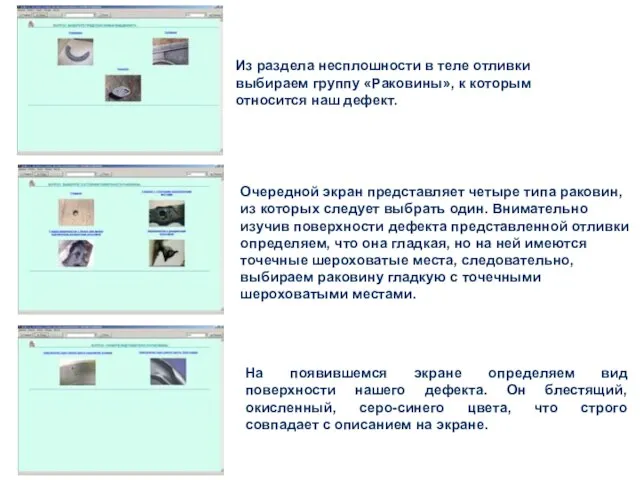
- 12. Из раздела несплошности в теле отливки выбираем группу «Раковины», к которым относится наш дефект. Очередной экран
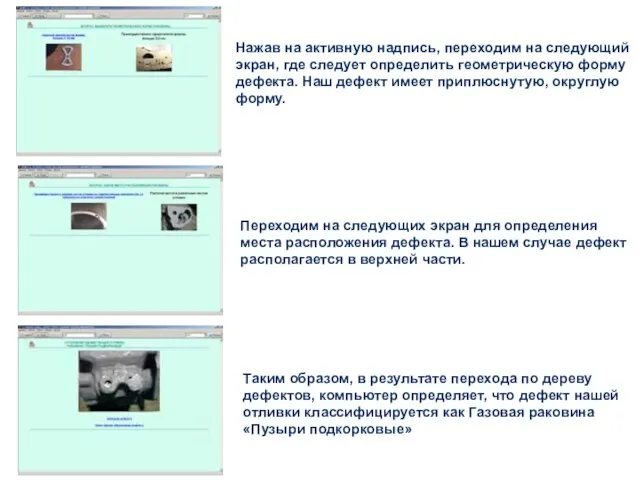
- 13. Нажав на активную надпись, переходим на следующий экран, где следует определить геометрическую форму дефекта. Наш дефект
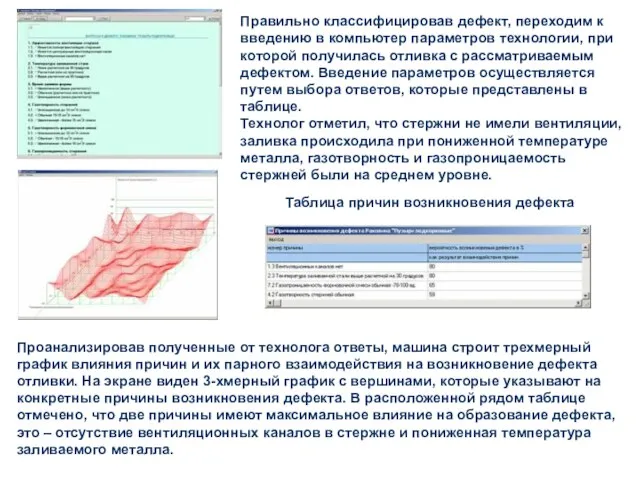
- 14. Правильно классифицировав дефект, переходим к введению в компьютер параметров технологии, при которой получилась отливка с рассматриваемым
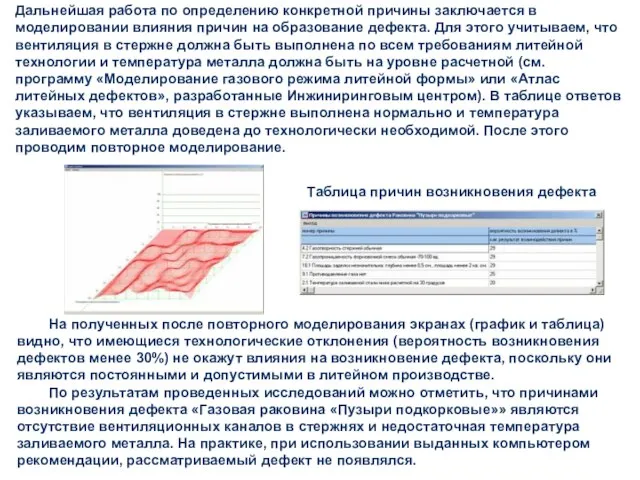
- 15. Дальнейшая работа по определению конкретной причины заключается в моделировании влияния причин на образование дефекта. Для этого
- 17. Предлагаем Вам информацию о автоматизированной системе «Моделирование газового режима литейной формы», где мы намерены раскрыть небольшую
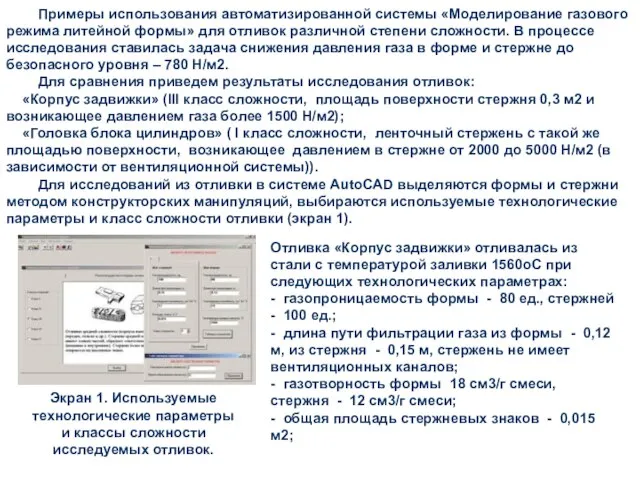
- 18. Примеры использования автоматизированной системы «Моделирование газового режима литейной формы» для отливок различной степени сложности. В процессе
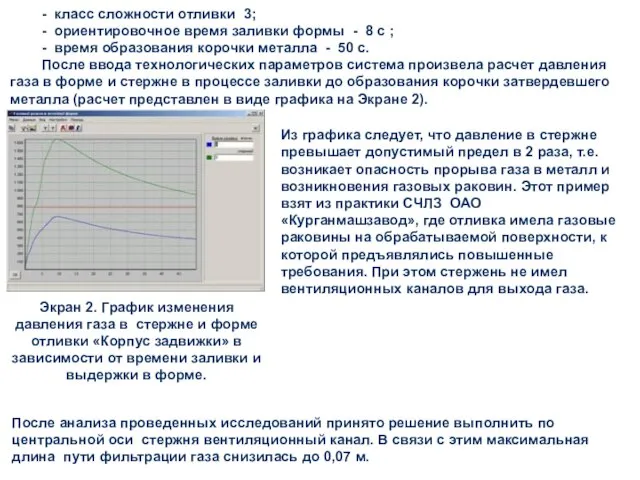
- 19. - класс сложности отливки 3; - ориентировочное время заливки формы - 8 с ; - время
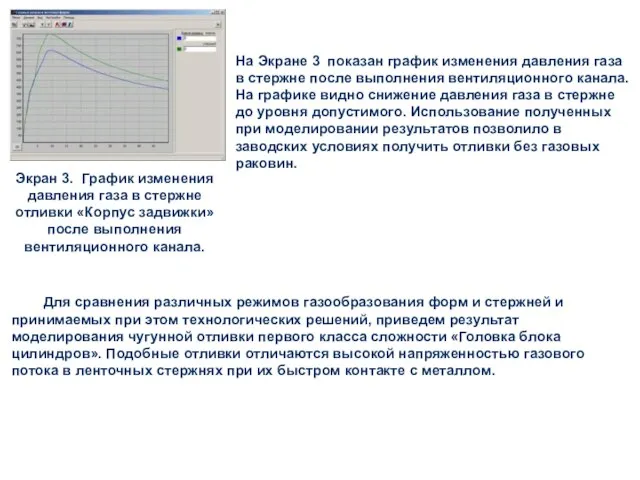
- 20. Экран 3. График изменения давления газа в стержне отливки «Корпус задвижки» после выполнения вентиляционного канала. На
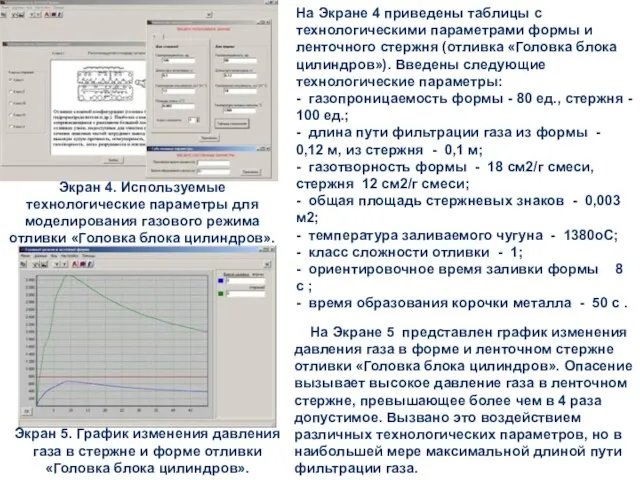
- 21. На Экране 4 приведены таблицы с технологическими параметрами формы и ленточного стержня (отливка «Головка блока цилиндров»).
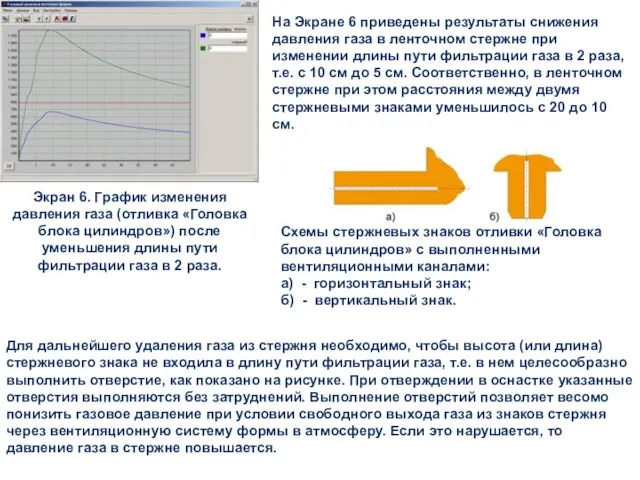
- 22. Экран 6. График изменения давления газа (отливка «Головка блока цилиндров») после уменьшения длины пути фильтрации газа
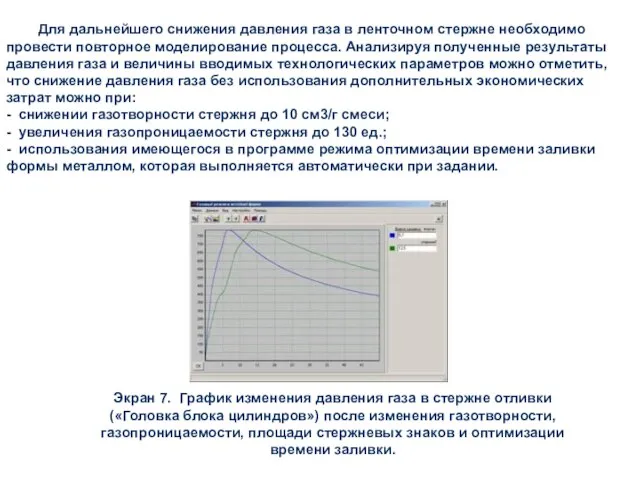
- 23. Экран 7. График изменения давления газа в стержне отливки («Головка блока цилиндров») после изменения газотворности, газопроницаемости,
- 24. Представленные изменения технологических параметров реальны и легко выполнимы. Моделирование газообразования с измененными технологическими параметрами (Экран 7)
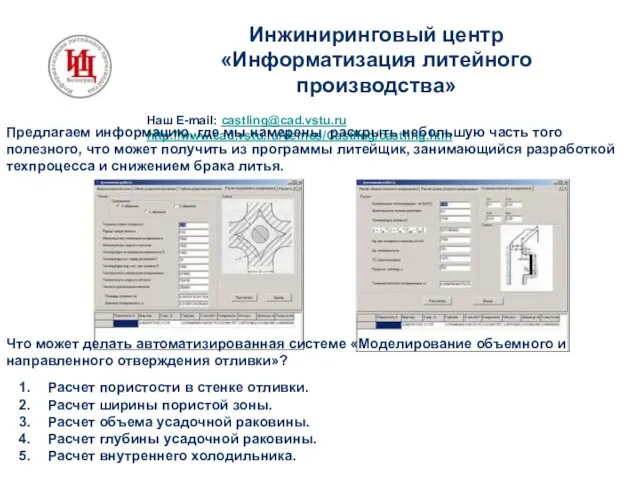
- 26. Предлагаем информацию, где мы намерены раскрыть небольшую часть того полезного, что может получить из программы литейщик,
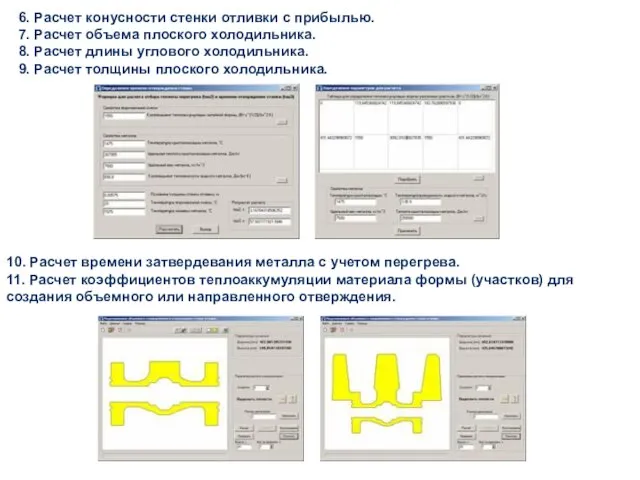
- 27. 6. Расчет конусности стенки отливки с прибылью. 7. Расчет объема плоского холодильника. 8. Расчет длины углового
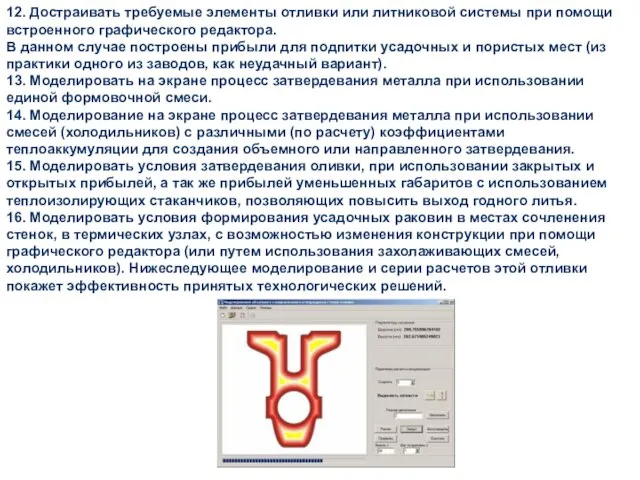
- 28. 12. Достраивать требуемые элементы отливки или литниковой системы при помощи встроенного графического редактора. В данном случае
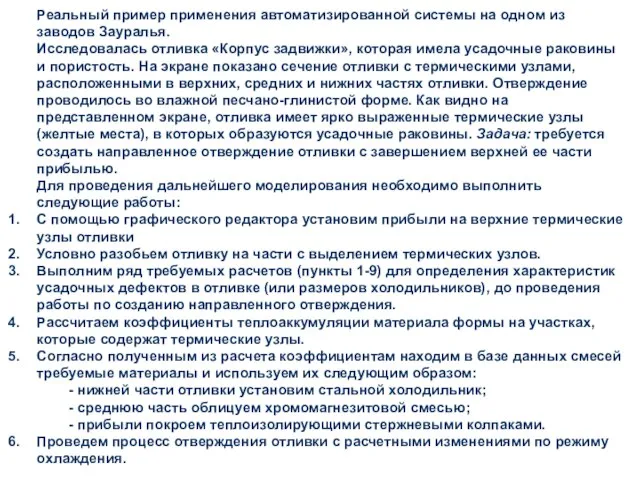
- 29. Реальный пример применения автоматизированной системы на одном из заводов Зауралья. Исследовалась отливка «Корпус задвижки», которая имела
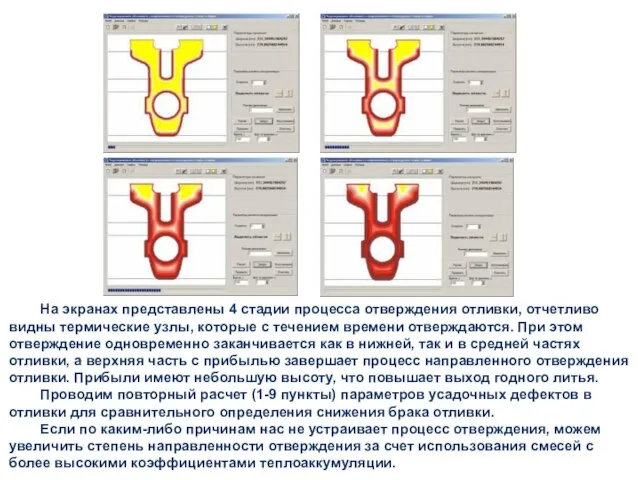
- 30. На экранах представлены 4 стадии процесса отверждения отливки, отчетливо видны термические узлы, которые с течением времени
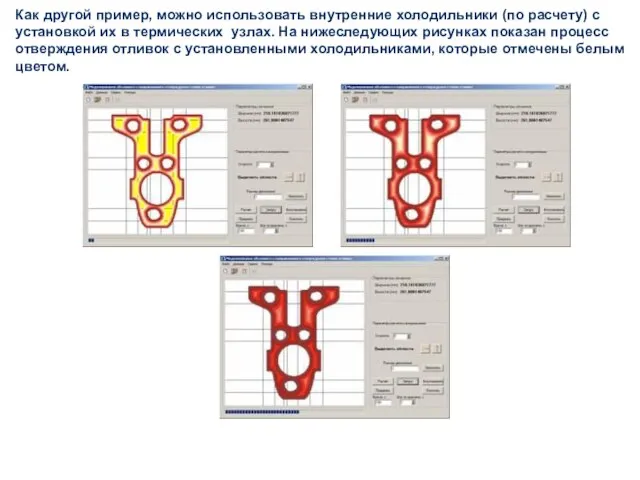
- 31. Как другой пример, можно использовать внутренние холодильники (по расчету) с установкой их в термических узлах. На
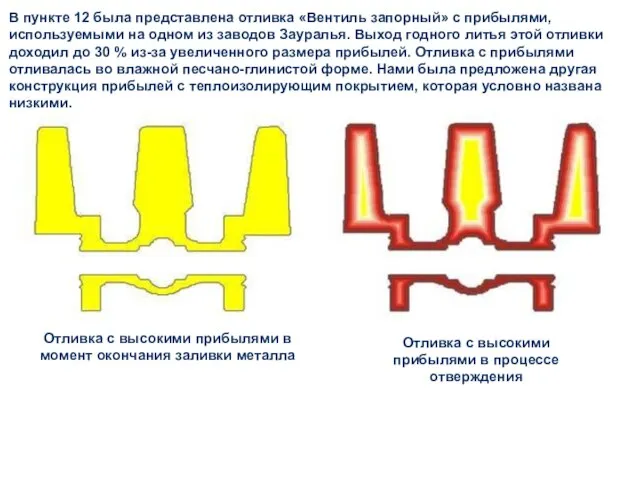
- 32. В пункте 12 была представлена отливка «Вентиль запорный» с прибылями, используемыми на одном из заводов Зауралья.
- 33. Здесь раньше была большая прибыль Здесь раньше была большая прибыль Сечение отливки с новой конструкцией прибылей,
- 34. Вывод. Что же дает рассмотренная программа литейщикам? Снизить или полностью ликвидировать брак литья по усадочным раковинам
- 35. Предлагаем «Автоматизированный расчет литниковой системы», где мы намерены раскрыть удобство для технолога при проектировании литниковой системы.
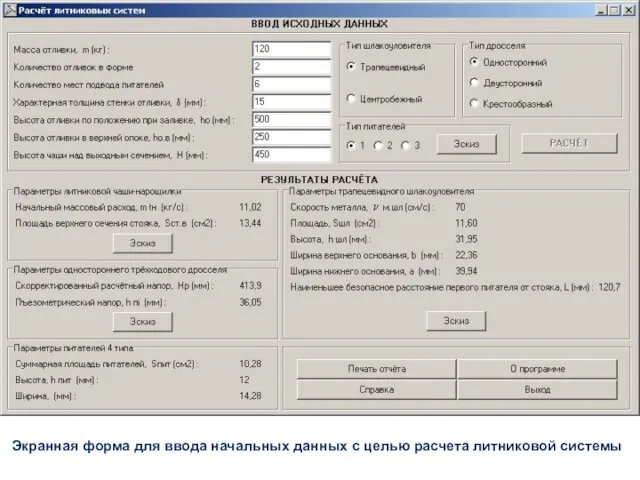
- 36. Экранная форма для ввода начальных данных с целью расчета литниковой системы
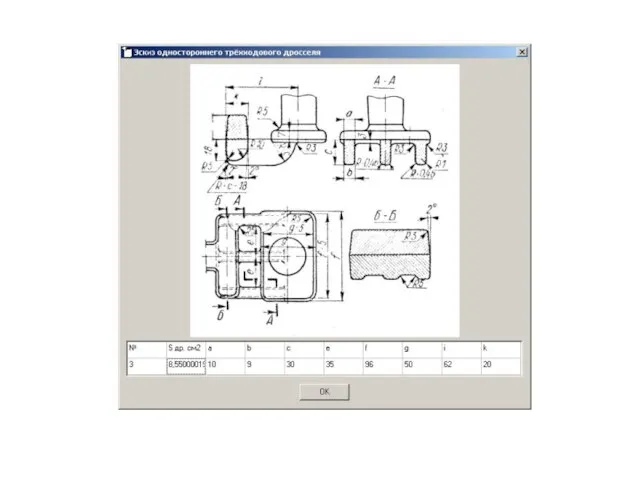
- 37. Эскизная форма выдачи чертежей элементов литниковой системы
- 39. Двух и трехмерные чертежи, сгенерированные в системе AutoCAD
- 43. Скачать презентацию
Слайд 2Уважаемые коллеги!
Предлагаем пакет компьютерных программ, позволяющий:
- снизить до минимума брак отливок;
- моделировать
Уважаемые коллеги!
Предлагаем пакет компьютерных программ, позволяющий:
- снизить до минимума брак отливок;
- моделировать
Слайд 3
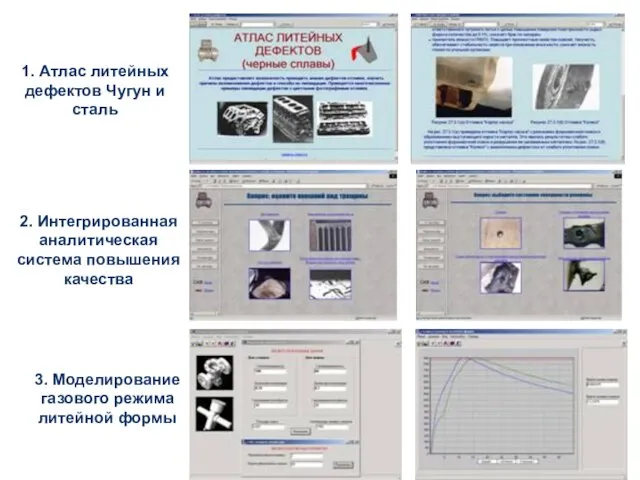
1. Атлас литейных дефектов Чугун и сталь
2.
1. Атлас литейных дефектов Чугун и сталь
2.
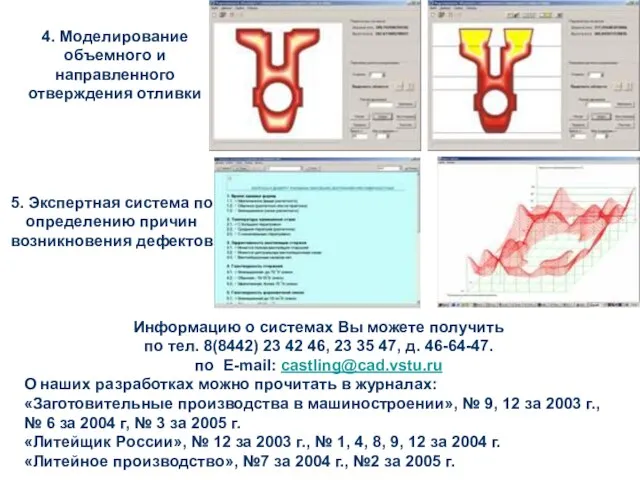
Слайд 4Информацию о системах Вы можете получить
по тел. 8(8442) 23 42 46,
Информацию о системах Вы можете получить
по тел. 8(8442) 23 42 46,
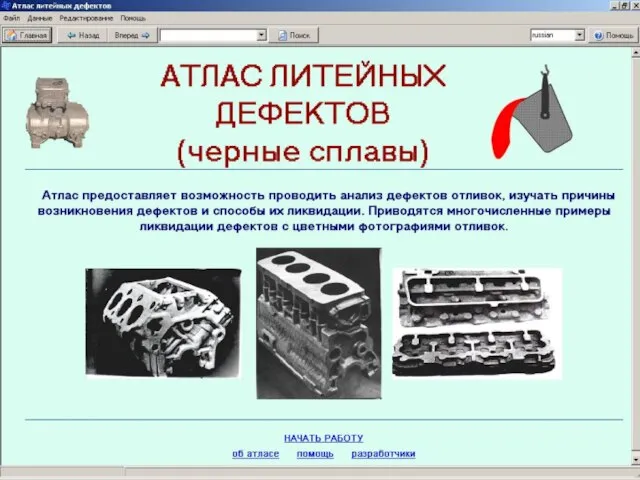
Слайд 6Вашему вниманию предлагается информация по Автоматизированной системе «Атлас литейных дефектов».
Реальный пример: на
Вашему вниманию предлагается информация по Автоматизированной системе «Атлас литейных дефектов».
Реальный пример: на
Слайд 7Войдя в раздел «Размыв» получили информацию (см. фрагменты экранов) о том, что
Войдя в раздел «Размыв» получили информацию (см. фрагменты экранов) о том, что
Слайд 8 Проанализировав литниковую систему существующей технологии (с учетом полученной из «Атласа» информации), обратили
Проанализировав литниковую систему существующей технологии (с учетом полученной из «Атласа» информации), обратили
Слайд 10 Предлагаем Вам информацию о новой Экспертной системе, где мы намерены раскрыть небольшую
Предлагаем Вам информацию о новой Экспертной системе, где мы намерены раскрыть небольшую
Слайд 11Рассмотрим реальный пример работы программы по ликвидации дефектности литья.
На рисунке представлена корпусная
Рассмотрим реальный пример работы программы по ликвидации дефектности литья.
На рисунке представлена корпусная
Слайд 12Из раздела несплошности в теле отливки выбираем группу «Раковины», к которым относится
Из раздела несплошности в теле отливки выбираем группу «Раковины», к которым относится
Слайд 13Нажав на активную надпись, переходим на следующий экран, где следует определить геометрическую
Нажав на активную надпись, переходим на следующий экран, где следует определить геометрическую
Слайд 14Правильно классифицировав дефект, переходим к введению в компьютер параметров технологии, при которой
Правильно классифицировав дефект, переходим к введению в компьютер параметров технологии, при которой
Слайд 15Дальнейшая работа по определению конкретной причины заключается в моделировании влияния причин на
Дальнейшая работа по определению конкретной причины заключается в моделировании влияния причин на
Слайд 17Предлагаем Вам информацию о автоматизированной системе «Моделирование газового режима литейной формы», где
Предлагаем Вам информацию о автоматизированной системе «Моделирование газового режима литейной формы», где
Слайд 18 Примеры использования автоматизированной системы «Моделирование газового режима литейной формы» для отливок различной
Примеры использования автоматизированной системы «Моделирование газового режима литейной формы» для отливок различной
Слайд 19- класс сложности отливки 3;
- ориентировочное время заливки формы - 8
- класс сложности отливки 3;
- ориентировочное время заливки формы - 8
Слайд 20Экран 3. График изменения давления газа в стержне отливки «Корпус задвижки» после
Экран 3. График изменения давления газа в стержне отливки «Корпус задвижки» после
Слайд 21На Экране 4 приведены таблицы с технологическими параметрами формы и ленточного стержня
На Экране 4 приведены таблицы с технологическими параметрами формы и ленточного стержня
Слайд 22Экран 6. График изменения давления газа (отливка «Головка блока цилиндров») после уменьшения
Экран 6. График изменения давления газа (отливка «Головка блока цилиндров») после уменьшения
Слайд 23Экран 7. График изменения давления газа в стержне отливки («Головка блока цилиндров»)
Экран 7. График изменения давления газа в стержне отливки («Головка блока цилиндров»)
Слайд 24 Представленные изменения технологических параметров реальны и легко выполнимы. Моделирование газообразования с измененными
Представленные изменения технологических параметров реальны и легко выполнимы. Моделирование газообразования с измененными
Слайд 26Предлагаем информацию, где мы намерены раскрыть небольшую часть того полезного, что может
Предлагаем информацию, где мы намерены раскрыть небольшую часть того полезного, что может
Слайд 276. Расчет конусности стенки отливки с прибылью.
7. Расчет объема плоского холодильника.
6. Расчет конусности стенки отливки с прибылью.
7. Расчет объема плоского холодильника.
Слайд 2812. Достраивать требуемые элементы отливки или литниковой системы при помощи встроенного графического
12. Достраивать требуемые элементы отливки или литниковой системы при помощи встроенного графического
Слайд 29 Реальный пример применения автоматизированной системы на одном из заводов Зауралья.
Исследовалась отливка «Корпус
Реальный пример применения автоматизированной системы на одном из заводов Зауралья.
Исследовалась отливка «Корпус
Слайд 30
На экранах представлены 4 стадии процесса отверждения отливки, отчетливо видны
На экранах представлены 4 стадии процесса отверждения отливки, отчетливо видны
Слайд 31Как другой пример, можно использовать внутренние холодильники (по расчету) с установкой их
Как другой пример, можно использовать внутренние холодильники (по расчету) с установкой их
Слайд 32В пункте 12 была представлена отливка «Вентиль запорный» с прибылями, используемыми на
В пункте 12 была представлена отливка «Вентиль запорный» с прибылями, используемыми на
Слайд 33Здесь раньше была большая прибыль
Здесь раньше была большая прибыль
Сечение отливки с новой
Здесь раньше была большая прибыль
Здесь раньше была большая прибыль
Сечение отливки с новой
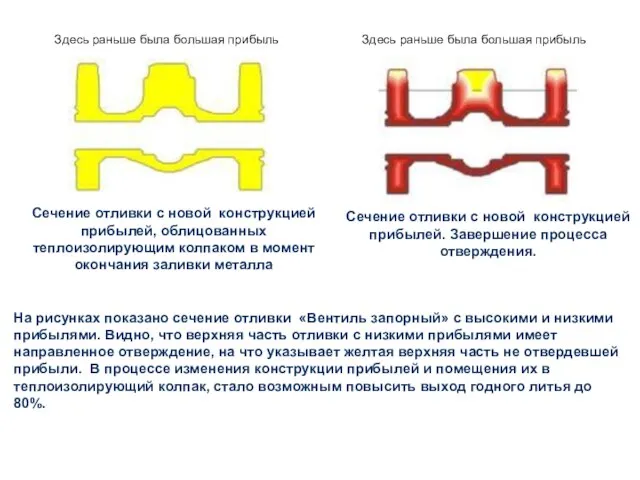
Слайд 34Вывод. Что же дает рассмотренная программа литейщикам?
Снизить или полностью ликвидировать брак
Вывод. Что же дает рассмотренная программа литейщикам?
Снизить или полностью ликвидировать брак
Слайд 35 Предлагаем «Автоматизированный расчет литниковой системы», где мы намерены раскрыть удобство для технолога
Предлагаем «Автоматизированный расчет литниковой системы», где мы намерены раскрыть удобство для технолога
Слайд 36Экранная форма для ввода начальных данных с целью расчета литниковой системы
Экранная форма для ввода начальных данных с целью расчета литниковой системы
Слайд 37Эскизная форма выдачи чертежей элементов литниковой системы
Эскизная форма выдачи чертежей элементов литниковой системы

Слайд 39Двух и трехмерные чертежи, сгенерированные в системе AutoCAD
Двух и трехмерные чертежи, сгенерированные в системе AutoCAD
 Спор об атрибуции и позитивизме
Спор об атрибуции и позитивизме Оборотные средства предприятия. Состав и структура оборотных средств
Оборотные средства предприятия. Состав и структура оборотных средств О Гаршине Всеволоде.Михайловиче.
О Гаршине Всеволоде.Михайловиче. АНКОРПерспектива есть
АНКОРПерспектива есть Синь России
Синь России Receiving the Patient
Receiving the Patient Сокращение дробей.
Сокращение дробей. Моя специальность – экономист
Моя специальность – экономист Мастер – класспо применению техники изготовления цветов в различных разделах предмета « Обслуживающий труд»
Мастер – класспо применению техники изготовления цветов в различных разделах предмета « Обслуживающий труд» Работы в технике мятой бумаги
Работы в технике мятой бумаги Портрет в графике
Портрет в графике Монголо-татары
Монголо-татары Презентация на тему Природа
Презентация на тему Природа Основные типы микропроцессоров
Основные типы микропроцессоров ООО Озон пром-тех. Бытовые и производственные озонаторы воздуха, воды
ООО Озон пром-тех. Бытовые и производственные озонаторы воздуха, воды Цветовые палитры для регионов. Атом-кутюр Советск, Неман
Цветовые палитры для регионов. Атом-кутюр Советск, Неман Родительское собрание по поводу свободного выбора модуля для изучения курса ОРКСЭ в 4 классе
Родительское собрание по поводу свободного выбора модуля для изучения курса ОРКСЭ в 4 классе Кулинария 5 классБутерброды. Горячие напитки.
Кулинария 5 классБутерброды. Горячие напитки. Методы управления ЖК-Дисплеем
Методы управления ЖК-Дисплеем Наш Музей
Наш Музей PrezentatsiaPolSotsKakNauka_47756d46308aa74ea26f4dfd71dc9754
PrezentatsiaPolSotsKakNauka_47756d46308aa74ea26f4dfd71dc9754 Презентация на тему Способы тепловой кулинарной обработки
Презентация на тему Способы тепловой кулинарной обработки Уже в продаже
Уже в продаже Кулинарные изыски
Кулинарные изыски Безотзывные вклады
Безотзывные вклады «М. А. Шолохов. Жизнь, творчество, личность».
«М. А. Шолохов. Жизнь, творчество, личность». Водородная связь
Водородная связь Накопительные программы
Накопительные программы