Исследование вольт-амперной характеристики источника питания при электролитноплазменной обработки стали
- Исследование вольт-амперной характеристики источника питания при электролитноплазменной обработки стали

Содержание
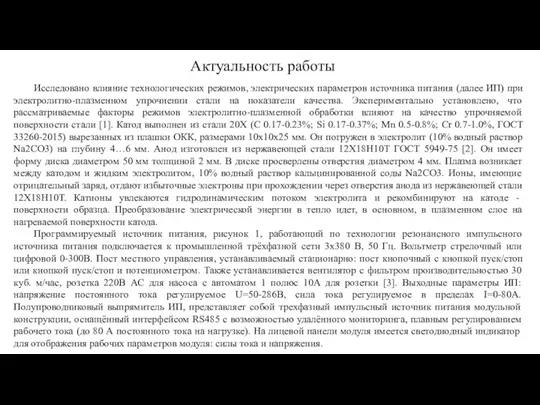
- 2. Актуальность работы Исследовано влияние технологических режимов, электрических параметров источника питания (далее ИП) при электролитно-плазменном упрочнении стали
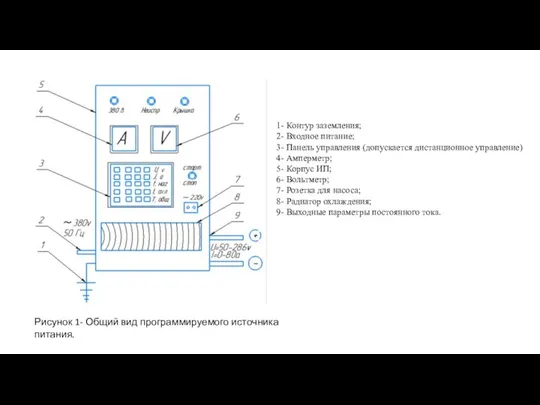
- 3. 1- Контур заземления; 2- Входное питание; 3- Панель управления (допускается дистанционное управление) 4- Амперметр; 5- Корпус
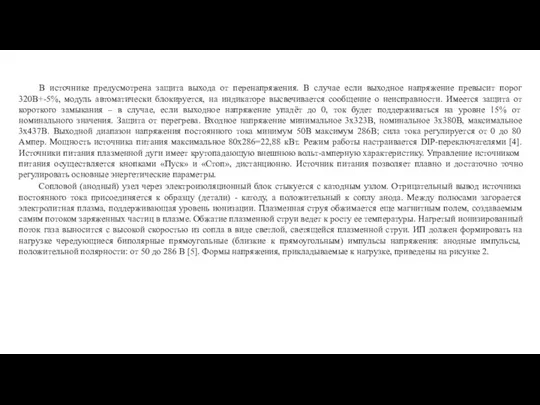
- 4. В источнике предусмотрена защита выхода от перенапряжения. В случае если выходное напряжение превысит порог 320В+-5%, модуль
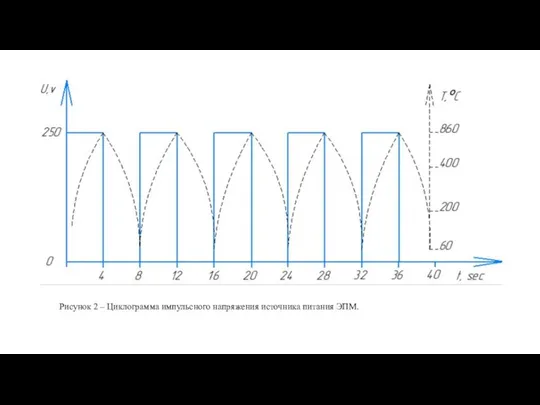
- 5. Рисунок 2 – Циклограмма импульсного напряжения источника питания ЭПМ.
- 6. ИП обеспечивает длительности импульсов напряжения на нагрузке в диапазоне: -анодные импульсы: от 0 до 40 с
- 8. Скачать презентацию
Слайд 2Актуальность работы
Исследовано влияние технологических режимов, электрических параметров источника питания (далее ИП)
Актуальность работы
Исследовано влияние технологических режимов, электрических параметров источника питания (далее ИП)
Слайд 31- Контур заземления;
2- Входное питание;
3- Панель управления (допускается дистанционное управление)
1- Контур заземления;
2- Входное питание;
3- Панель управления (допускается дистанционное управление)
2- Входное питание;
3- Панель управления (допускается дистанционное управление)
Слайд 4 В источнике предусмотрена защита выхода от перенапряжения. В случае если выходное напряжение
В источнике предусмотрена защита выхода от перенапряжения. В случае если выходное напряжение
Слайд 5Рисунок 2 – Циклограмма импульсного напряжения источника питания ЭПМ.
Рисунок 2 – Циклограмма импульсного напряжения источника питания ЭПМ.
Слайд 6ИП обеспечивает длительности импульсов напряжения на нагрузке в диапазоне:
-анодные импульсы: от 0
ИП обеспечивает длительности импульсов напряжения на нагрузке в диапазоне:
-анодные импульсы: от 0

 Урок 19
Урок 19 РАЗЛИЧНЫЕ ПОДХОДЫ К УЧЕТУ ОБЪЕКТОВ НЕДВИЖИМОСТИ В ИНФОРМАЦИОННЫХ СИСТЕМАХ
РАЗЛИЧНЫЕ ПОДХОДЫ К УЧЕТУ ОБЪЕКТОВ НЕДВИЖИМОСТИ В ИНФОРМАЦИОННЫХ СИСТЕМАХ Ценность здоровья
Ценность здоровья Проект «Города России» (2 класс)
Проект «Города России» (2 класс) Проблемы адаптации субъекта к профессии и способы повышения эффективности адаптации
Проблемы адаптации субъекта к профессии и способы повышения эффективности адаптации Национальный проект Образование
Национальный проект Образование Презентация на тему Методика воспитательной работы в ДОУ
Презентация на тему Методика воспитательной работы в ДОУ Угадай жанр картины. Игра
Угадай жанр картины. Игра Рождество, открытка
Рождество, открытка Презентация на тему Биография Бианки
Презентация на тему Биография Бианки Возможности Microsoft PowerPoint
Возможности Microsoft PowerPoint У истоков «холодной войны»
У истоков «холодной войны» Я верю в Россию
Я верю в Россию Презентация на тему Профессиональное портфолио учителя-дефектолога
Презентация на тему Профессиональное портфолио учителя-дефектолога Каслинское Литьё НРК
Каслинское Литьё НРК Конституционное (государственное) право России
Конституционное (государственное) право России Улучшение опыта посещения ПБО. Конкурс Лидеры Макдоналдс 2020
Улучшение опыта посещения ПБО. Конкурс Лидеры Макдоналдс 2020 Грим. разновидности грима
Грим. разновидности грима МОИВ 4
МОИВ 4 Добровольческое движение ФГБОУ ВО УлГПУ им. И.Н. Ульянова
Добровольческое движение ФГБОУ ВО УлГПУ им. И.Н. Ульянова Деление клетки. Митоз
Деление клетки. Митоз Опыт проектной деятельности с учащимися начальных классов
Опыт проектной деятельности с учащимися начальных классов Оптические иллюзии
Оптические иллюзии Положения, выносимые на защиту
Положения, выносимые на защиту Английский язык и культуроведение англоговорящих стран
Английский язык и культуроведение англоговорящих стран Святому братству верен я…
Святому братству верен я… История, культура и обычаи коренных народов севера и Дальнего Востока
История, культура и обычаи коренных народов севера и Дальнего Востока Информационные технологии в медицине
Информационные технологии в медицине