- Классификация и применение инструмента в лесопильной промышленности

Содержание
- 2. Многообразие фрез по дереву Существуют различные виды механической деревообработки, среди которых особое место занимает фрезерование. Фреза
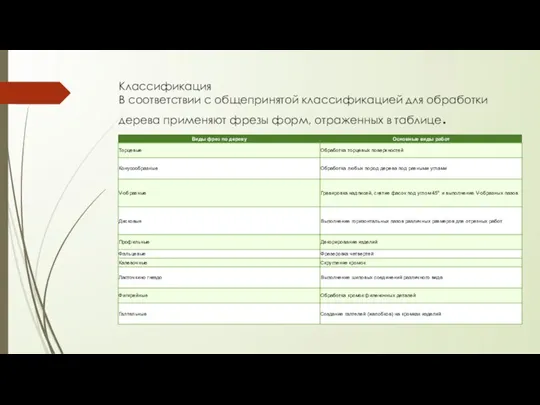
- 3. Классификация В соответствии с общепринятой классификацией для обработки дерева применяют фрезы форм, отраженных в таблице.
- 5. Существуют разнообразные подвиды, отличающиеся по конструкции, форме лезвий, применению. Так, с помощью шарового (шарообразного или сферического
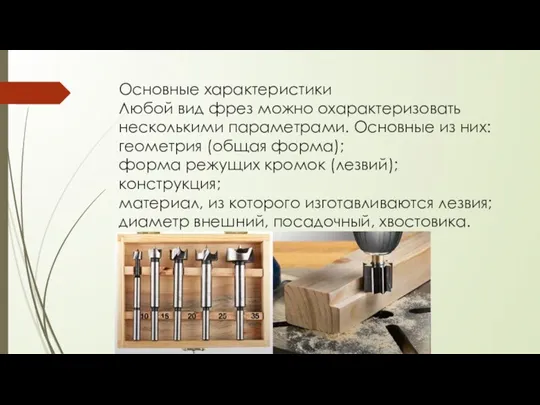
- 6. Основные характеристики Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них: геометрия (общая форма); форма
- 7. Фрезер Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и изделий из них.
- 8. Основные правила подбора фрез Выбор фрез для конкретной технологической операции зависит: от типа обрабатываемых материалов (плитные,
- 10. Скачать презентацию
Слайд 2Многообразие фрез по дереву
Существуют различные виды механической деревообработки, среди которых особое место
Многообразие фрез по дереву
Существуют различные виды механической деревообработки, среди которых особое место

Слайд 3Классификация
В соответствии с общепринятой классификацией для обработки дерева применяют фрезы форм, отраженных
Классификация В соответствии с общепринятой классификацией для обработки дерева применяют фрезы форм, отраженных
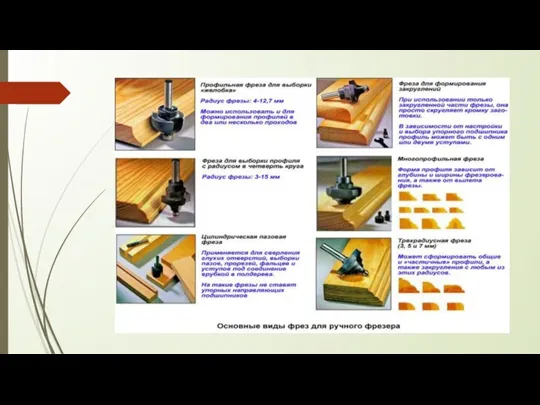
Слайд 5Существуют разнообразные подвиды, отличающиеся по конструкции, форме лезвий, применению.
Так, с помощью шарового
Существуют разнообразные подвиды, отличающиеся по конструкции, форме лезвий, применению.
Так, с помощью шарового
Слайд 6Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
геометрия (общая
Основные характеристики Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них: геометрия (общая
Слайд 7Фрезер
Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и
Фрезер
Ручной фрезер – это инструмент, который предназначен для обработки различных пиломатериалов и
Слайд 8Основные правила подбора фрез
Выбор фрез для конкретной технологической операции зависит:
от типа обрабатываемых
Основные правила подбора фрез
Выбор фрез для конкретной технологической операции зависит:
от типа обрабатываемых
 Понятие и виды государственной службы Выполнили студентки 3 курса ЭФ группы Э112Б Олефир Карина
Понятие и виды государственной службы Выполнили студентки 3 курса ЭФ группы Э112Б Олефир Карина П
П KeMes__ESTUN -产品介绍
KeMes__ESTUN -产品介绍 Тема 5 (продолжение). Оценка конкурентоспособности объектов
Тема 5 (продолжение). Оценка конкурентоспособности объектов ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции
ЗАО Сбербанк-аст. Порядок участия в аукционе на право заключения договора аренды в торговой секции ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПОДДЕРЖКИ РЕШЕНИЙ КОМПАС (наглядное представление, анализ и моделирование ГИ)
ИНФОРМАЦИОННО-АНАЛИТИЧЕСКАЯ СИСТЕМА ПОДДЕРЖКИ РЕШЕНИЙ КОМПАС (наглядное представление, анализ и моделирование ГИ)  Финтегра. Готовая микрофинансовая организация
Финтегра. Готовая микрофинансовая организация In the TV world
In the TV world царство животных
царство животных Будьте осторожны на дорогах
Будьте осторожны на дорогах GE Consumer&Industrial CA Company overview
GE Consumer&Industrial CA Company overview Основные направления развития законодательства о кредитной кооперации17 ноября 2009 г.г. Москва
Основные направления развития законодательства о кредитной кооперации17 ноября 2009 г.г. Москва Табличные случаи деления
Табличные случаи деления ФасадДомСтрой
ФасадДомСтрой Дни международной торговли
Дни международной торговли Цель проекта: 1.Показать, что понимание человечеством функциональных связей и взаимосвязей между отдельными качествами жизни(добр
Цель проекта: 1.Показать, что понимание человечеством функциональных связей и взаимосвязей между отдельными качествами жизни(добр Урок- игра по творчеству М.Горького
Урок- игра по творчеству М.Горького И вот оно случилосьТЫ ВЫРОС ТЫ ВЗРОСЛЫЙ
И вот оно случилосьТЫ ВЫРОС ТЫ ВЗРОСЛЫЙ Распределительный закон умножения
Распределительный закон умножения Интернет шлюзы. Концентратор Работа концентраторов Работают на физическом уровне. Выполняют передачу пакетов на все порты. Произв
Интернет шлюзы. Концентратор Работа концентраторов Работают на физическом уровне. Выполняют передачу пакетов на все порты. Произв Презентация Закон о ПП
Презентация Закон о ПП Москва 2006
Москва 2006 Семинар для организаторов ППЭ государственной итоговой аттестации по образовательным программам основного общего образования
Семинар для организаторов ППЭ государственной итоговой аттестации по образовательным программам основного общего образования Игры с буквами
Игры с буквами Утомление при физической и умственной работе. Восстановление
Утомление при физической и умственной работе. Восстановление Гарин-Михайловский Николай Георгиевич /8(20).2.1852-27.11(10.12).1906/ Родился в семье военного. Окончил институт путей сообщения в Петербурге в
Гарин-Михайловский Николай Георгиевич /8(20).2.1852-27.11(10.12).1906/ Родился в семье военного. Окончил институт путей сообщения в Петербурге в 20161006_tema_uroka_5_klass_svyaz_muzyki_i_literatury
20161006_tema_uroka_5_klass_svyaz_muzyki_i_literatury Транскрипция как средство анализа пауз в русском жестовом дискурсе
Транскрипция как средство анализа пауз в русском жестовом дискурсе