- Испытания, эксплуатация,техническое обслуживание металлорежущего оборудования

Содержание
- 2. Эксплуатация металлорежущего оборудования Консервация и упаковка Транспортировка Установка и монтаж Наладка и настройка Уход и обслуживание
- 3. Консервация и упаковка -производится для предохранения станков,,приспособлений, принадлежностей и инструмента от механических, физико-химических воздействий при транспортировании
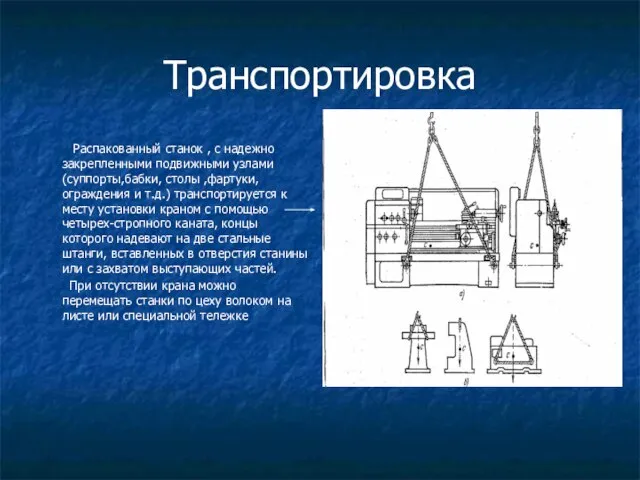
- 4. Транспортировка Распакованный станок , c надежно закрепленными подвижными узлами (суппорты,бабки, столы ,фартуки, ограждения и т.д.) транспортируется
- 5. Установка и монтаж Станок устанавливается на специально подготовленное место- фундамент. В качестве фундаментов используются бетонные плиты
- 6. Контроль геометрической и технологической точности Все испытания и исследования оборудования условно можно разделить на следующие виды:
- 7. Приемносдаточные испытания серийного оборудования По техническим условиям приемносдаточные испытания подразделяются на следующие этапы: Установка и выверка
- 8. Приемносдаточные испытания серийного оборудования (продолжение) Испытания под нагрузкой производится при нагружении главного привода станка максимальным моментом,
- 9. Наладка и настройка производятся в строгом соответствии с руководством по эксплуатации Наладка - это совокупность операций
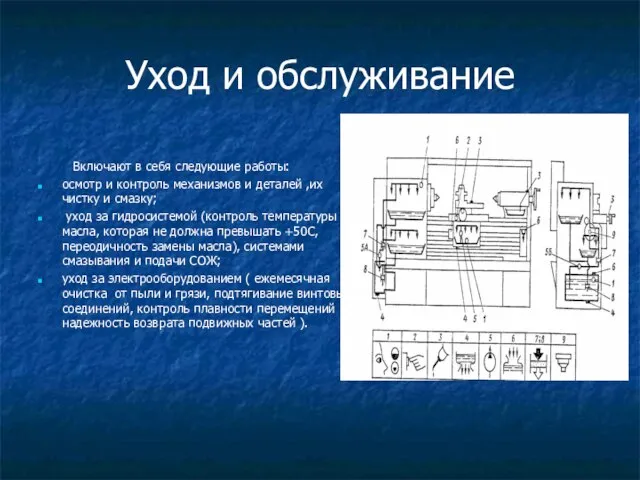
- 10. Уход и обслуживание Включают в себя следующие работы: осмотр и контроль механизмов и деталей ,их чистку
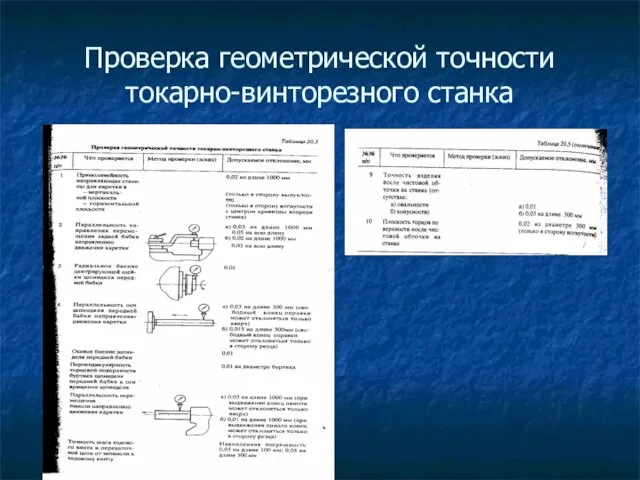
- 11. Проверка геометрической точности токарно-винторезного станка
- 12. Ремонт оборудования – мероприятия по поддержанию работоспособности и восстановлению технических показателей утраченных в процессе эксплуатации На
- 14. Скачать презентацию
Слайд 2Эксплуатация металлорежущего оборудования
Консервация и упаковка
Транспортировка
Установка и монтаж
Наладка и настройка
Уход и
Эксплуатация металлорежущего оборудования
Консервация и упаковка
Транспортировка
Установка и монтаж
Наладка и настройка
Уход и
Слайд 3Консервация и упаковка
-производится для предохранения станков,,приспособлений, принадлежностей и инструмента от механических,
Консервация и упаковка
-производится для предохранения станков,,приспособлений, принадлежностей и инструмента от механических,

Слайд 4Транспортировка
Распакованный станок , c надежно закрепленными подвижными узлами (суппорты,бабки, столы ,фартуки,
Транспортировка
Распакованный станок , c надежно закрепленными подвижными узлами (суппорты,бабки, столы ,фартуки,
Слайд 5Установка и монтаж
Станок устанавливается на специально подготовленное место- фундамент. В качестве
Установка и монтаж
Станок устанавливается на специально подготовленное место- фундамент. В качестве

Слайд 6Контроль геометрической и
технологической точности
Все испытания и исследования оборудования условно можно
Контроль геометрической и
технологической точности
Все испытания и исследования оборудования условно можно
Слайд 7Приемносдаточные испытания серийного оборудования
По техническим условиям приемносдаточные испытания подразделяются на следующие этапы:
Установка
Приемносдаточные испытания серийного оборудования
По техническим условиям приемносдаточные испытания подразделяются на следующие этапы:
Установка
Слайд 8Приемносдаточные испытания серийного оборудования (продолжение)
Испытания под нагрузкой производится при нагружении главного привода
Приемносдаточные испытания серийного оборудования (продолжение)
Испытания под нагрузкой производится при нагружении главного привода
Слайд 9Наладка и настройка
производятся в строгом соответствии с руководством по эксплуатации
Наладка - это
Наладка и настройка
производятся в строгом соответствии с руководством по эксплуатации
Наладка - это
Слайд 10Уход и обслуживание
Включают в себя следующие работы:
осмотр и контроль механизмов
Уход и обслуживание
Включают в себя следующие работы:
осмотр и контроль механизмов
Слайд 11Проверка геометрической точности токарно-винторезного станка
Проверка геометрической точности токарно-винторезного станка
Слайд 12Ремонт оборудования – мероприятия по поддержанию работоспособности и восстановлению технических показателей утраченных
Ремонт оборудования – мероприятия по поддержанию работоспособности и восстановлению технических показателей утраченных
 Национальные парки Африки
Национальные парки Африки Исәнмесез! Хәерле көн! Көнегез уңышлы үтсен!
Исәнмесез! Хәерле көн! Көнегез уңышлы үтсен! Равнобедренный треугольник
Равнобедренный треугольник Модели смертности
Модели смертности Стандарты обслуживания КЦ
Стандарты обслуживания КЦ Регламент исполнения процессов
Регламент исполнения процессов Презентация на тему Класс Птицы
Презентация на тему Класс Птицы О реализации электронного межведомственного взаимодействия в Российской Федерации
О реализации электронного межведомственного взаимодействия в Российской Федерации ИСТОРИЯ НАШЕГО КЛАССА
ИСТОРИЯ НАШЕГО КЛАССА Праздник воды и огня. Традиции
Праздник воды и огня. Традиции Решение задач на смеси, сплавы, растворы
Решение задач на смеси, сплавы, растворы Финансовая структура и распределение финансовой ответственности
Финансовая структура и распределение финансовой ответственности Морской кадетской школы имени адмирала Котова П.Г
Морской кадетской школы имени адмирала Котова П.Г Сфера духовной жизни общества
Сфера духовной жизни общества Женщины на государственной службе
Женщины на государственной службе Профессиональный портрет в домашних условиях
Профессиональный портрет в домашних условиях Аудитория Уанетадекабрь 2009 г.
Аудитория Уанетадекабрь 2009 г. Аппетитное радио
Аппетитное радио Псалом 38. Вечнозаветная псалтирь
Псалом 38. Вечнозаветная псалтирь WIndows XP Professional
WIndows XP Professional Who helped Morse develop the code
Who helped Morse develop the code Человек и информационное общество
Человек и информационное общество Как сделать уроки биологии любимыми? Маруся
Как сделать уроки биологии любимыми? Маруся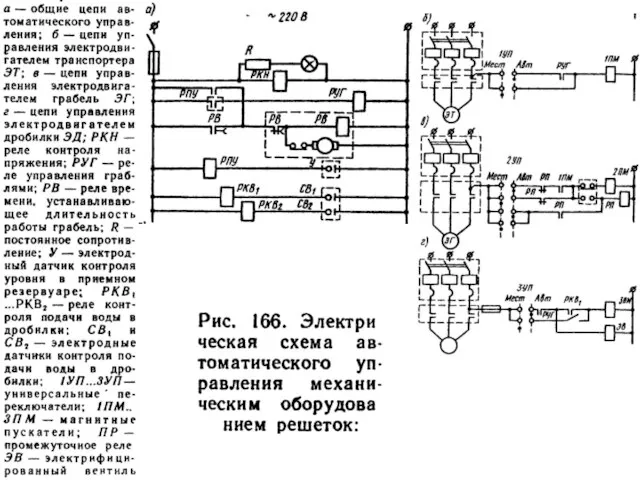 Автоматизация
Автоматизация Презентация на тему Пейзаж и его разновидности
Презентация на тему Пейзаж и его разновидности Сибирский университет Якутский филиал потребительской кооперации.
Сибирский университет Якутский филиал потребительской кооперации. Актаныш
Актаныш Обкатка машин. Окрашивание
Обкатка машин. Окрашивание