- Каландрование

Содержание
- 2. Что такое каландрование Каландрование - это процесс непрерывного формования полимерного материала при пропускании его расплава через
- 3. Перерабатываемые материалы Каландрованием перерабатывают в основном поливинилхлорид (ПВХ) жесткий и пластифицированный, сополимеры винилхлорида и винилацетата, а
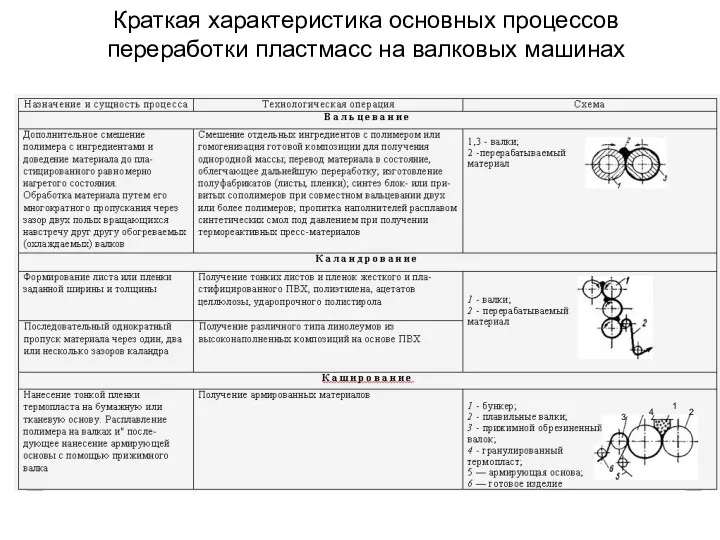
- 4. Краткая характеристика основных процессов переработки пластмасс на валковых машинах 2 1 3 4
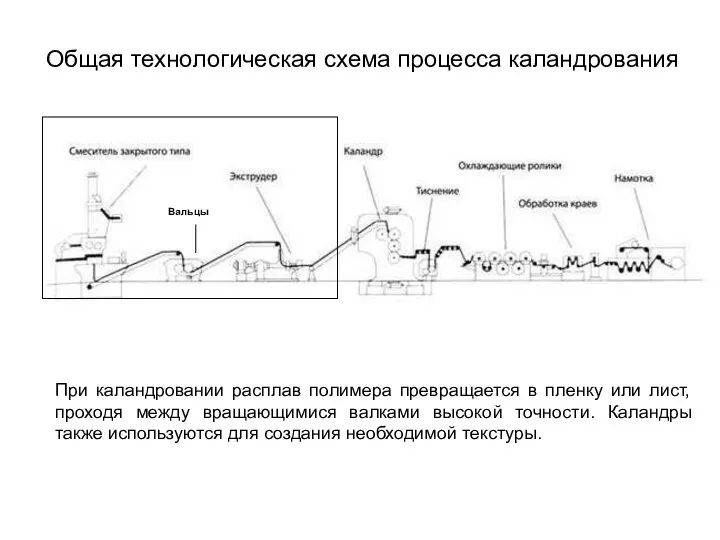
- 5. Общая технологическая схема процесса каландрования При каландровании расплав полимера превращается в пленку или лист, проходя между
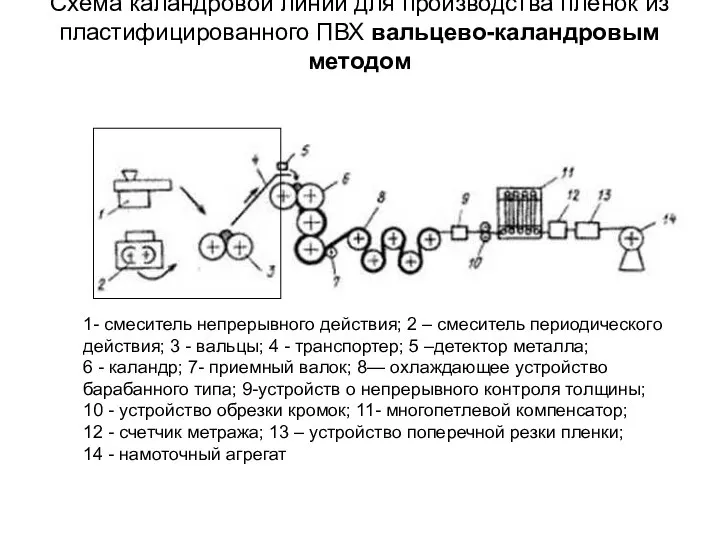
- 6. Схема каландровой линии для производства пленок из пластифицированного ПВХ вальцево-каландровым методом 1- смеситель непрерывного действия; 2
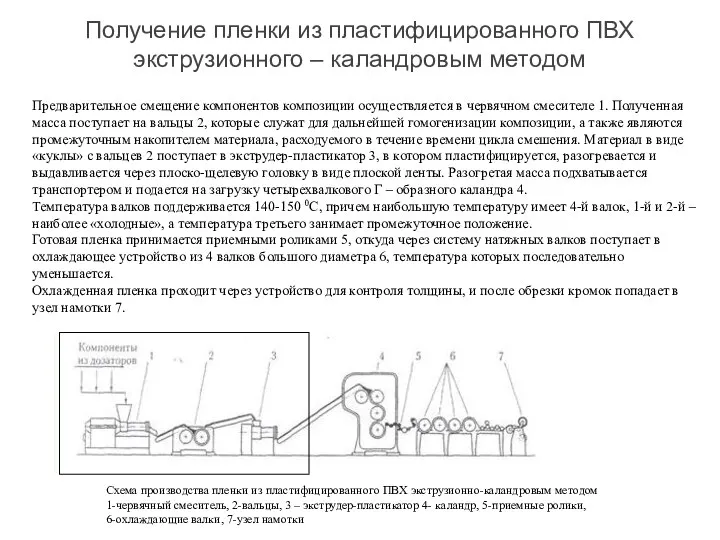
- 7. Получение пленки из пластифицированного ПВХ экструзионного – каландровым методом Предварительное смещение компонентов композиции осуществляется в червячном
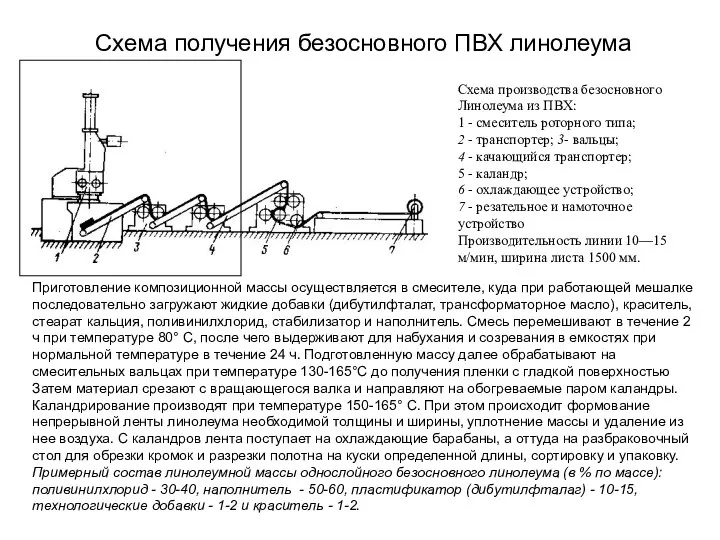
- 8. Схема получения безосновного ПВХ линолеума Приготовление композиционной массы осуществляется в смесителе, куда при работающей мешалке последовательно
- 9. Подготовка композиций для каландрования Обработке материала на каландре предшествуют получение композиции полимера и пластикация. Поэтому свойства
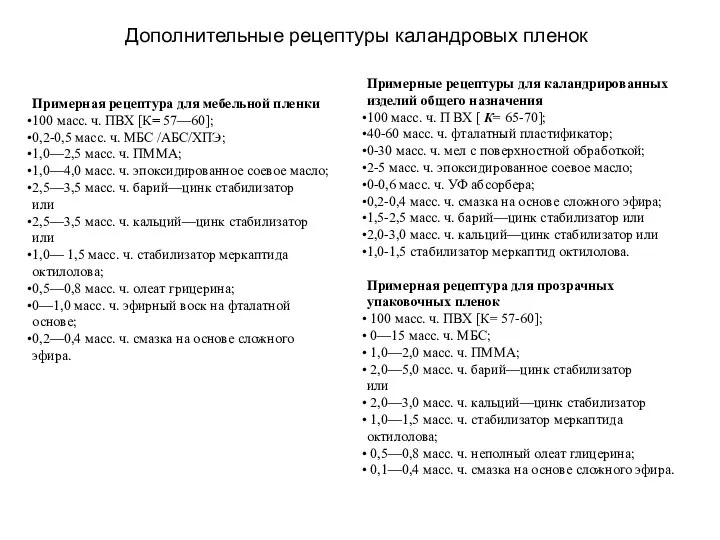
- 10. Примерные рецептуры для каландрированных изделий общего назначения 100 масс. ч. П ВХ [ К= 65-70]; 40-60
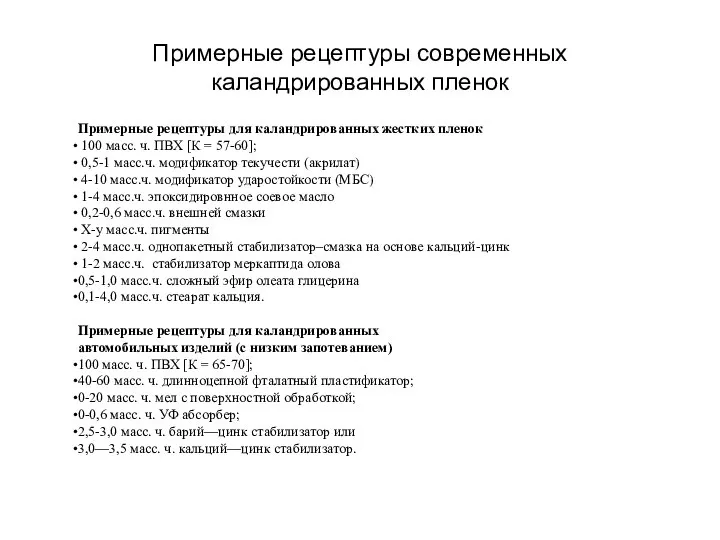
- 11. Примерные рецептуры современных каландрированных пленок
- 12. Предварительная подготовка композиции ПВХ На первом этапе в начале линии каландрования ПВХ предусмотрено изготовление сухой смеси
- 13. Смешение компонентов композиции ПВХ Введение различных добавок в поливинилхлорид (ПВХ) необходимо из-за характера самого полимера и
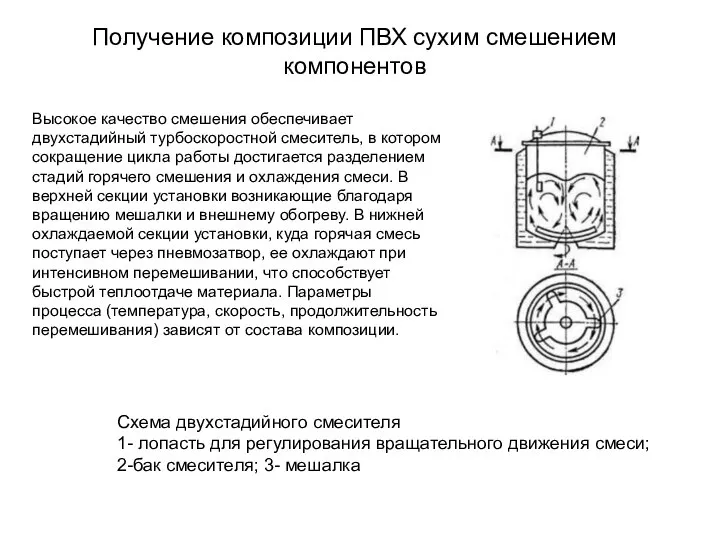
- 14. Получение композиции ПВХ сухим смешением компонентов Схема двухстадийного смесителя 1- лопасть для регулирования вращательного движения смеси;
- 15. Смешение композиции на обогреваемых вальцах После пластикации формовочная полимерная масса по транспортерной ленте передается на смесительные
- 16. Подготовка композиции ПВХ на вальцах Вальцы состоят из двух литых станин 6, установленных на фундаментной плите
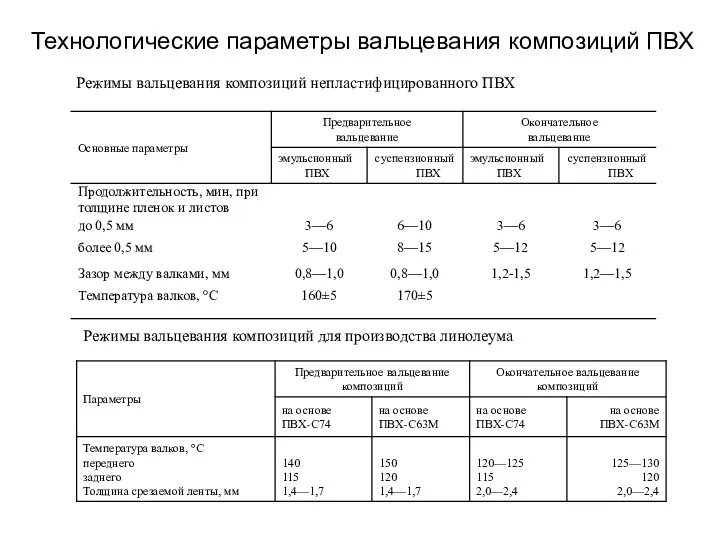
- 17. Технологические параметры вальцевания композиций ПВХ Режимы вальцевания композиций для производства линолеума Режимы вальцевания композиций непластифицированного ПВХ
- 18. Смешение композиции на пластикационном экструдере Для подготовки композиции, включая смешение, гомогенизацию и пластикацию, используют экструдеры различных
- 19. Технологическая схема процесса каландрования
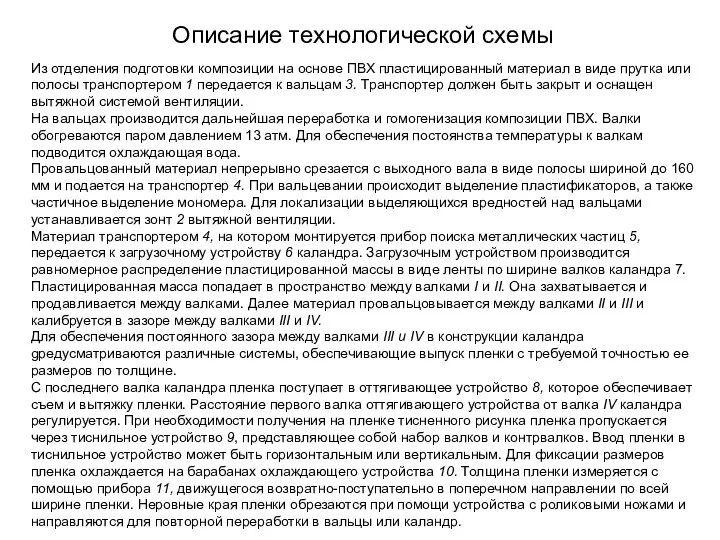
- 20. Описание технологической схемы Из отделения подготовки композиции на основе ПВХ пластицированный материал в виде прутка или
- 21. Принцип получения пленки методом каландрования Пластифицированная термопластичная масса с помощью непрерывной транспортерной ленты подается к каландру,
- 22. Виды каландровых установок Конструкция универсальных каландров позволяет выполнять большинство технологических операций, производимых в процессе каландрования. Существуют
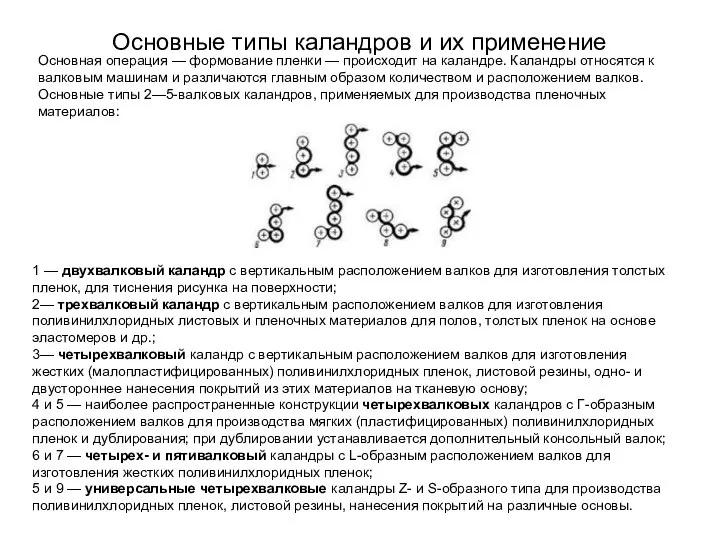
- 23. Основные типы каландров и их применение Основная операция — формование пленки — происходит на каландре. Каландры
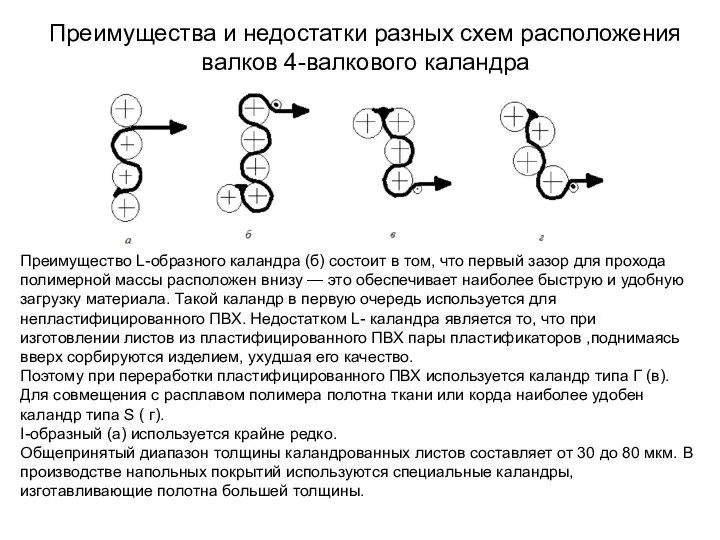
- 24. Преимущества и недостатки разных схем расположения валков 4-валкового каландра Преимущество L-образного каландра (б) состоит в том,
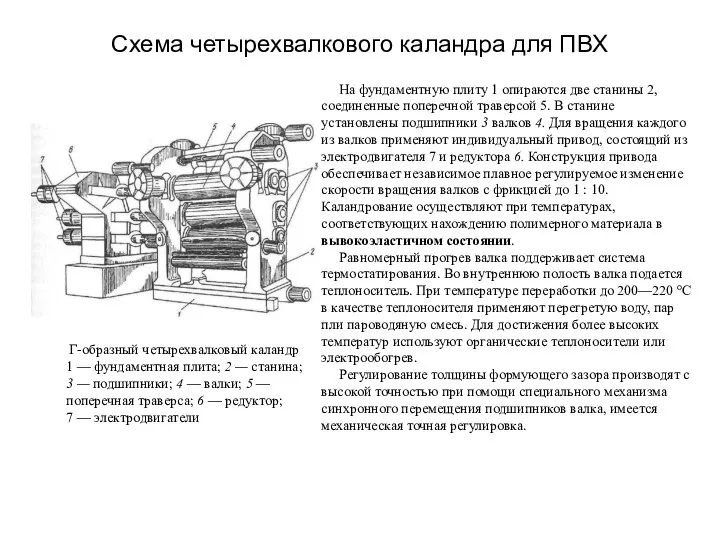
- 25. Схема четырехвалкового каландра для ПВХ
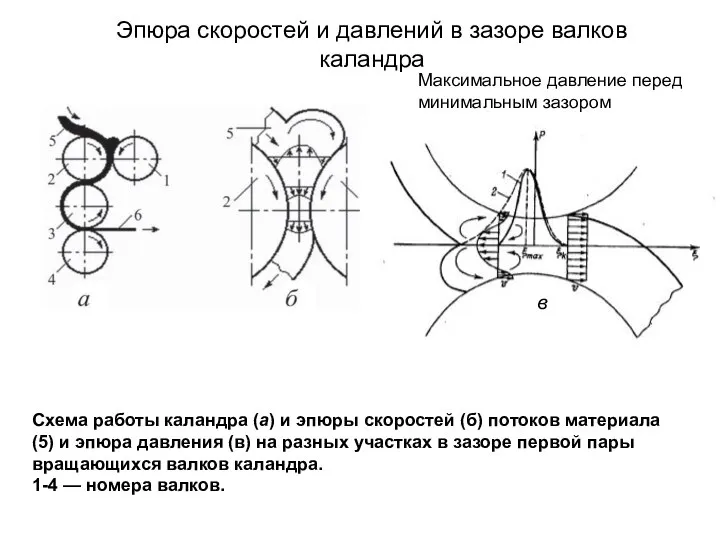
- 26. Эпюра скоростей и давлений в зазоре валков каландра Схема работы каландра (а) и эпюры скоростей (б)
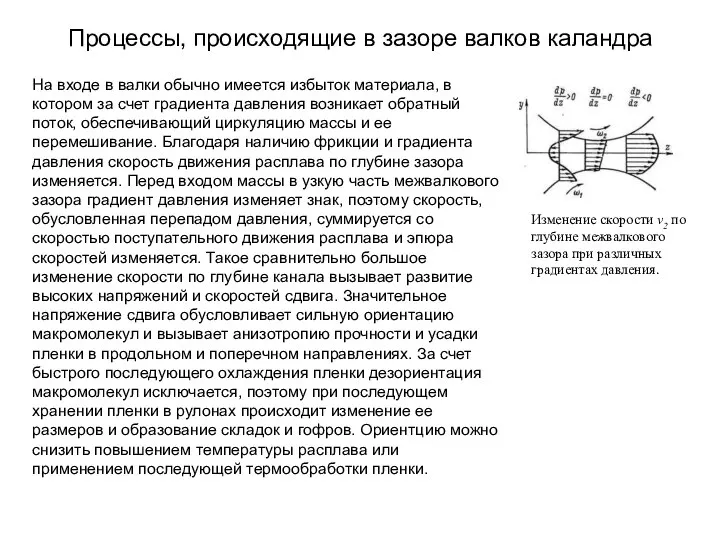
- 27. Процессы, происходящие в зазоре валков каландра На входе в валки обычно имеется избыток материала, в котором
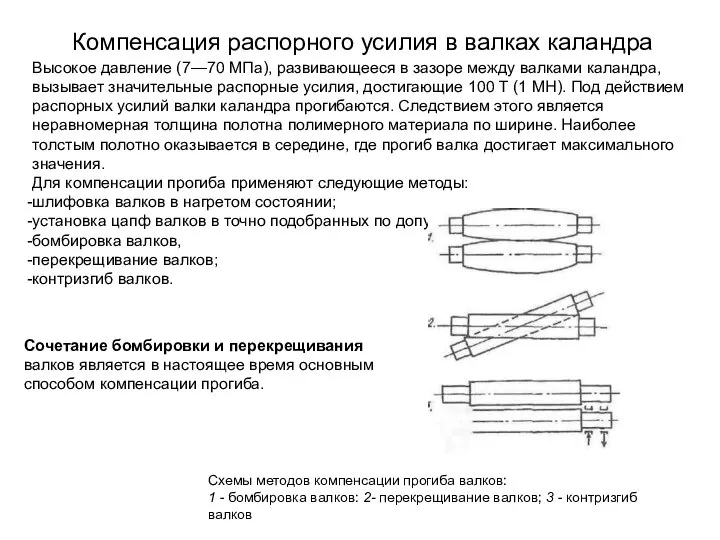
- 28. Компенсация распорного усилия в валках каландра Высокое давление (7—70 МПа), развивающееся в зазоре между валками каландра,
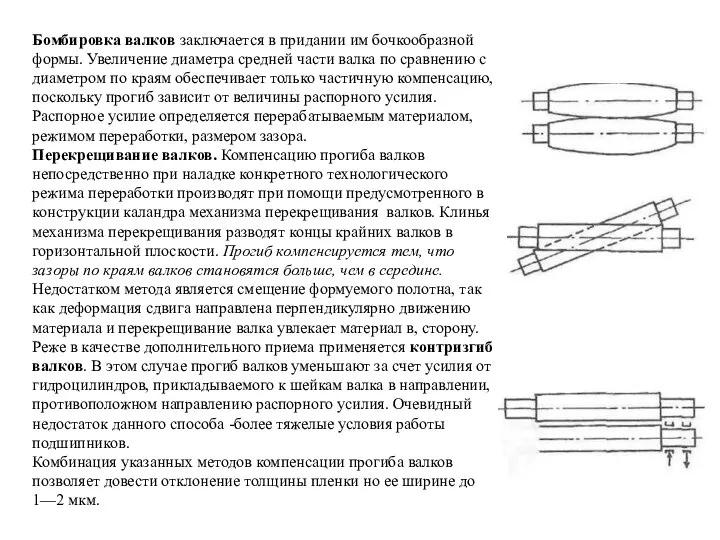
- 29. Бомбировка валков заключается в придании им бочкообразной формы. Увеличение диаметра средней части валка по сравнению с
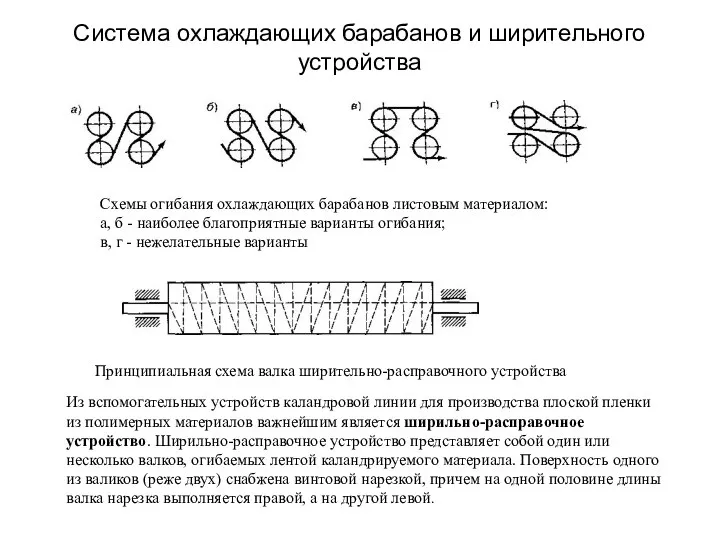
- 30. Система охлаждающих барабанов и ширительного устройства Принципиальная схема валка ширительно-расправочного устройства
- 31. Охлаждение полотна на охлаждающих барабанах Полученное полотно охлаждается при помощи валков, внутрь которых подается вода. В
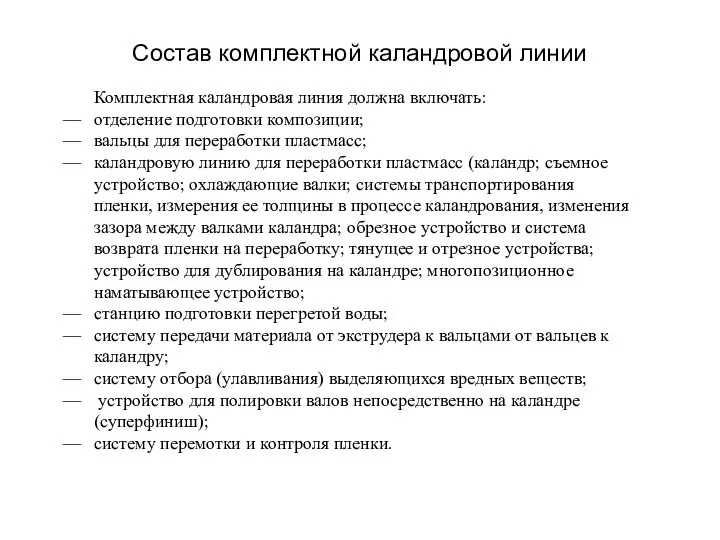
- 32. Состав комплектной каландровой линии
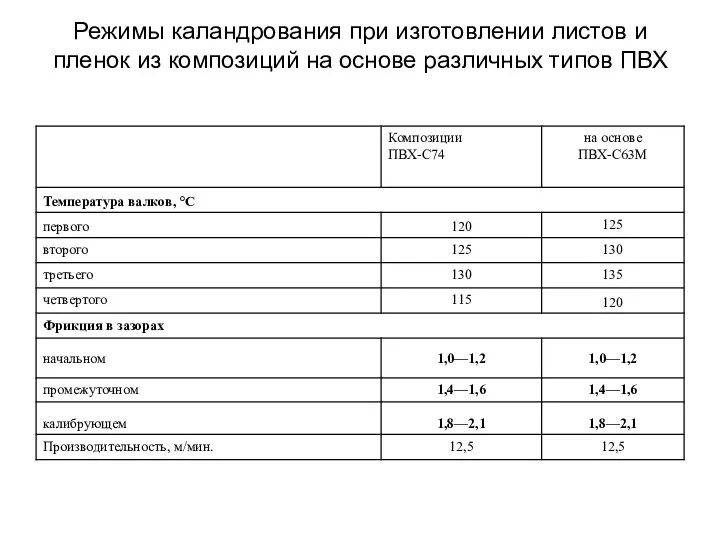
- 33. Режимы каландрования при изготовлении листов и пленок из композиций на основе различных типов ПВХ
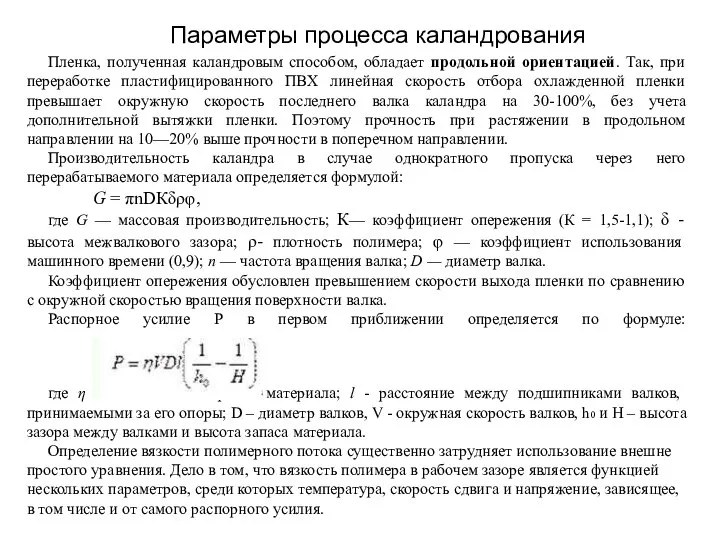
- 34. Параметры процесса каландрования Пленка, полученная каландровым способом, обладает продольной ориентацией. Так, при переработке пластифицированного ПВХ линейная
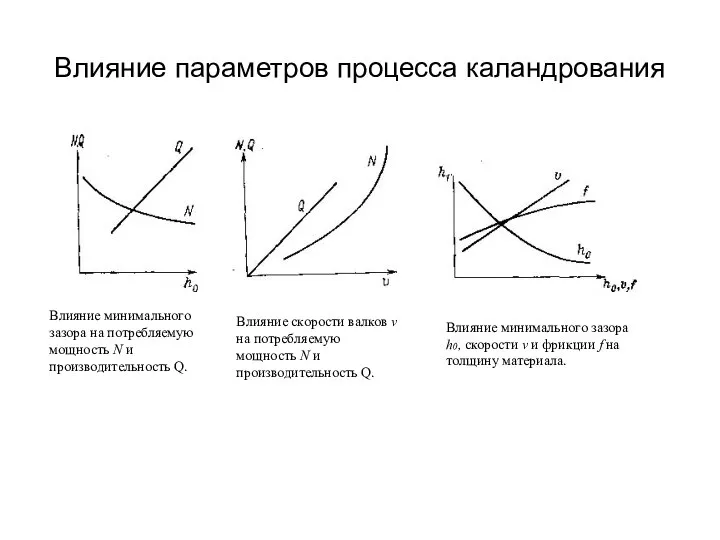
- 35. Влияние параметров процесса каландрования Влияние минимального зазора на потребляемую мощность N и производительность Q. Влияние скорости
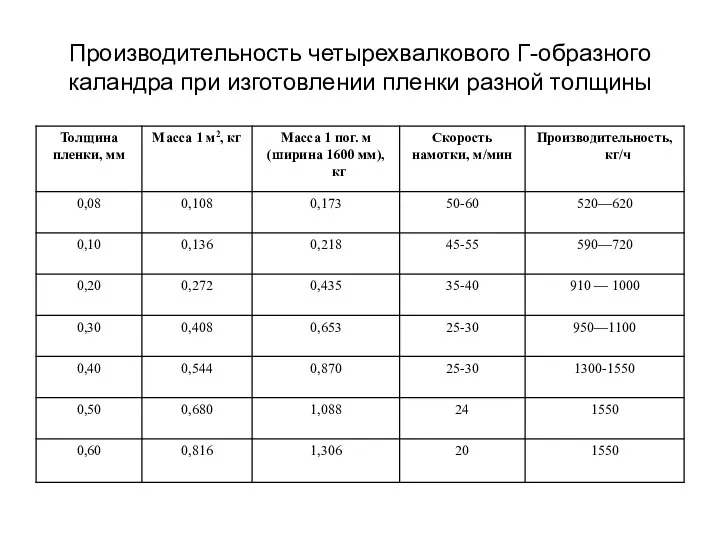
- 36. Производительность четырехвалкового Г-образного каландра при изготовлении пленки разной толщины
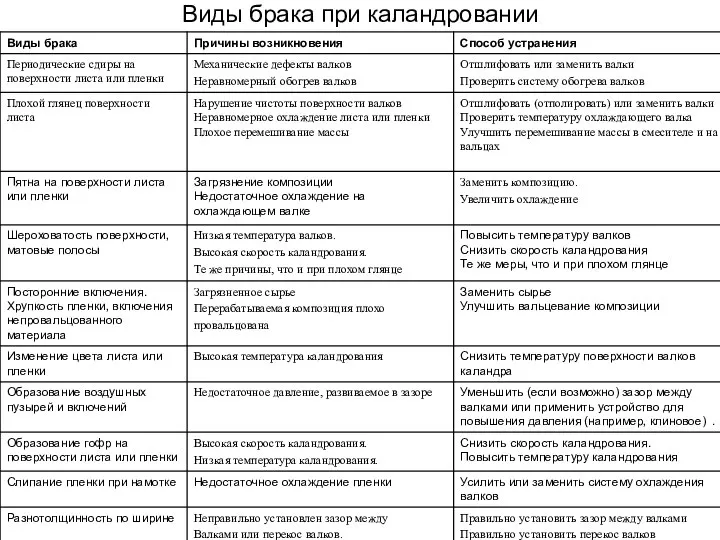
- 37. Виды брака при каландровании
- 38. Использованная литература Переработка пластмасс под ред. Брагинского В.А. Л., Химия, 1985 г. 2. Основы технологии переработки
- 40. Скачать презентацию
Слайд 2Что такое каландрование
Каландрование - это процесс непрерывного формования полимерного материала при пропускании
Что такое каландрование
Каландрование - это процесс непрерывного формования полимерного материала при пропускании
Слайд 3Перерабатываемые материалы
Каландрованием перерабатывают в основном поливинилхлорид (ПВХ) жесткий и пластифицированный, сополимеры винилхлорида
Перерабатываемые материалы
Каландрованием перерабатывают в основном поливинилхлорид (ПВХ) жесткий и пластифицированный, сополимеры винилхлорида
Слайд 4Краткая характеристика основных процессов переработки пластмасс на валковых машинах
2
1
3
4
Краткая характеристика основных процессов переработки пластмасс на валковых машинах
2
1
3
4
Слайд 5Общая технологическая схема процесса каландрования
При каландровании расплав полимера превращается в пленку или
Общая технологическая схема процесса каландрования
При каландровании расплав полимера превращается в пленку или
Слайд 6Схема каландровой линии для производства пленок из пластифицированного ПВХ вальцево-каландровым методом
1- смеситель
Схема каландровой линии для производства пленок из пластифицированного ПВХ вальцево-каландровым методом
1- смеситель
Слайд 7Получение пленки из пластифицированного ПВХ экструзионного – каландровым методом
Предварительное смещение компонентов композиции
Получение пленки из пластифицированного ПВХ экструзионного – каландровым методом
Предварительное смещение компонентов композиции
Слайд 8Схема получения безосновного ПВХ линолеума
Приготовление композиционной массы осуществляется в смесителе, куда при
Схема получения безосновного ПВХ линолеума
Приготовление композиционной массы осуществляется в смесителе, куда при
Слайд 9Подготовка композиций для каландрования
Обработке материала на каландре предшествуют получение композиции полимера и
Подготовка композиций для каландрования
Обработке материала на каландре предшествуют получение композиции полимера и
Слайд 10Примерные рецептуры для каландрированных
изделий общего назначения
100 масс. ч. П ВХ [
Примерные рецептуры для каландрированных
изделий общего назначения
100 масс. ч. П ВХ [
Слайд 11Примерные рецептуры современных каландрированных пленок
Примерные рецептуры современных каландрированных пленок
Слайд 12Предварительная подготовка композиции ПВХ
На первом этапе в начале линии каландрования ПВХ предусмотрено
Предварительная подготовка композиции ПВХ
На первом этапе в начале линии каландрования ПВХ предусмотрено
Слайд 13Смешение компонентов композиции ПВХ
Введение различных добавок в поливинилхлорид (ПВХ) необходимо из-за характера
Смешение компонентов композиции ПВХ
Введение различных добавок в поливинилхлорид (ПВХ) необходимо из-за характера
Слайд 14Получение композиции ПВХ сухим смешением компонентов
Схема двухстадийного смесителя
1- лопасть для регулирования вращательного
Получение композиции ПВХ сухим смешением компонентов
Схема двухстадийного смесителя
1- лопасть для регулирования вращательного
Слайд 15Смешение композиции на обогреваемых вальцах
После пластикации формовочная полимерная масса по транспортерной ленте
Смешение композиции на обогреваемых вальцах
После пластикации формовочная полимерная масса по транспортерной ленте
Слайд 16Подготовка композиции ПВХ на вальцах
Вальцы состоят из двух литых станин 6, установленных
Подготовка композиции ПВХ на вальцах
Вальцы состоят из двух литых станин 6, установленных

Слайд 17Технологические параметры вальцевания композиций ПВХ
Режимы вальцевания композиций для производства линолеума
Режимы вальцевания
Технологические параметры вальцевания композиций ПВХ
Режимы вальцевания композиций для производства линолеума
Режимы вальцевания
Слайд 18Смешение композиции на пластикационном экструдере
Для подготовки композиции, включая смешение, гомогенизацию и пластикацию,
Смешение композиции на пластикационном экструдере
Для подготовки композиции, включая смешение, гомогенизацию и пластикацию,
Слайд 19Технологическая схема процесса каландрования
Технологическая схема процесса каландрования

Слайд 20Описание технологической схемы
Из отделения подготовки композиции на основе ПВХ пластицированный материал в
Описание технологической схемы
Из отделения подготовки композиции на основе ПВХ пластицированный материал в
Слайд 21Принцип получения пленки методом каландрования
Пластифицированная термопластичная масса с помощью непрерывной транспортерной
Принцип получения пленки методом каландрования
Пластифицированная термопластичная масса с помощью непрерывной транспортерной
Слайд 22Виды каландровых установок
Конструкция универсальных каландров позволяет выполнять большинство технологических операций, производимых в
Виды каландровых установок
Конструкция универсальных каландров позволяет выполнять большинство технологических операций, производимых в
Слайд 23Основные типы каландров и их применение
Основная операция — формование пленки — происходит
Основные типы каландров и их применение
Основная операция — формование пленки — происходит
Слайд 24Преимущества и недостатки разных схем расположения валков 4-валкового каландра
Преимущество L-образного каландра (б)
Преимущества и недостатки разных схем расположения валков 4-валкового каландра
Преимущество L-образного каландра (б)
Слайд 25Схема четырехвалкового каландра для ПВХ
Схема четырехвалкового каландра для ПВХ
Слайд 26Эпюра скоростей и давлений в зазоре валков каландра
Схема работы каландра (а) и
Эпюра скоростей и давлений в зазоре валков каландра
Схема работы каландра (а) и
Слайд 27Процессы, происходящие в зазоре валков каландра
На входе в валки обычно имеется избыток
Процессы, происходящие в зазоре валков каландра
На входе в валки обычно имеется избыток
Слайд 28Компенсация распорного усилия в валках каландра
Высокое давление (7—70 МПа), развивающееся в зазоре
Компенсация распорного усилия в валках каландра
Высокое давление (7—70 МПа), развивающееся в зазоре
Слайд 29Бомбировка валков заключается в придании им бочкообразной формы. Увеличение диаметра средней части
Бомбировка валков заключается в придании им бочкообразной формы. Увеличение диаметра средней части
Слайд 30Система охлаждающих барабанов и ширительного устройства
Принципиальная схема валка ширительно-расправочного устройства
Система охлаждающих барабанов и ширительного устройства
Принципиальная схема валка ширительно-расправочного устройства
Слайд 31Охлаждение полотна на охлаждающих барабанах
Полученное полотно охлаждается при помощи валков, внутрь которых
Охлаждение полотна на охлаждающих барабанах
Полученное полотно охлаждается при помощи валков, внутрь которых
Слайд 32Состав комплектной каландровой линии
Состав комплектной каландровой линии
Слайд 33Режимы каландрования при изготовлении листов и пленок из композиций на основе различных
Режимы каландрования при изготовлении листов и пленок из композиций на основе различных
Слайд 34Параметры процесса каландрования
Пленка, полученная каландровым способом, обладает продольной ориентацией. Так, при переработке
Параметры процесса каландрования
Пленка, полученная каландровым способом, обладает продольной ориентацией. Так, при переработке
Слайд 35Влияние параметров процесса каландрования
Влияние минимального зазора на потребляемую мощность N и производительность
Влияние параметров процесса каландрования
Влияние минимального зазора на потребляемую мощность N и производительность
Слайд 36Производительность четырехвалкового Г-образного
каландра при изготовлении пленки разной толщины
Производительность четырехвалкового Г-образного
каландра при изготовлении пленки разной толщины
Слайд 37Виды брака при каландровании
Виды брака при каландровании
Слайд 38Использованная литература
Переработка пластмасс под ред. Брагинского В.А. Л., Химия, 1985 г.
2. Основы
Использованная литература
Переработка пластмасс под ред. Брагинского В.А. Л., Химия, 1985 г.
2. Основы
 38 попугаев, или зачем человеку измерения
38 попугаев, или зачем человеку измерения Праздник жатвы. Приглашение
Праздник жатвы. Приглашение Учебная практика
Учебная практика Рентгеноконтрастные средства на основе нано - и микрочастиц танталатов редкоземельных элементов
Рентгеноконтрастные средства на основе нано - и микрочастиц танталатов редкоземельных элементов ГАПОУ АО Архангельский политехнический техникум
ГАПОУ АО Архангельский политехнический техникум Игра Африка
Игра Африка Тепловые двигатели
Тепловые двигатели Малая энергетика Северного Кавказа
Малая энергетика Северного Кавказа «Что ж изберете вы ?» (А.С.Пушкин)
«Что ж изберете вы ?» (А.С.Пушкин) Электризация тел при соприкосновении. Взаимодействие заряженных тел. Два рода зарядов
Электризация тел при соприкосновении. Взаимодействие заряженных тел. Два рода зарядов Уплотнение гранулята
Уплотнение гранулята Эмоциональный интеллект
Эмоциональный интеллект FOREIGN TRADE
FOREIGN TRADE  Подвиг отцов в сердцах сохраним…
Подвиг отцов в сердцах сохраним… Биологические ритмы. Сон и его значение
Биологические ритмы. Сон и его значение Электромеханические измерительные приборы
Электромеханические измерительные приборы Ray Diagrams. Images, Mirrors
Ray Diagrams. Images, Mirrors  Гидроплазма Water For Life
Гидроплазма Water For Life Агропромышленный комплекс. Растениеводство
Агропромышленный комплекс. Растениеводство Геометрические построения, необходимые при выполнении чертежей
Геометрические построения, необходимые при выполнении чертежей Босния и Герцеговина
Босния и Герцеговина Презентация к уроку литературного чтения в 3 классе по программе «2100» . Д.Н.Мамин-Сибиряк «Медведко» Автор Проскурина А.В.
Презентация к уроку литературного чтения в 3 классе по программе «2100» . Д.Н.Мамин-Сибиряк «Медведко» Автор Проскурина А.В. Муниципальное автономное общеобразовательное учреждение Центр образования №1 Академия знаний имени Н.П. Шевченко
Муниципальное автономное общеобразовательное учреждение Центр образования №1 Академия знаний имени Н.П. Шевченко Техника безопасности на уроках информатики
Техника безопасности на уроках информатики Место России в мировом хозяйстве
Место России в мировом хозяйстве Мезенская роспись
Мезенская роспись Презентация на тему Кроссворд What Is This Animal Called
Презентация на тему Кроссворд What Is This Animal Called Новый год в Германии
Новый год в Германии